



任务目标
1)熟悉切槽加工中的工艺知识。
2)应用G00、G01、G75、G04指令编写外沟槽加工程序。
3)掌握外切槽刀安装、对刀及刀补设定。
4)完成切槽加工,掌握精度控制方法,并进行误差分析。
任务要求
完成图1-31所示的加工任务。
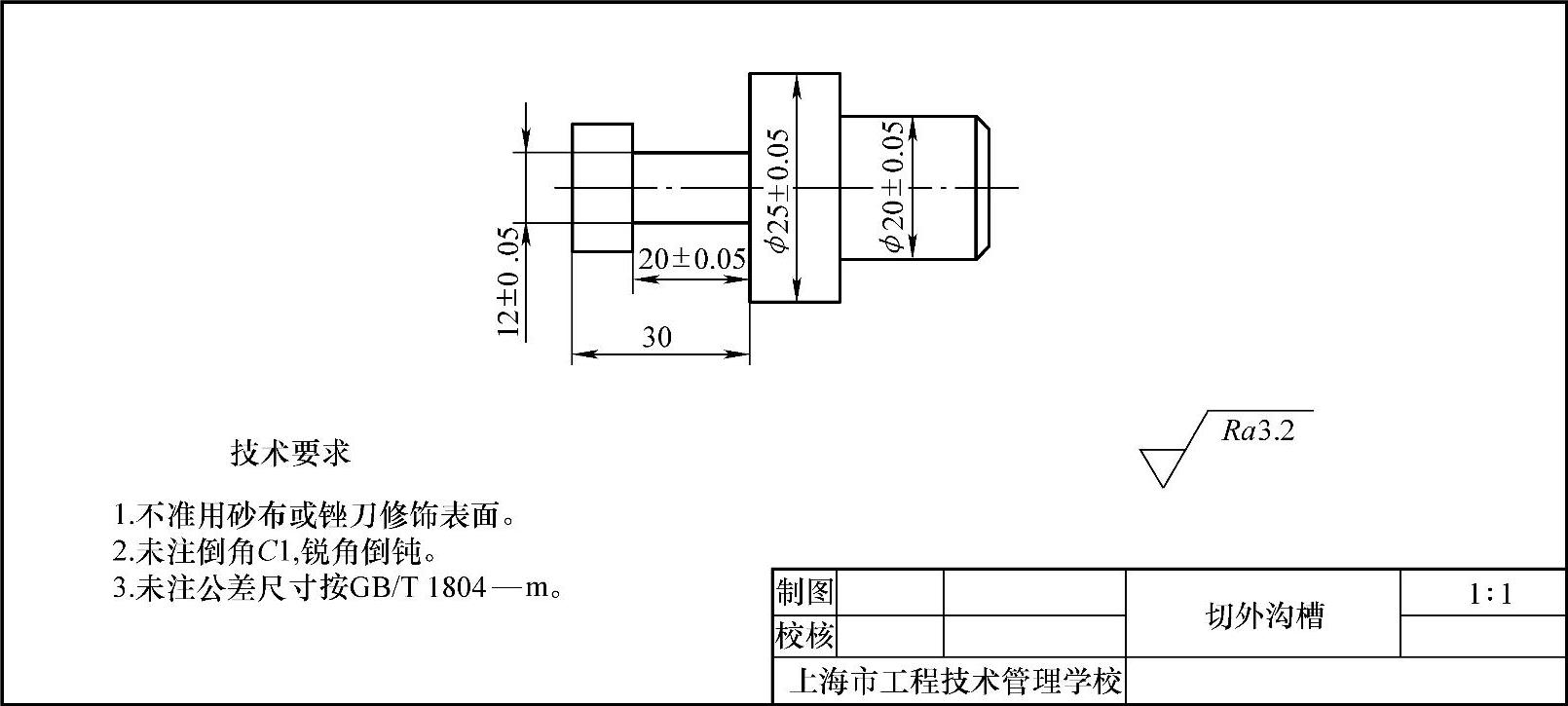
图1-31 外沟槽零件图
相关知识
一、槽的种类及零件的装夹方式
槽的种类很多,考虑其加工特点,可分为单槽、多槽、宽槽、深槽及异形槽,但加工时可能遇到几种形式的叠加,如单槽同时也是深槽或宽槽。
根据槽的宽度等条件,在切槽时经常采用直接成形法,即槽的宽度就是外切槽刀刃的宽度,也等于背吃刀量。采用这种方法切削时会产生较大的切削力。另外,大多数槽位于零件的外表面上,切槽时主切削力的方向与工件轴线垂直,会影响到工件的装夹稳定性。因此,在数控车床上进行槽加工一般可采用下面两种装夹方式:
1)利用软卡爪,并适当增加夹持面的长度,以保证定位准确、装夹稳固。
2)利用尾座及顶尖做辅助支承,采用一夹一顶方式装夹,最大限度地保证零件装夹稳定。
二、外切槽刀的选择与进刀方式
1)对于宽度、深度值不大,且精度要求不高的槽,可采用与槽等宽的刀具直接切入、一次成形的方法加工,如图1-32所示。刀具切入到槽底后可利用延时指令使刀具短暂停留以修整槽底,退出过程中可采用工进速度。
2)对于宽度值不大、但深度值较大的深槽零件,为了避免切槽过程中由于排屑不畅使刀具前部压力过大出现扎刀和折断刀具的现象,应采用分次进刀的方式,刀具在切入工件一定深度后,停止进刀并回退一段距离,达到断屑和排屑的目的,如图1-33所示。同时应尽量选择强度较高的刀具。
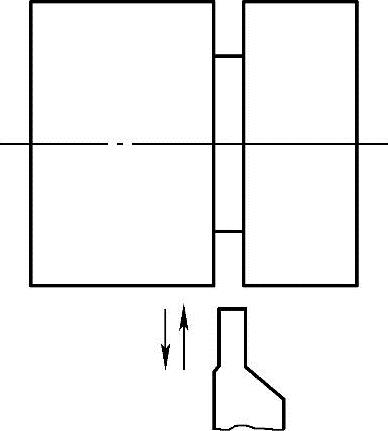
图1-32 简单槽类零件的加工方式
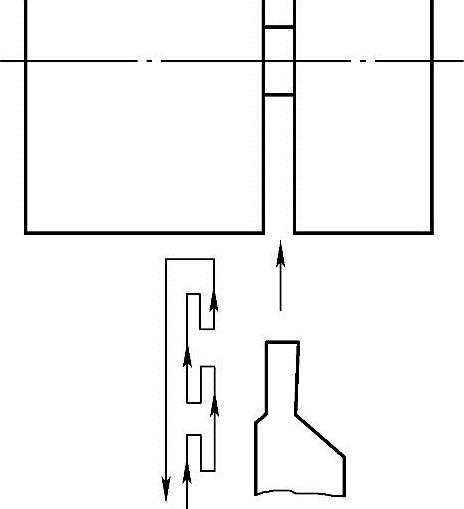
图1-33 深槽零件的加工方式
3)宽槽的切削。通常把大于一个外切槽刀宽度的槽称为宽槽,宽槽的宽度、深度等精度要求及表面质量要求相对较高。在切削宽槽时常采用排刀的方式进行粗切,然后用精切槽刀从槽的一侧切至槽底,精加工槽底至槽的另一侧,再沿侧面退出,切削方式如图1-34所示。
4)异形槽的加工。对于异形槽的加工,大多采用先切直槽然后修整轮廓的方法进行。
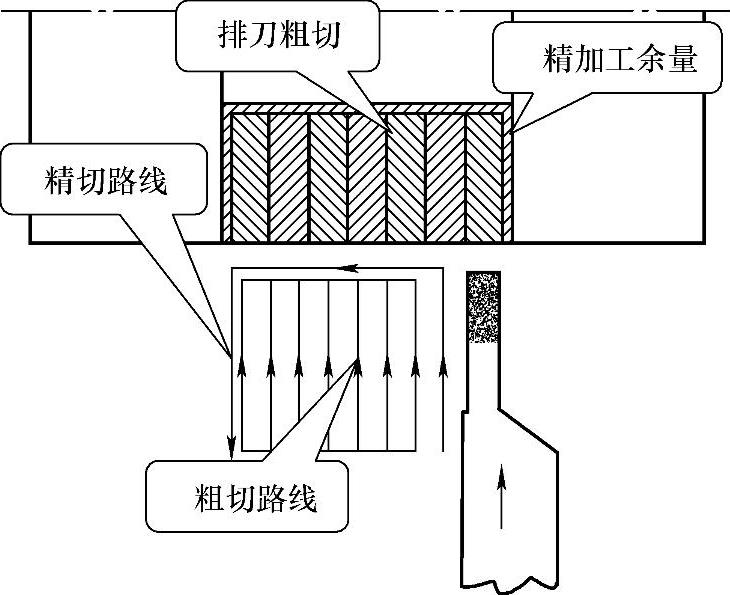
图1-34 宽槽的切削方式
三、切削用量与切削液的选择
选择切槽切削用量时,切削速度通常取外圆切削速度的60%~70%;进给量一般取0.05~0.3mm/r;背吃刀量受外切槽刀宽度的影响,调节范围较小。
切槽时,切削热量大,选择以冷却作用为主的水基切削液。
四、暂停指令G04
格式:G04 P_;
说明:P为暂停时间,单位为s。
G04在前一程序段的进给速度降到0之后才开始暂停动作。在执行含G04指令的程序段时,先执行暂停功能。G04为非模态指令,仅在其被规定的程序段中有效。G04可使刀具作短暂停留,以获得圆整而光滑的表面。该指令除用于切槽、钻镗孔外,还可用于拐角轨迹的控制。
五、外圆切槽循环指令G75
格式:
G75 R(e)_;
G75 X(U)_ Z(W)_ P(Δi)_ Q(Δk)_ R(Δd)_ F_;
意义:执行该指令时,系统根据程序段所确定的切削终点以及e、Δi、Δk和Δd的值来决定刀具的运行轨迹:从起点径向(X轴方向)进给、回退、再进给……直至切削到与切削终点X轴坐标相同的位置,然后轴向(Z轴方向)退刀、径向回退至与起点X轴坐标相同的位置,完成一次径向切削循环;轴向再次进刀后,进行下一次径向切削循环;切削到切削终点后,返回起点(G75的起点和终点相同),完成循环加工。G75的轴向进刀和径向进刀方向由切削终点X(U)、Z(W)与起点的相对位置决定,此指令用于加工径向环形槽或圆柱面,径向断续切削起到断屑和及时排屑的作用。
轨迹:指令运行轨迹如图1-35所示。
相关概念:
1)切削终点:X(U)_、Z(W)指定的位置,最后一次径向(X方向)进刀的终点,图1-35中表示为点Bf。
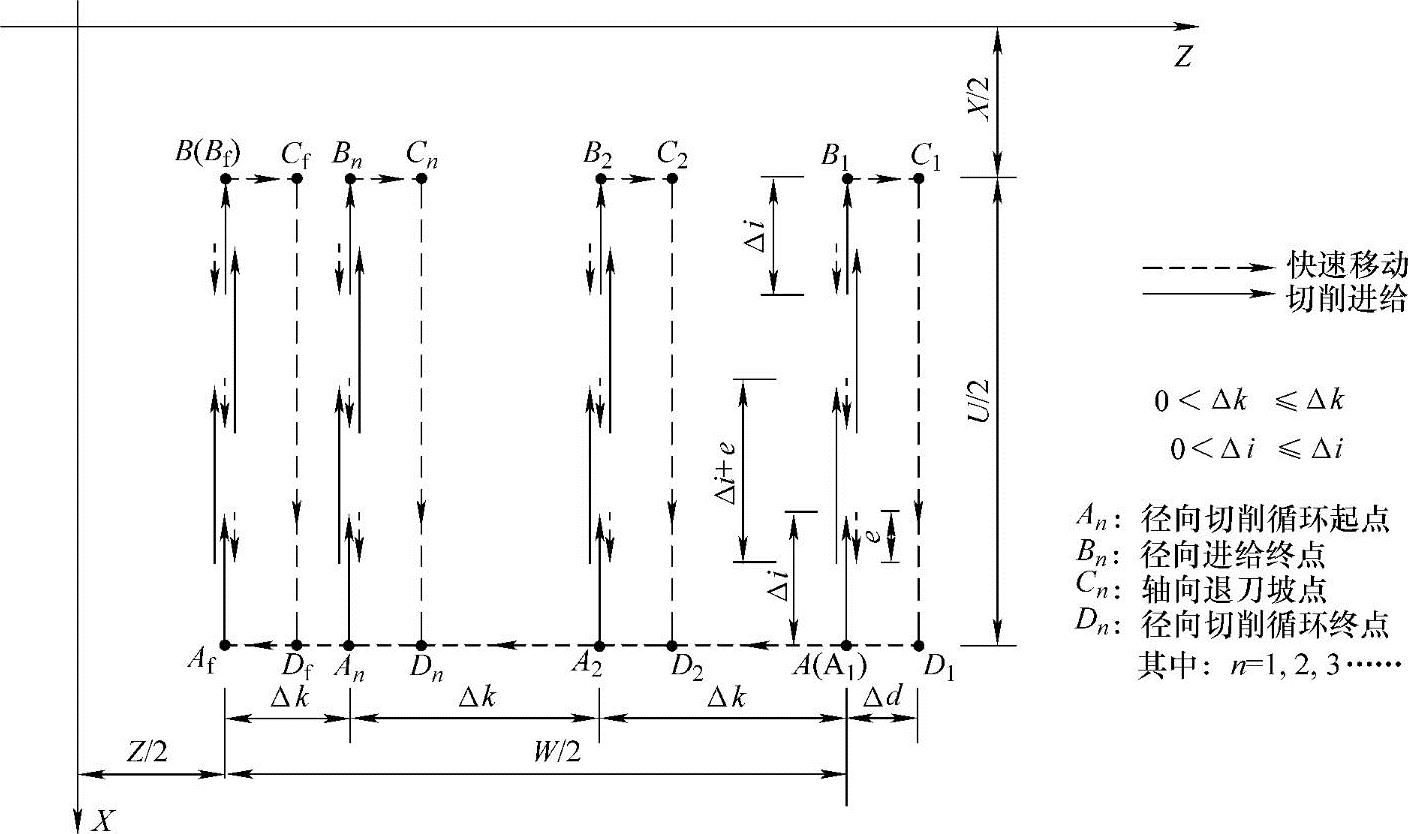
图1-35 G75指令运行轨迹
2)径向(X方向)切削循环起点:每次径向进刀,开始切削循环的位置,图1-35中表示为An(n=1,2,3……),An的X轴坐标与起点A相同,An与An-1的Z轴坐标的差值为Δk。第一次轴向切削循环起点A1与起点A为同一点,最后一次轴向切削循环起点(表示为Af)的Z轴坐标与切削终点相同。
3)径向(X方向)进刀终点:X轴方向上,每次切削循环中进刀的终点位置,图1-35中表示为Bn(n=1,2,3……),Bn的X轴坐标与切削终点相同,Bn的Z轴坐标与An相同,最后一次轴向进刀终点(表示为Bf)与切削终点为同一点。
4)轴向(Z方向)退刀终点:在完成每次到达径向进刀终点Bn(n=1,2,3……)后,刀具沿轴向退刀(退刀量为Δd)的终点位置,图1-35中表示为Cn(n=1,2,3……),Cn的X轴坐标与切削终点相同,Cn与An的Z轴坐标的差值为Δd。
5)径向(X方向)切削循环终点:从轴向退刀终点径向退刀的终点位置,图1-35中表示为Dn(n=1,2,3……),Dn的X轴坐标与起点相同,Dn的Z轴坐标与Cn相同。
指令地址:
R(e):每次沿径向(X方向)切削Δi后的退刀量,单位为mm,无符号;该值也可由参数(№.056)指定(该参数的单位为0.001mm);R(e)执行后,e值在下次指定前保持有效,并将参数(№.056)的值修改为e×1000(单位为0.001mm)。若默认输入,则系统以参数(№.056)的值为径向退刀量。(https://www.xing528.com)
X:切削终点X方向的绝对坐标值,半径指定,单位为mm。
U:X方向上,切削终点与起点的绝对坐标的差值,半径指定,单位为mm。
Z:切削终点X方向的绝对坐标值,单位为mm。
W:Z方向上,切削终点与起点的绝对坐标的差值,单位为mm。
P(Δi):X方向每次循环的切削量,单位为0.001mm,无符号,直径指定。
Q(Δk):Z方向每次切削的进刀量,单位为0.001mm,无符号。
R(Δd):切削到径向(X方向)切削终点时,沿Z方向的退刀量,单位为mm,直径指定。省略Z(W)和Q(Δk)时,则视为0。
F:切削进给速度。
指令说明:
1)e和Δd都用地址R指定,它们的区别根据有无指定P(Δi)和Q(Δk)来判断,即如果无P(Δi)和Q(Δk)指令字,则为e;否则为Δd。
2)循环动作是由含X(U)和P(Δi)的G75程序段进行的,如果仅执行“G75 R(e)_;”程序段,则循环动作不进行。
3)在执行G75指令的过程中,可使自动运行停止并手动移动,但要再次执行G75循环时,必须返回到手动移动前的位置。如果不返回就再次执行,后面的运行轨迹将错位。
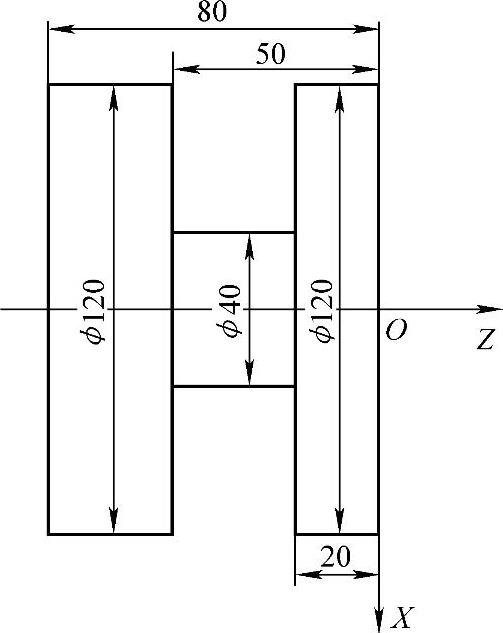
图1-36 G75指令切削实例图
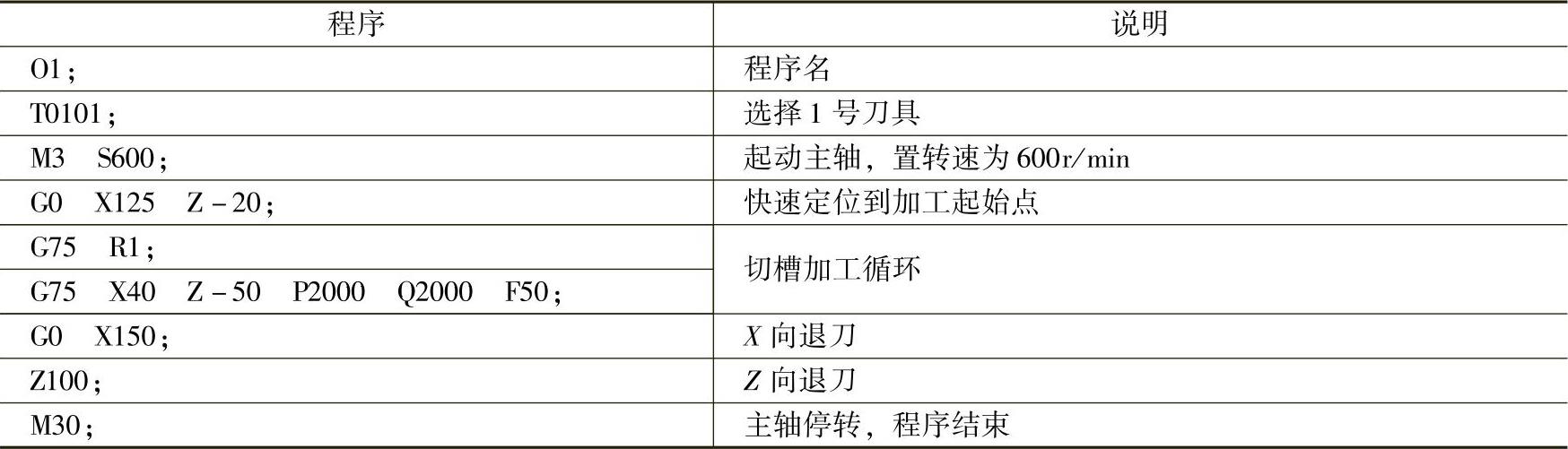
例5:用G75指令编写零件程序,零件尺寸如图1-36所示。参考程序见表1-22。
表1-22 参考程序
任务实施
一、程序编制
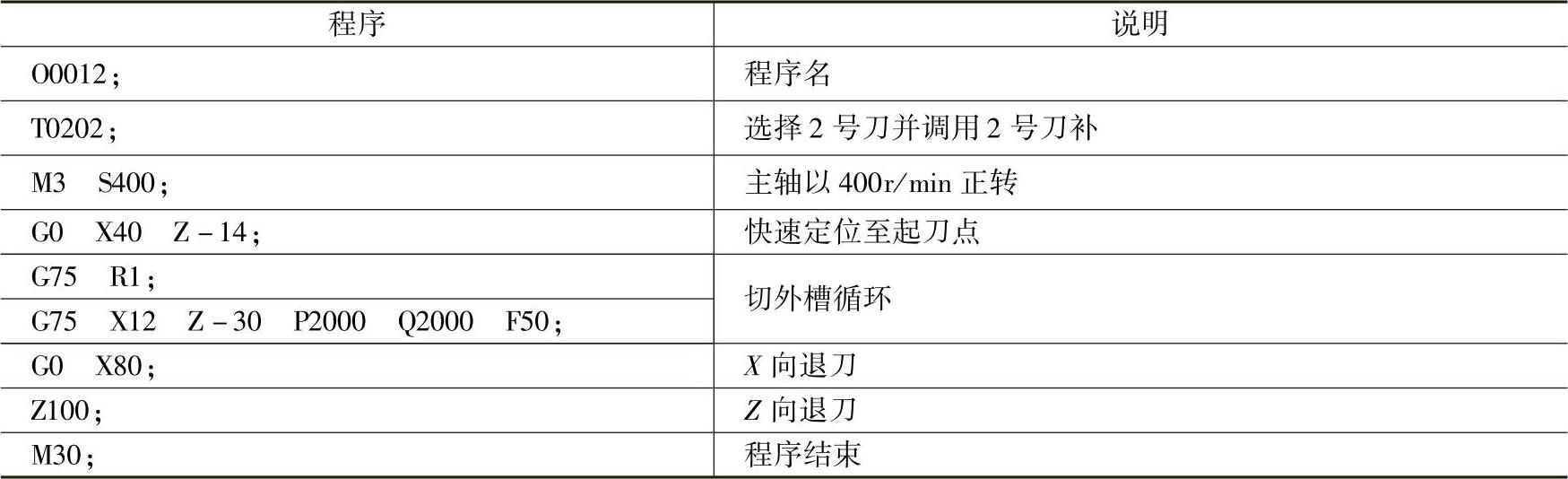
外沟槽加工程序见表1-23。
表1-23 外沟槽加工程序
二、零件加工
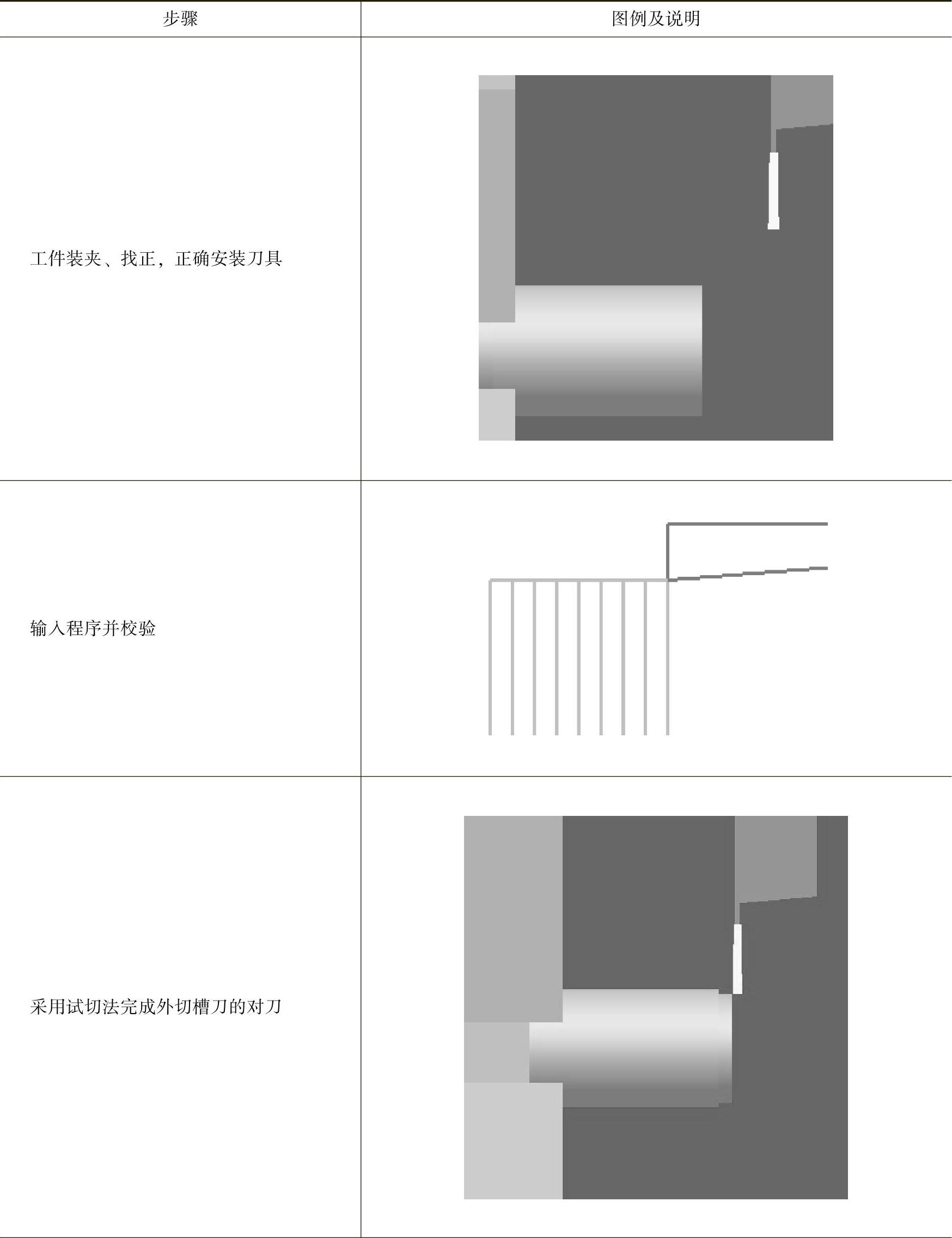
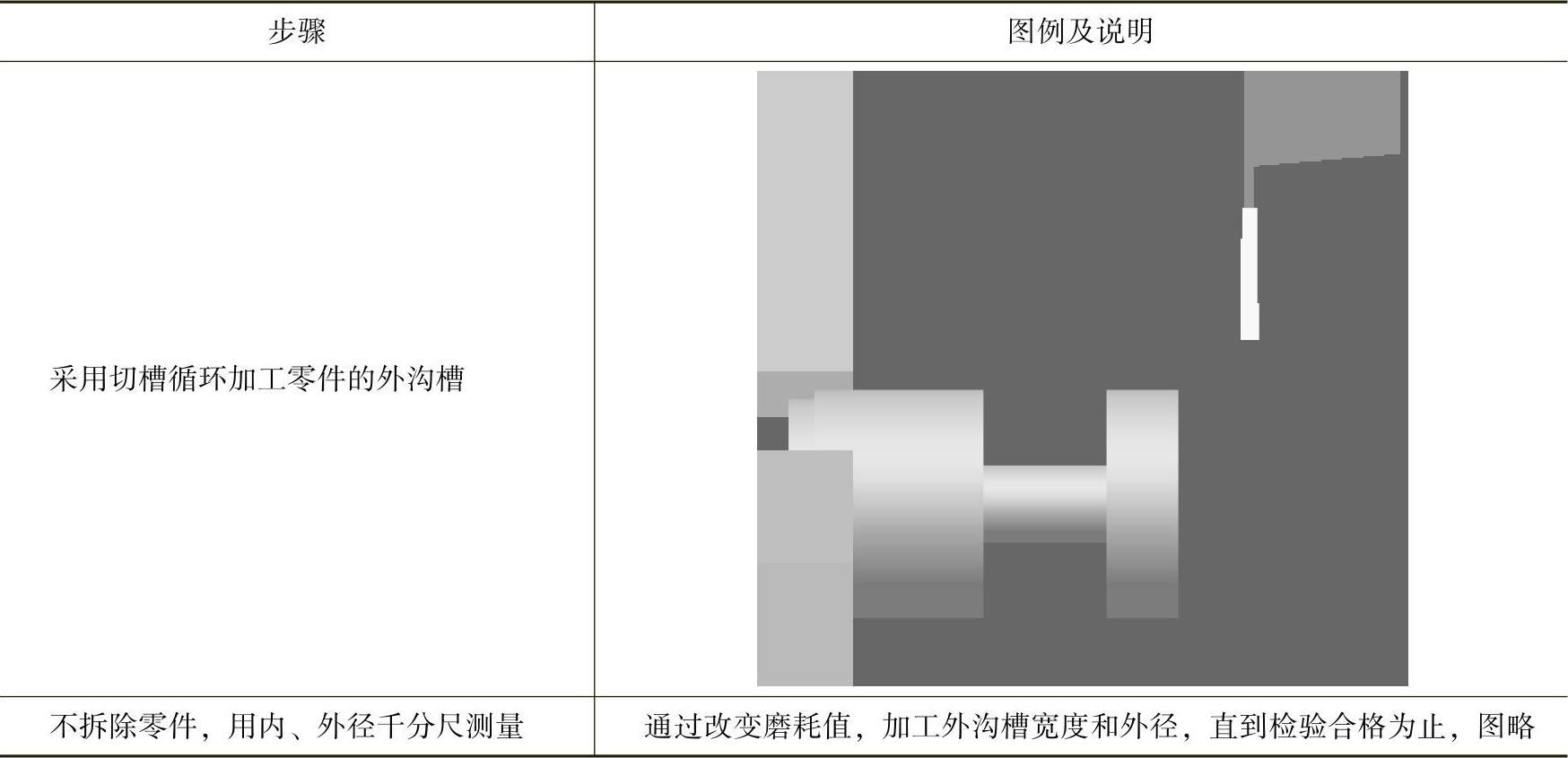
加工步骤见表1-24。
表1-24 加工步骤
(续)
三、外切槽刀的对刀方法
外切槽刀的对刀方法与外圆车刀对刀方法基本一样,在进行X向对刀时,可以轻轻地蹭外圆车刀已加工好的工件外圆(图1-37),然后在“刀补”界面输入外圆直径值。进行Z向对刀时,可以轻轻地蹭外圆车刀已加工好的端面(图1-38),然后在“刀补”界面输入“Z0”。
图1-37 外切槽刀X向对刀示意图
图1-38 外切槽刀Z向对刀示意图
要点:换刀前,刀具必须移动到安全位置进行换刀,以防止超程或撞击现象的发生。进给倍率要选择得合理,一般车削时的倍率为0.01,远离工件时的倍率取0.1,手摇必须均匀、平稳。
工厂提示
1)尽量使刀头宽度和槽宽一致。若切宽槽(槽宽度尺寸大,切槽刀刀头宽度小),一次完成不了,在Z向移动切刀时,移动距离应小于刀头宽度,并注意计算刀宽与槽宽的关系。
2)刀具从槽底退出时一定要先沿X轴完全退出后,再进行Z向移动,否则将发生碰撞。
3)因切槽刀有两个刀尖,故必须在刀具说明中注明Z向基准为左刀尖还是右刀尖,以免编程时发生Z向尺寸错误。
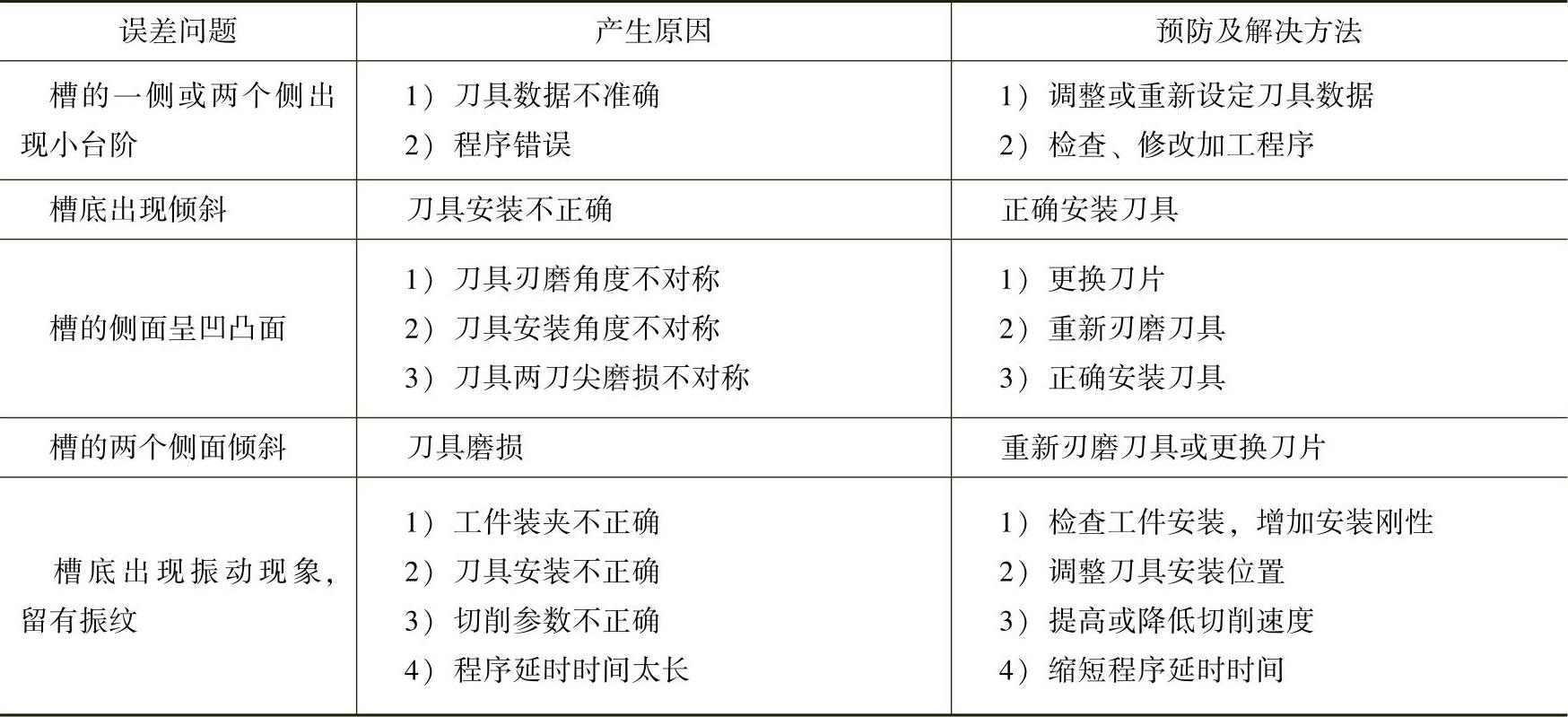
四、槽加工误差问题分析
在用数控车床进行切槽加工的过程中,会遇到各种各样的加工误差问题,下面对槽加工中较常出现的误差问题及其产生原因、预防及解决方法进行分析,见表1-25。
表1-25 槽加工误差问题分析
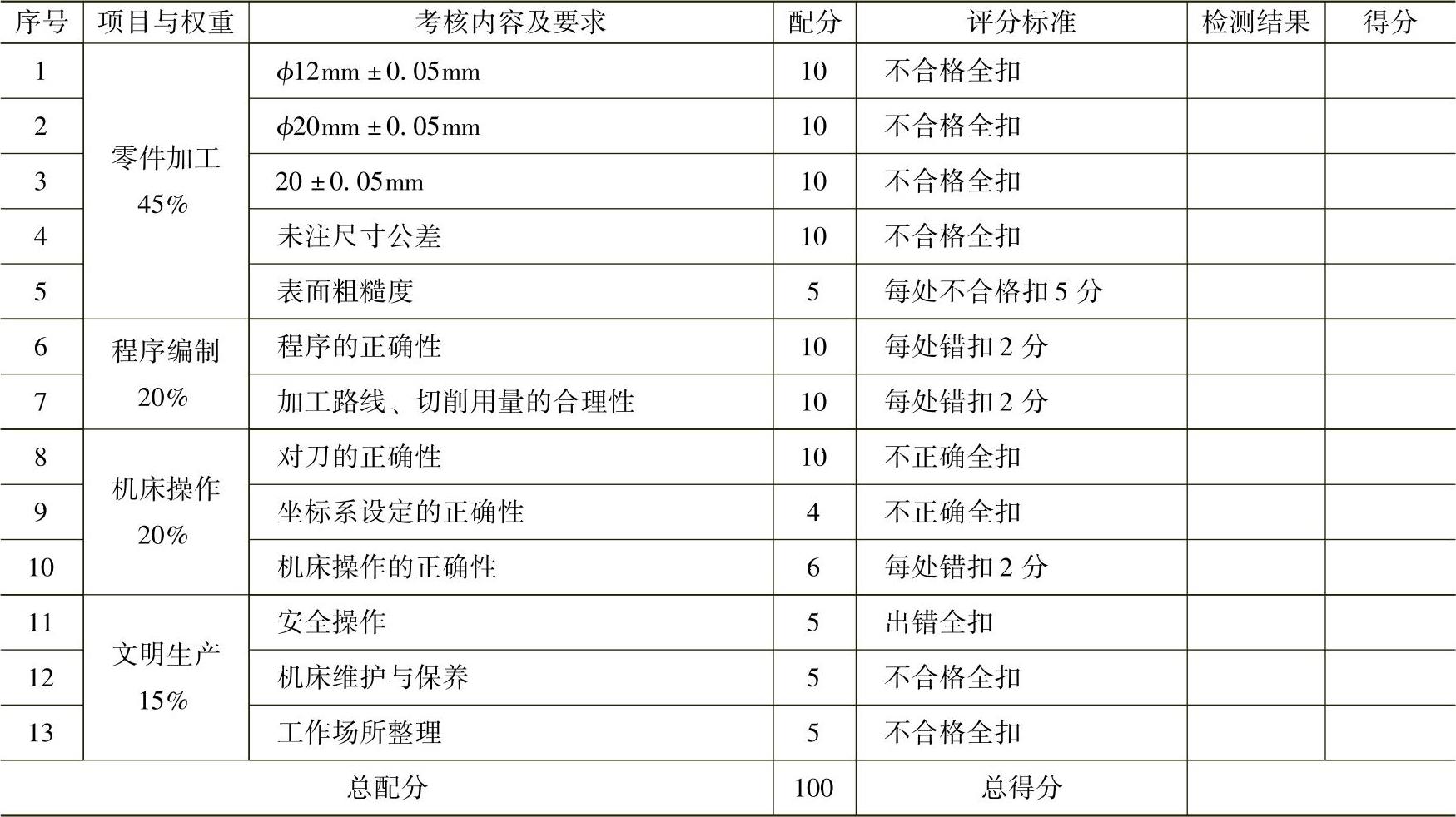
任务评价
填写任务评价表(表1-26)。
表1-26 任务评价表
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。