



用银钎料钎焊铁素体不锈钢,特别是10Cr17钢时,很容易引起界面腐蚀。这种腐蚀是由于钎料与母材电极电位的不同,在腐蚀介质(如潮湿空气、水等)的作用下所形成的电化学腐蚀,导致钎焊接头的破坏。为了防止这种现象的发生应采用含镍的钎料,如BAg50ZnCdCuNi[w(Ni)=3%]和美国的BAg-22(63Ag-28.5Cu-6Sn-2.5Ni)钎料钎焊。由于镍的作用,在钎缝与母材之间形成了明显的过渡层,电极电位的过渡比较平缓,接头的耐腐蚀性明显提高。
用银钎料钎焊马氏体不锈钢时,必须考虑母材的热处理制度。对于淬火回火状态的马氏体不锈钢,如12Cr13、20Cr13等,钎焊温度应低于700℃,以免母材因加热温度过高而使母材发生软化。这时应选择BAg40CuZnCdNi、BAg45CdZnCu、BAg50CdZnCu、BAg56CuZnSn等钎料钎焊。
用银钎料钎焊奥氏体不锈钢时,除了不含稳定剂的1Cr18Ni9不锈钢,因钎焊温度正处于它的敏化温度区域容易造成耐晶间腐蚀性下降外,对母材性能不产生不利的影响,因此选择余地较大。用银钎料在保护气氛中钎焊奥氏体不锈钢时应选用自钎剂钎料BAg72CuNiLi(见表6-6),钎料中的锂能保证钎料对不锈钢的润湿。在真空或保护气氛中钎焊不锈钢时,应选用BAg56CuNi和BAg60CuSn等不含易挥发元素的钎料,同时为了保证钎料的润湿,母材表面应预先镀铜或镀镍。
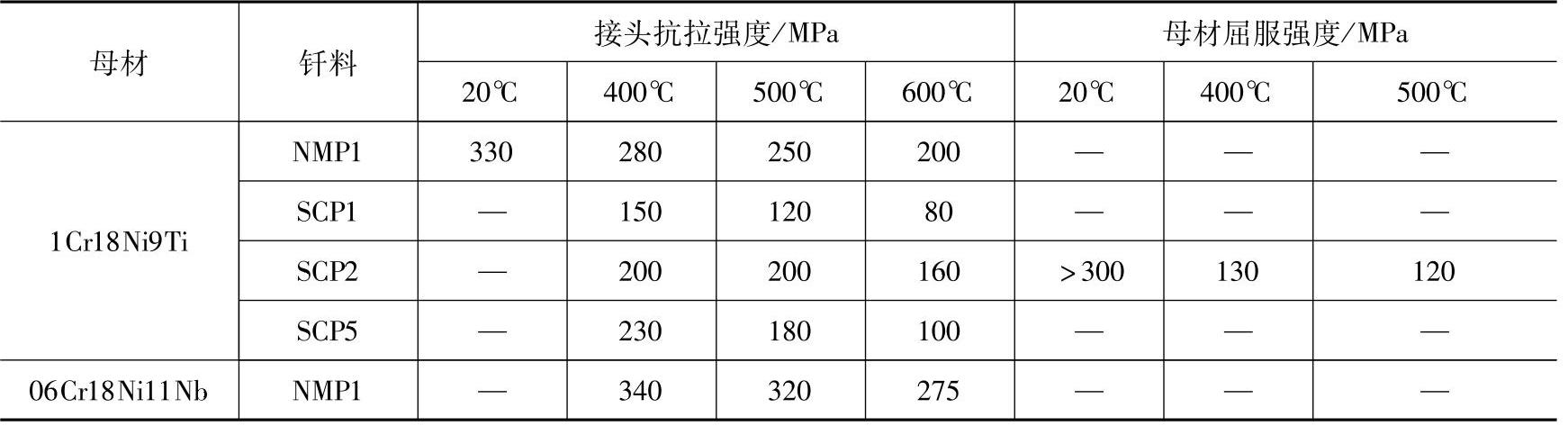
用银钎料钎焊的1Cr18Ni9Ti不锈钢的接头强度见表6-22。
表6-22 银钎料钎焊的1Cr18Ni9Ti不锈钢接头强度Table 6-22 Tensile strength of 1Cr18Ni9Ti stainless steel joints brazed with silver filler metals
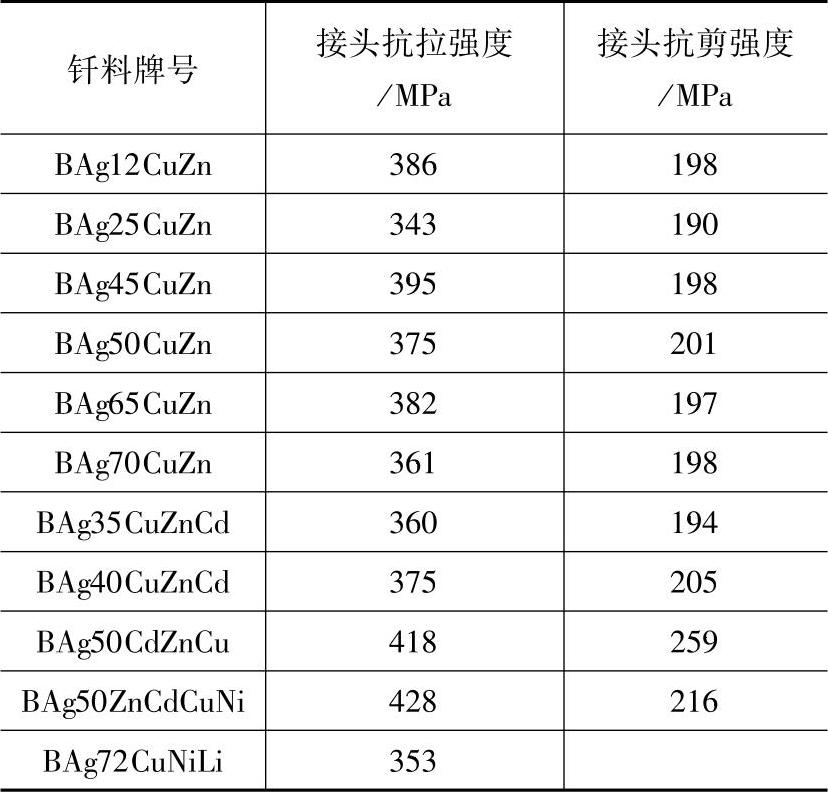
银铜钯钎料具有良好的润湿性。用SCP系列钎料在保护气氛或真空中钎焊不锈钢时,即使钎焊温度较低,不锈钢表面也不需预镀铜或镍,钎料就能很好地润湿。用银铜钯和镍锰钯钎料钎焊的奥氏体不锈钢接头的强度见表6-23[15]。
表6-23 含钯钎料钎焊的奥氏体不锈钢接头的抗拉强度Table 6-23 Tensile strength of austenite stainless steel joints brazed with palladium-bearing filler metals
用SCP系列钎料钎焊的18-8型奥氏体不锈钢接头在400°C时的应力-破坏性能如图6-22所示。400℃时的应力-破坏性能以SCP6钎料最好,SCP4钎料次之,SCP1钎料最差。用银钯锰SPM系列钎料和镍锰钯NMP1钎料钎焊的18-8型奥氏体不锈钢接头的持久强度见表6-24和表6-25[15]。
纯铜钎料主要用于气体保护下钎焊1Cr18Ni9Ti不锈钢。真空钎焊时为了减少铜的挥发,于钎焊保温时间内充以部分氩气。保护气氛炉中钎焊或真空钎焊的钎焊温度为1120℃。保护气氛炉中钎焊时采用氢或分解氨作保护气体,气体露点应低于-40℃,以保证铜钎料的润湿。由于铜具有很好的流动性,接头间隙应控制在0~0.05mm范围内。铜钎料的高温抗氧化性差,不允许在400℃以上的温度下工作。
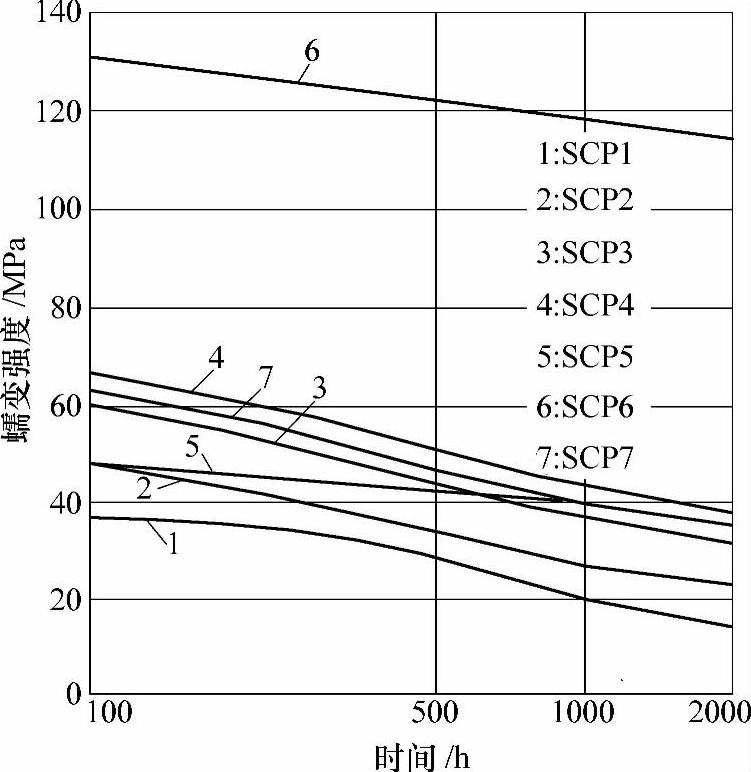
图6-22 SCP系列钎料钎焊的18-8型奥氏体不锈钢接头在400℃时的应力-破坏性能 Fig.6-22 Stress-rupture properties of 18-8 type austenite stainless steel joints brazed with SCP series filler metals at 400℃
表6-24 SPM系列钎料钎焊的18-8型奥氏体不锈钢接头的持久强度Table 6-24 Endurance strength of 18-8 type austenite stainless steel joints brazed with SPM series filler metals
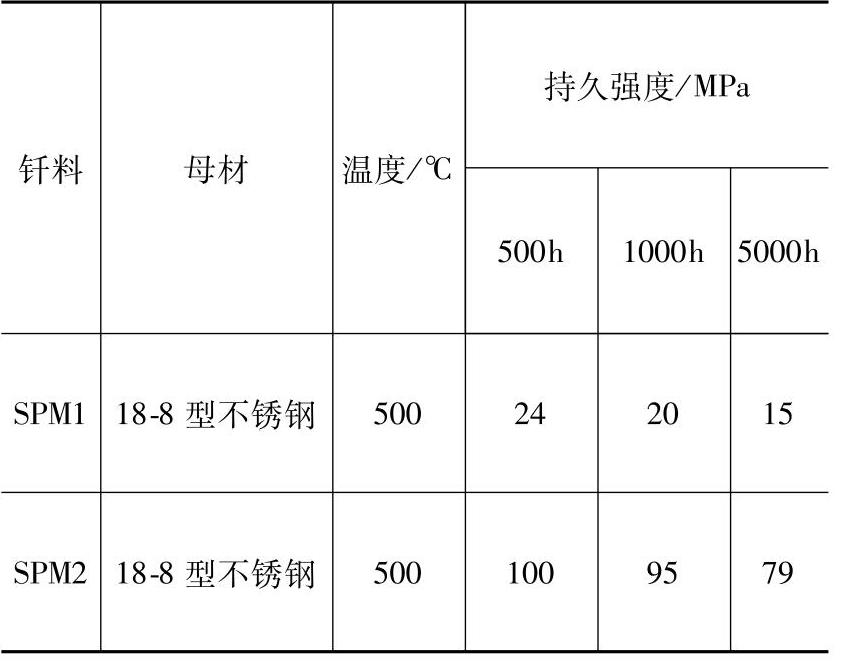
表6-25 用SPM2和NMP钎料钎焊的18-8型奥氏体不锈钢接头的持久强度Table 6-25 Endurance strength of 18-8 type austenite stainless steel joints brazed with SPM2 and NMP1 filler metals

用黄铜钎料钎焊不锈钢时母材有发生自裂的倾向,建议不用。
自裂现象经常在焊件受到冷作硬化,以及焊件被刚性固定或者不均匀加热的场合下发生,因此钎焊过程中的自裂是在应力作用下,在被液态钎料润湿过的地方发生的。
液态钎料与金属接触时都有使金属强度和塑性下降的倾向。例如,液态黄铜H62可使20钢强度下降19%;使45号钢的强度下降25%;30CrMnSiA钢的强度下降25%;1Cr18Ni9Ti钢的强度下降35%。又如,BAg25CuZn和BAg45CuZn银钎料与1Cr18Ni9Ti不锈钢接触时,使其强度下降11%;另外,将直径10mm、壁厚1mm的1Cr18Ni9Ti不锈钢管加热到900℃时,不镀钎料层的管子在弯曲到90°后才出现裂缝,而镀黄铜钎料的管子只弯曲到7°就出现裂缝;镀银铜锌镉钎料的管子弯曲角也仅达到26°。
从以上试验结果得知:与H62黄铜钎料接触时,1Cr18Ni9Ti不锈钢的强度和延性下降幅度最大。在这种情况下,如果有较大的拉应力作用,当应力值超过它的强度极限时,就会产生自裂。由于晶界的强度低,所以裂缝都是沿着晶界分布的。液态黄铜就沿着开裂的晶界渗入。
产生拉应力的原因有:
1)外力的作用。
2)焊件刚性大或被刚性夹持,加热和冷却时不能自由膨胀或收缩,造成相当大的内应力。
3)由局部加热引起的内应力。火焰钎焊和感应钎焊时只有接头被加热,而加热部分的膨胀和收缩受到限制,形成了内应力。这种内应力足以使母材发生破坏。例如,用氧乙炔火焰以黄铜钎料进行钎焊,当加热到950℃时,钢的瞬时破坏应力只有1~46MPa;在同样条件下感应钎焊时,钢的瞬时破坏应力为4~50MPa。由于局部加热而形成的热应力足以超过这些数值,导致母材自裂。
4)焊件内部存在的应力。如经受冷加工而冷作硬化的焊件;焊件受到锤击、冷弯和划痕的地方;淬火件等,这时均存在内应力,在钎焊的高速加热情况下,这些内应力来不及消除,促使母材在钎焊时发生自裂。
为了消除自裂,从减小内应力出发可以采取以下措施:
1)采用退火材料代替淬火材料。
2)有冷作硬化的焊件预先进行退火。
3)减少接头的刚性,使接头在加热时尽量能自由膨胀和收缩。
4)降低加热速度,尽量减少产生热应力的可能性;或采用均匀加热的钎焊方法,如炉中钎焊等。这不但可减小热应力,而且冷作硬化造成的内应力也可以在加热过程中消除。
5)在满足钎焊接头性能要求的前提下尽量选用熔化温度低的钎料,如用银钎料代替黄铜钎料。由于钎焊温度低,造成的热应力较小;并且银钎料对不锈钢的强度和延性降低的影响比黄铜钎料小。
在前面的章节中已经不止一次的提到,对于有自裂倾向的材料在钎焊前必须先消除本身存在的内应力,钎焊时也应采用造成热应力小的加热方法,其原因就在于此。
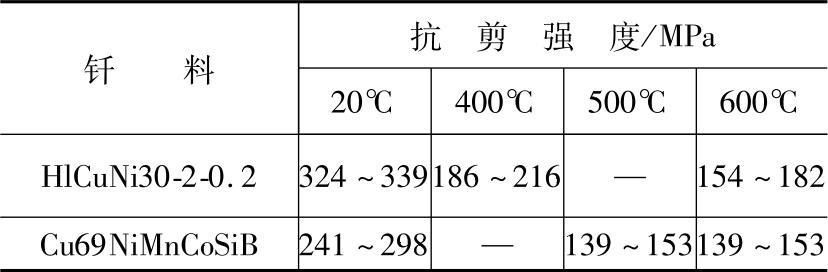
当银钎料不能满足高温性能要求时,可用高温铜钎料钎焊。用HlCuNi30-2-0.2和Cu69NiMnCoSiB钎料钎焊的1Cr18Ni9Ti不锈钢搭接接头的抗剪强度见表6-26。用HlCuNi30-2-0.2钎料钎焊时温度高,将使不锈钢晶粒明显长大,如晶粒度由钎焊前的7~8级变成钎焊后的3~4级。Cu69NiMnCoSiB钎料的钎焊温度比HlCuNi30-2-0.2钎料低得多,不会发生不锈钢晶粒长大现象。同时,Cu69NiMnCoSiB钎料向母材的晶间渗入深度小,最大为0.03mm;而HlCuNi30-2-0.2钎料的晶间渗入深度大,因此接头的疲劳强度高。高温铜钎料可用火焰,感应加热等方法钎焊。
表6-26 高温铜钎料钎焊的1Cr18Ni9Ti不锈钢接头的抗剪强度Table 6-26 Shear strength at evaluated temperature of 1Cr18Ni9Ti stainless steel joints brazed with copper base filler metals
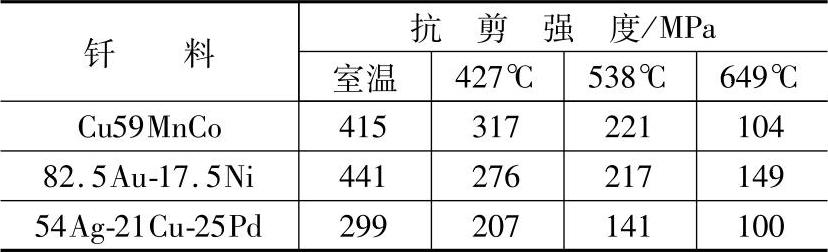
钎焊马氏体不锈钢时可采用Cu59MnCo、82.5Au-17.5Ni和SCP4(54Ag-21Cu-25Pd)等钎料,因为这些钎料的钎焊温度约为1000℃,正好与大多数马氏体不锈钢的淬火温度相匹配。用这些钎料钎焊的12Cr13不锈钢接头的抗剪强度见表6-27。该表表明,在538℃温度下,用Cu59MnCo钎料钎焊的12Cr13不锈钢接头的强度与用82.5Au-17.5Ni钎料钎焊的相仿,比用54Ag-21Cu-25Pd钎料钎焊的高。由钎焊接头在静止空气中的抗氧化性试验结果表明,Cu59MnCo钎料的工作温度可达538℃;82.5Au-17.5Ni钎料可以工作到高于649℃,而54Ag-21Cu-25Pd钎料的最高工作温度必须限制在427℃。疲劳试验结果表明,Cu59MnCo、82.5Au-17.5Ni和54Ag-21Cu-25Pd钎料的疲劳强度(10周的耐久)分别为172MPa、206MPa、172MPa,因此Cu59MnCo钎料的性能是比较好的,并且它不含贵金属,经济性要好得多。Cu59MnCo钎料主要用于气体保护炉中钎焊。因锰含量高,在1000℃钎焊温度下要求保护气体的露点低于-52℃。钎料对母材的熔蚀小,可用来钎焊薄件。
表6-27 12Cr13不锈钢钎焊接头的抗剪强度Table 6-27 Shear strength of 12Cr13 stainless steel brazed joints
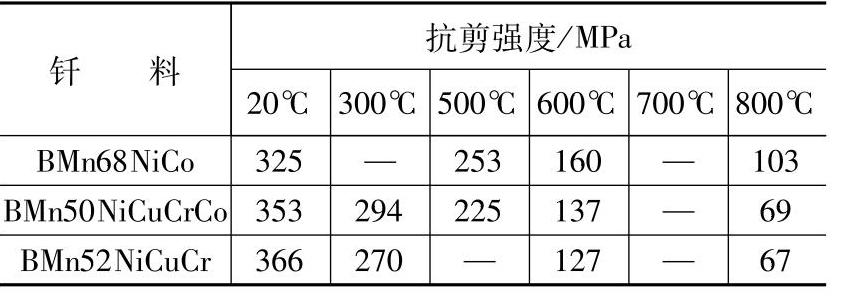
锰基钎料目前主要用来钎焊1Cr18Ni9Ti奥氏体不锈钢,其接头的抗剪强度见表6-28。BMn70NiCr钎料用于不锈钢波纹板夹层结构的低真空钎焊,其他钎料尚可用于气体保护钎焊。根据抗氧化性试验,锰基钎料钎焊的工件可在500℃下长期工作。
表6-28 锰基钎料钎焊的1Cr18Ni9Ti不锈钢接头的抗剪强度Table 6-28 Shear strength of 1Cr18Ni9Ti stainless steel joints brazed with manganese base filler metals
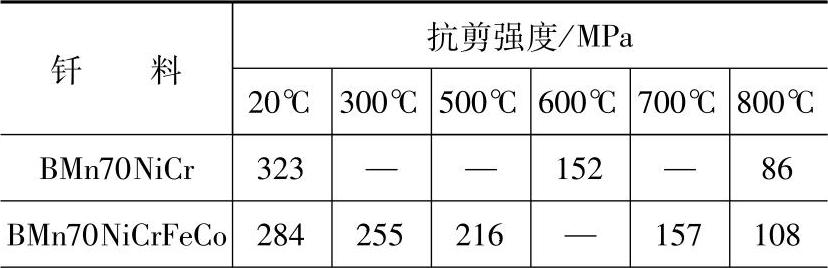
(续)
BMn65NiCoFeB钎料除用于钎焊毛细管外,还可代替HlCuNi30-2-0.2钎料钎焊不锈钢导管。表6-29列出了这两种钎料钎焊的1Cr18Ni9Ti不锈钢接头的性能。这两种钎料钎焊的1Cr18Ni9Ti不锈钢接头的力学性能相当,但BMn65NiCoFeB钎料的钎焊温度低(1060~1080℃),不锈钢无晶粒长大现象,并且钎料向母材的晶间渗入小,接头的疲劳性能应高出后者。
镍基钎料是钎焊不锈钢时广泛使用的一类钎料,它具有最好的高温性能,价格也不是太高。但镍基钎料钎焊不锈钢时重要特征之一是钎焊接头性能对接头间隙值极为敏感。
表6-29 BMn65NiCoFeB和HlCuNi30-2-0.2钎料钎焊的1Cr18Ni9Ti不锈钢接头的性能Table 6-29 Properties of 1Cr18Ni9Ti stainless steel joints brazed with BMn65NiCoFeB and HlCuNi30-2-0.2 filler metals
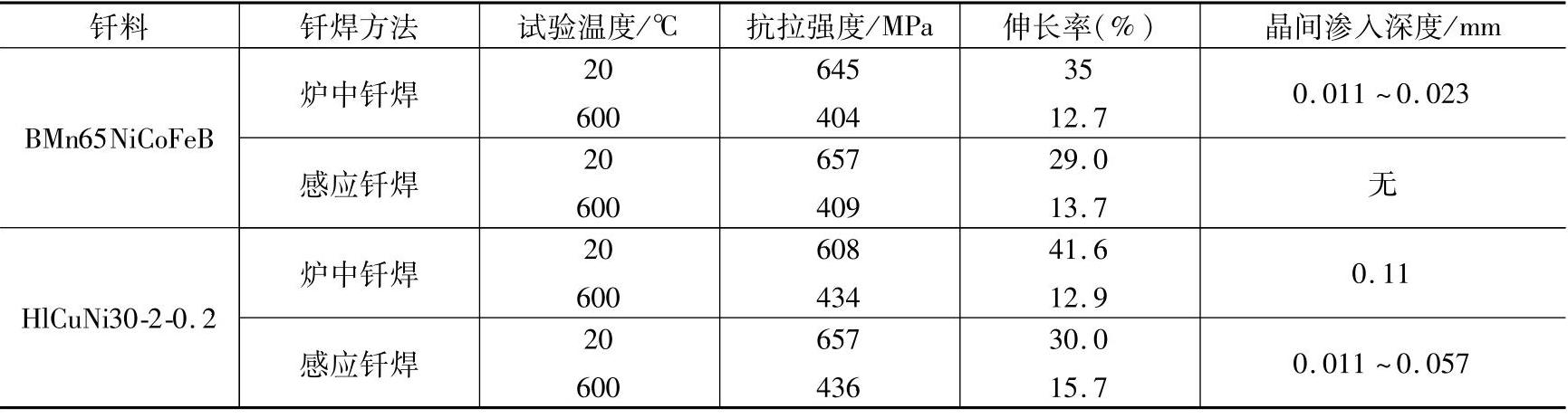
图6-23和图6-24分别所示为以镍基钎料BNi73CrFeSiB(C)(BNi-1)、BNi82CrSiBFe(BNi-2)和BNi71CrSi(BNi-5)钎焊06Cr18Ni11Nb和06Cr13不锈钢时,间隙大小对接头性能的影响。为比较起见,图中同时列出了用82.5Au-17.5Ni钎料钎焊的接头性能[17]68。当接头间隙极小时,这三种镍基钎料钎焊的接头的抗拉强度基本相同,并与母材等强度;接头的伸长率也很好,稍低于母材的伸长率。当间隙增大到0.05mm时,接头的强度和延性急剧下降;间隙达0.1mm时,不但接头的抗拉强度降得很低,其伸长率已趋近于零。
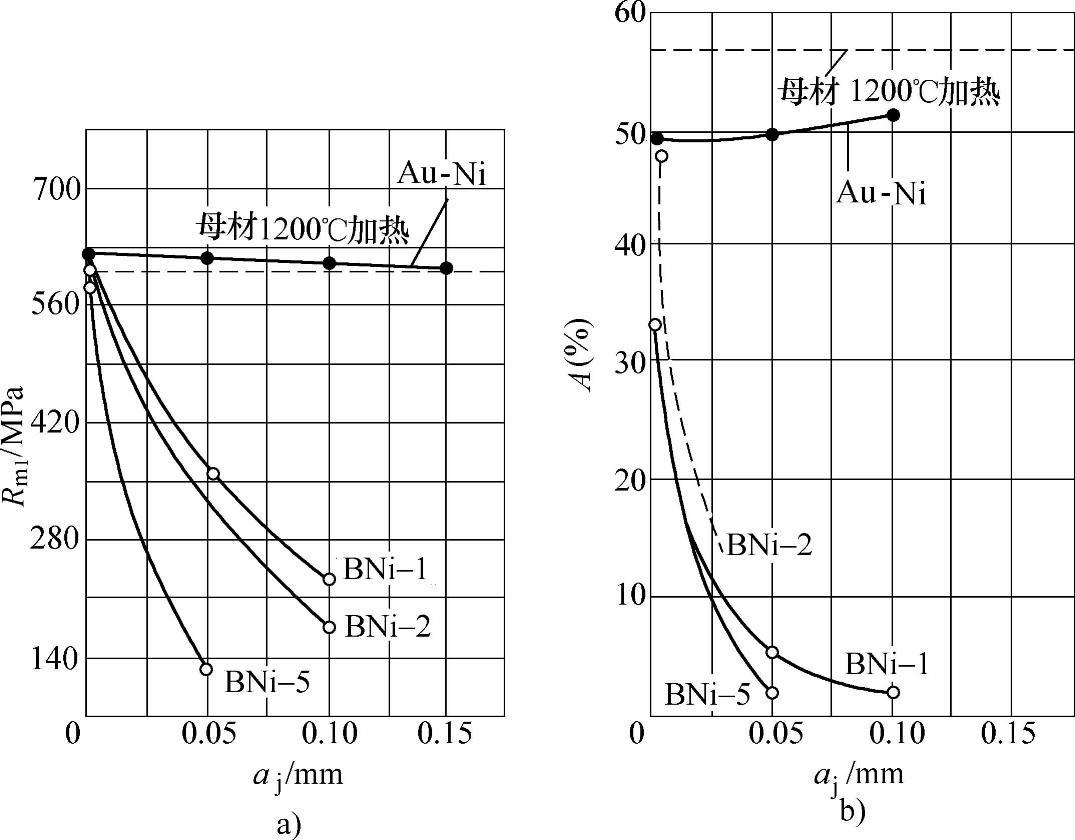
图6-23 以镍基钎料钎焊的06Cr18Ni11Nb不锈钢的接头间隙与强度a)和伸长率b)的关系 Fig.6-23 Relationship between clearance width and strength a)as well as elongation b)of 06Cr18Ni11Nb stainless steel joints brazed with various nickel base filler metals(https://www.xing528.com)
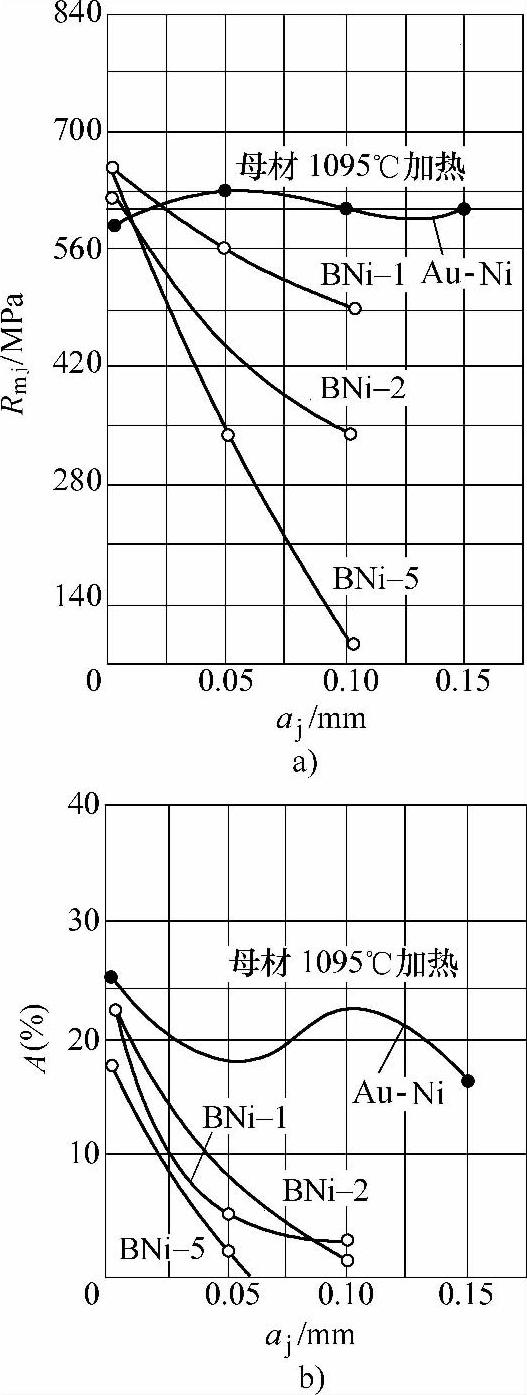
图6-24 以镍基钎料钎焊的06Cr13不锈钢的接头间隙与强度a)和伸长率b)的关系Fig.6-24 Relationship between clearance width and strength a)as well as elongation b)of 06Cr13 stainless steel joints brazed with various nickel filler base metals
镍基钎料钎焊的不锈钢接头的力学性能所以随间隙值而变化是与它的组织密切相关的。图6-25所示为用BNi82CrSiBFe钎料于1050℃温度保温10min情况下钎焊的1Cr18Ni9Ti不锈钢的组织[7]73。该图表明,随着钎焊间隙的不同,钎缝组织发生相当大的变化。用BNi82CrSiBFe钎料于1050°温度下钎焊的100μm间隙的钎缝由以下几个相组成(见图6-25a);①靠近母材的镍固溶体相,其中溶解有一部分铁;②钎缝中间的硼化镍相(白色);③斑纹状的硅化镍和硼化镍相;④玫瑰花状的硼化铬相。这些化合物相聚集在钎缝中央,形成连续的脆性相层。同时可看到钎料中的硼向母材扩散的情况。由于硼在不锈钢中的溶解度极小,扩散到靠近钎缝的母材处的硼在冷却时析出硼化物(见图6-26)。在离钎缝比较远的地方,主要是发生硼的晶间扩散。50μm间隙的钎缝组织与100μm的相似,只是钎缝中央的脆性化合物相减少(见图6-25b)。20μm间隙的钎缝组织中的化合物相已完全消除,它全部由镍铬固溶体组成(见图6-25c)。

图6-25 用BNi82CrSiBFe钎料钎焊的1Cr18Ni9Ti不锈钢接头的组织 a)间隙100μm b)间隙50μm c)间隙20μm Fig.6-25 Structure of 1Cr18Ni9Ti stainless steel joint brazed with BNi82CrSiBFe filler metal
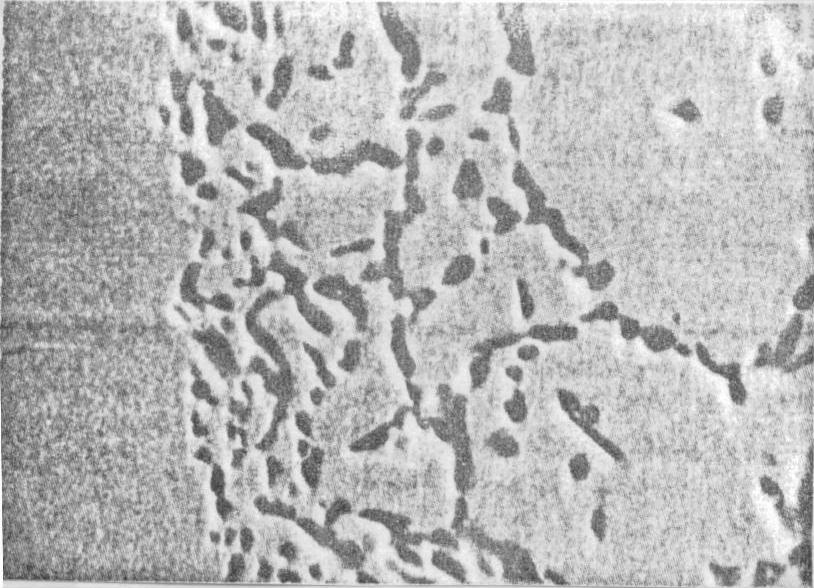
图6-26 钎料中的硼向不锈钢母材扩散的情况 Fig.6-26 Diffusion of boron in filler metal into stainless steel base metal
用BNi74CrFeSiB钎料于1120℃保温10min情况下钎焊的1Cr18Ni9Ti不锈钢接头的组织(见图6-27)与用BNi82CrSiBFe钎料钎焊的相似,100μm间隙的钎缝中央仍保留连续的化合物相,但50μm间隙的钎缝中的化合物相已消失,完全由镍固溶体组成[7]74。
用BNi71CrSi钎料钎焊的1Cr18Ni9Ti不锈钢接头的组织如图6-28所示[7]79。100μm间隙的纤缝组织由靠近母材的镍固溶体、钎缝中央的固溶体相、共晶相和镍硅化合物相组成。50μm间隙的钎缝组织同100μm间隙的相似,只是钎缝中央的共晶相和硅化物数量减少。20μm间隙的钎缝中的化合物相已全部消失,钎缝全部由镍固溶体组成。未发现钎料元素向母材明显扩散的现象。由于100μm和50μm钎缝中的化合物相很脆,在钎缝中央常常形成裂纹。
用BNi76CrP钎料钎焊的1Cr18Ni9Ti不锈钢接头的组织如图6-29所示[7]74。100μm间隙的钎缝组织中含有大量的Ni-P和Ni-Cr-P化合物相,靠近母材的镍固溶体层也很薄。50μm间隙的钎缝组织和100μm间隙的相似,无本质上的差别。20μm间隙的钎缝中仍有一定量的磷化物相存在。由于磷不溶于镍和铁,没有发现磷向母材扩散的现象,在母材近缝区中也没有磷化物析出相。
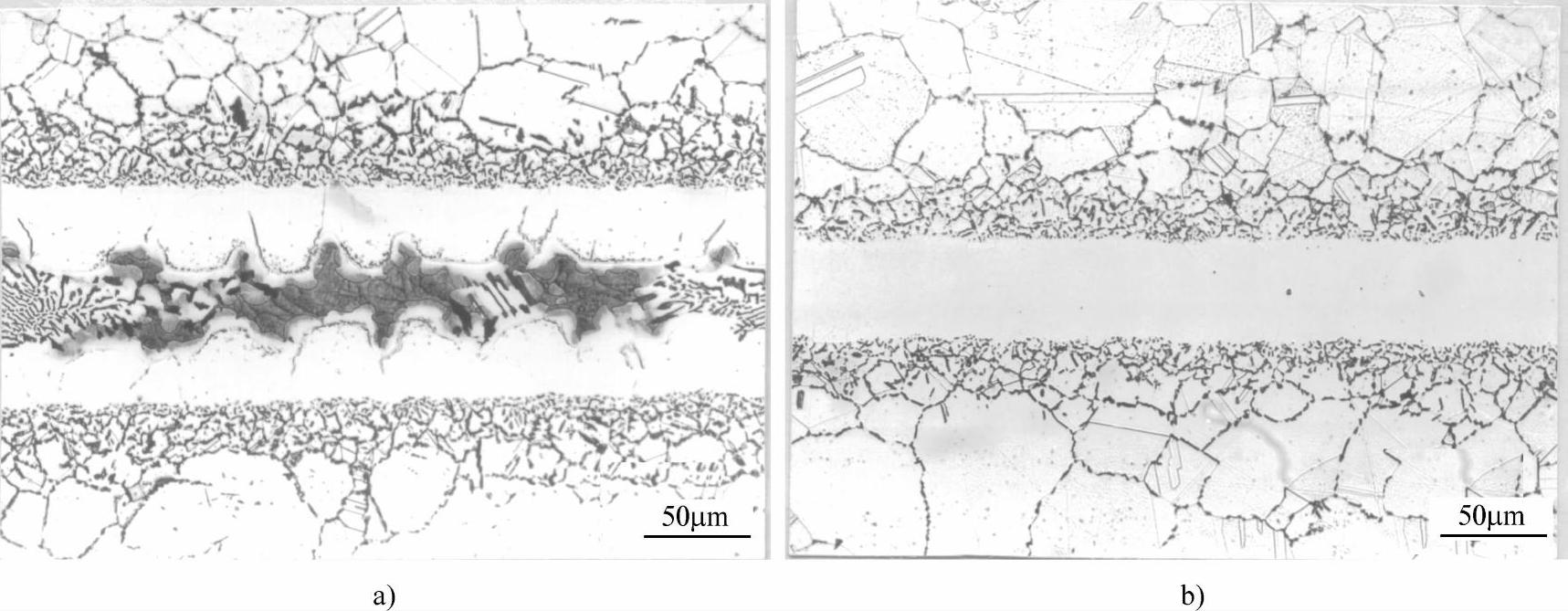
图6-27 用BNi74CrFeSiB钎料钎焊的1Cr18Ni9Ti不锈钢接头的组织,1120℃×10min a)间隙100μm b)间隙50μm Fig.6-27 Structure of 1Cr18Ni9Ti stainless steel joint brazed with BNi74CrFeSiB filler metal,1120℃×10min
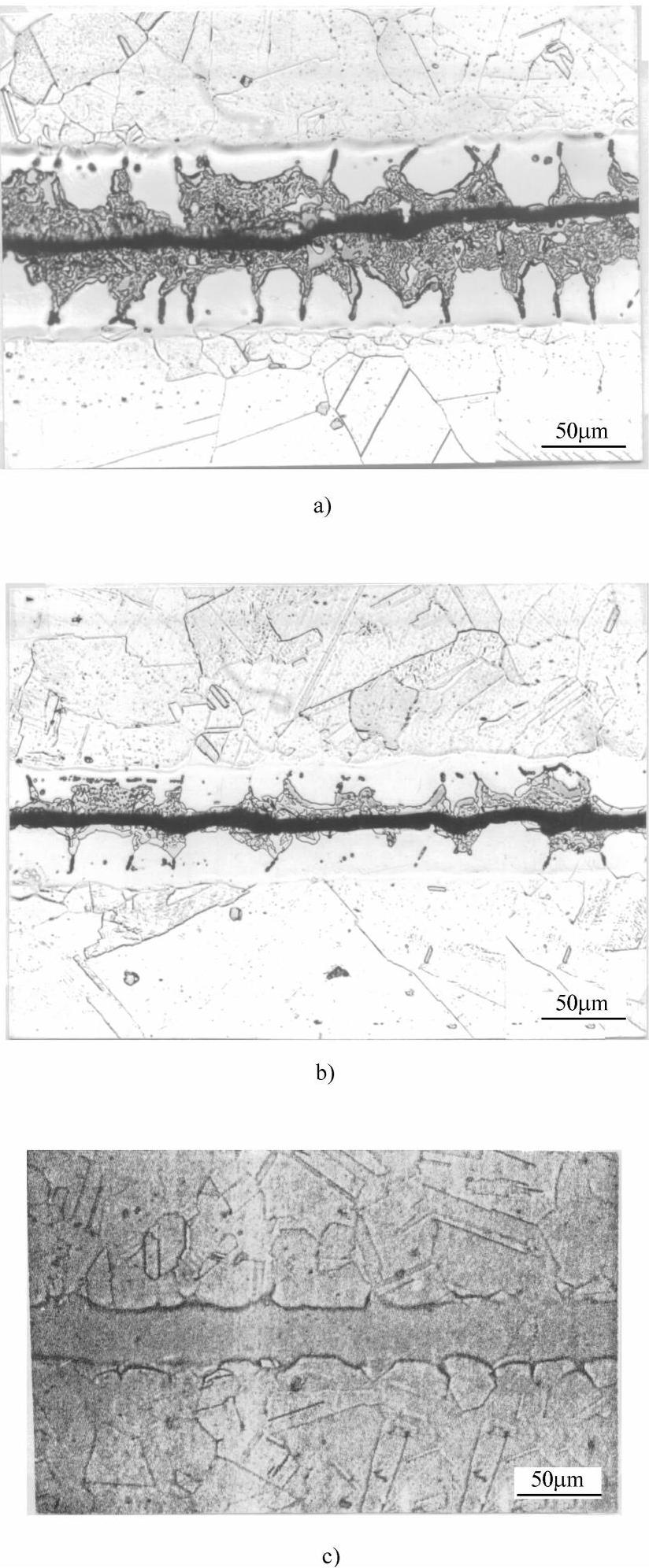
图6-28 用BNi71CrSi钎料钎焊的1Cr18Ni9Ti不锈钢接头的组织,1175℃×10min a)间隙100μm b)间隙50μm c)间隙20μm Fig.6-28 Structure of 1Cr18Ni9Ti stainless steel joint brazed with BNi71CrSi filler metal,1175℃×10min
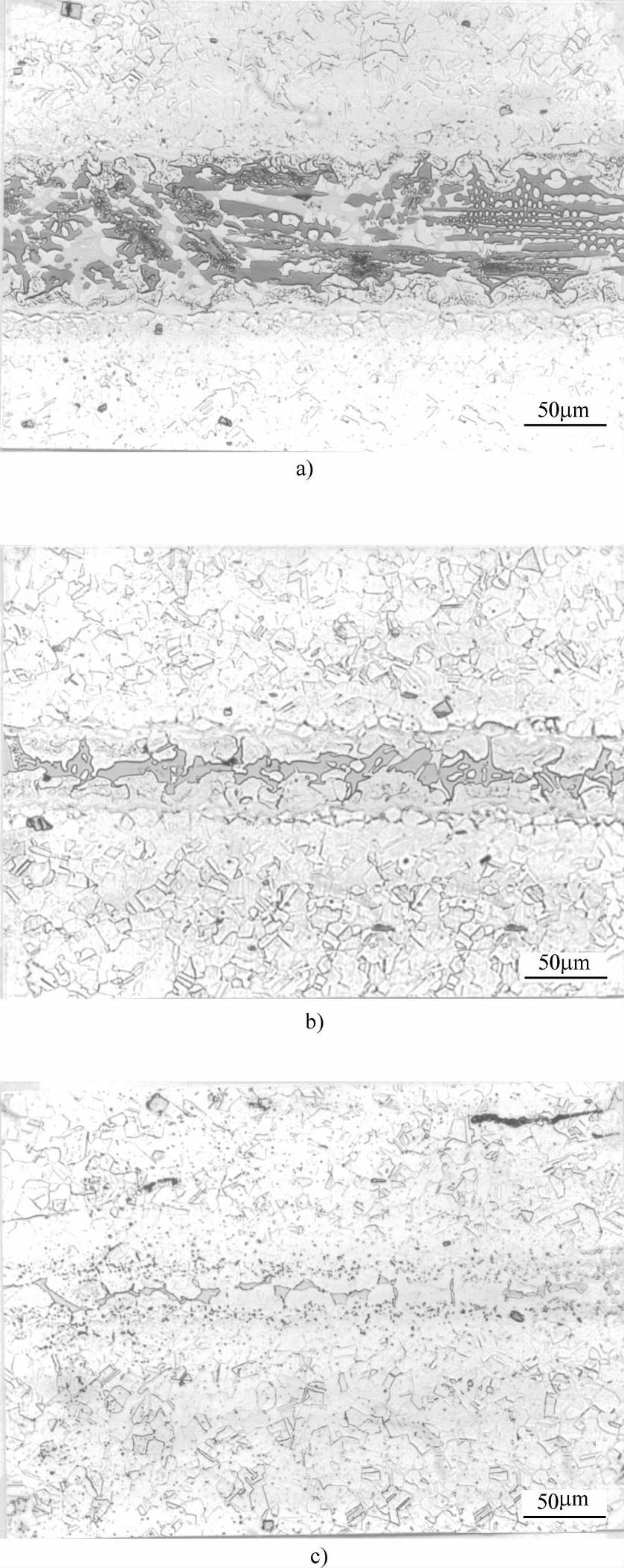
图6-29 用BNi76CrP钎料钎焊的1Cr18Ni9Ti不锈钢接头的组织,1050℃×10min a)间隙100μm b)间隙50μm c)间隙20μm Fig.6-29 Structure of 1Cr18Ni9Ti stainless steel joint brazed with BNi76CrP filler metal,1050℃×10min
用镍基钎料钎焊时接头中出现这些相组织的原因是:镍基钎料由于熔化温度的要求,常加入较多的硼、硅或磷等元素,使钎料含有相当多的脆性金属间化合物相。钎焊过程中,钎料中的硼、硅等元素向不锈钢扩散。当间隙很小时,钎缝中这些元素的含量少,扩散距离又短,在钎焊时间内得以全部扩散掉,使钎缝组织变为铬在镍中的固溶体,因此接头的强度和延性都很好。反之,间隙大时,钎缝中的硼、硅量增多,扩散距离也增大,这些元素来不及向母材全部扩散,因此钎缝中央留下连续的脆性化合物相,接头的强度和延性就下降。由于硼的原子直径小,扩散速度快,并且容易向母材的晶界扩散,比较容易扩散掉;硅的原子直径大,主要是体积扩散,扩散速度慢,钎缝中的脆性相不易消失。所以用含硼的镍基钎料,如BNi82CrSiBFe和BNi74CrFeSiB钎料钎焊时,随着间隙增大,接头的强度和延性虽下降,但下降稍慢一些;而用不含硼而含硅量高的BNi71CrSi钎料钎焊时,随着接头间隙的增大,接头的强度和延性急剧下降。用含磷的BNi76CrP钎料钎焊时,由于磷不向母材扩散,钎缝中的磷化物相即使在间隙很小的情况下也不消失,接头的强度和延性就很低了。
由于用镍钎料钎焊的不锈钢接头内容易出现脆性相,所以有必要了解脆性相的出现与钎缝间隙、钎焊参数和钎料品种之间的关系。如果能知道在一定的钎焊规范下钎缝不出现脆性相的最大间隙,对于设计和制造者来说都是很有意义的。我们把钎缝不出现脆性相的最大间隙值称为最大钎焊间隙(MBC)[19]。
用BNi82CrSiBFe钎料钎焊06Cr18Ni11Nb不锈钢时的最大钎焊间隙如图6-30所示[20]。从该图可以看出,当钎焊保温时间为10min时,最大钎焊间隙随着钎焊温度的升高稍有增大,其最大钎焊间隙约为35~40μm。当钎焊保温时间为60min时,钎焊温度对最大钎焊间隙的影响比较显著,从1010℃时的约50μm增长到1170℃时的约90μm。这是因为钎焊温度的提高有利于扩散过程的进行。
用BNi71CrSi钎料钎焊06Cr18Ni11Nb不锈钢时的最大钎焊间隙如图6-31所示[20]。此图表明,用BNi71CrSi钎料钎焊不锈钢时,由于硅向母材扩散的速度低,最大钎焊间隙是比较小的。当钎焊保温时间为10min时,最大钎焊间隙约为20μm;钎焊保温时间为60min时,最大钎焊间隙约为40μm,并且几乎不随钎焊温度而变。
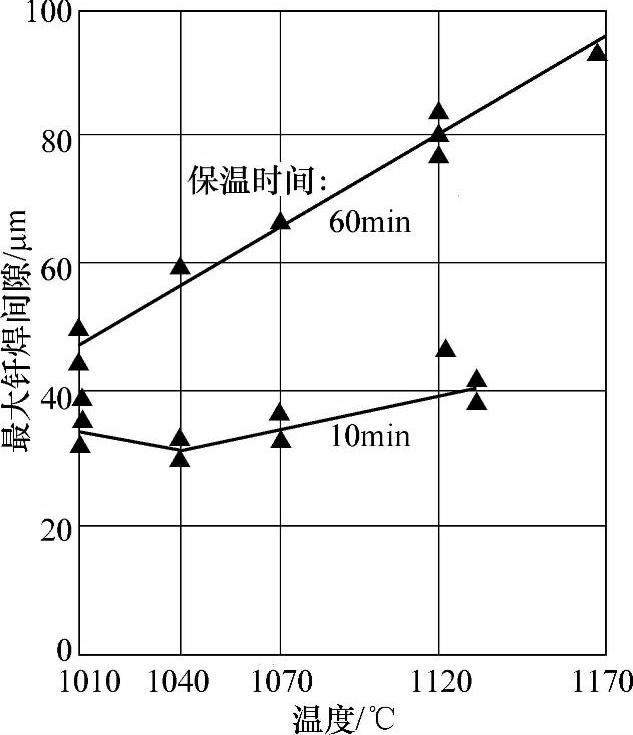
图6-30 BNi82CrSiBFe钎料钎焊的06Cr18Ni11Nb不锈钢接头的最大钎焊间隙同钎焊温度和钎焊时间的关系 Fig.6-30 Relationship of maximum brazing clearance of 06Cr18Ni11Nb stainless steel joints brazed with BNi82CrSiBFe filler metals to brazing temperature and brazing time
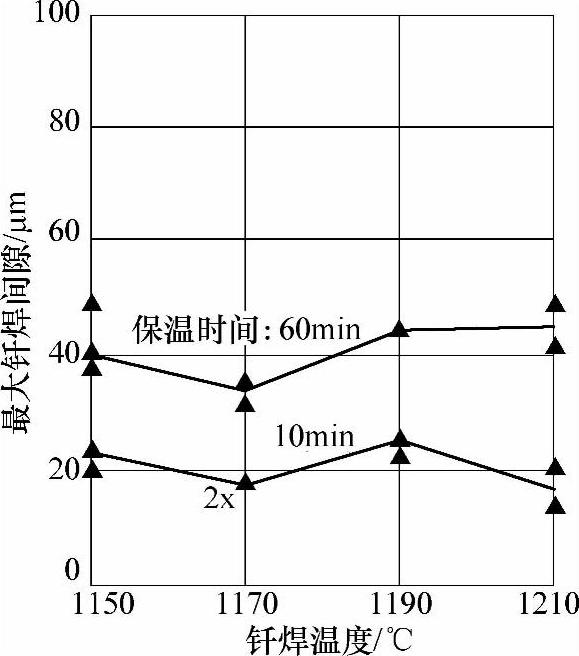
图6-31 BNi71CrSi钎料钎焊的06Cr18Ni11Nb不锈钢接头的最大钎焊间隙同钎焊温度和钎焊时间的关系Fig.6-31 Relationship of maximum brazing clearance of 06Cr18Ni11Nb stainless steel joint brazed with BNi71CrSi filler metals to brazing temperature and brazing time
用BNi76CrP钎焊不锈钢时,由于磷基本上不向母材扩散,最大钎焊间隙是很小的,在正常钎焊参数下不大于10μm(见图6-32)[20],即使延长钎焊保温时间,最大钎焊间隙基本保持不变。
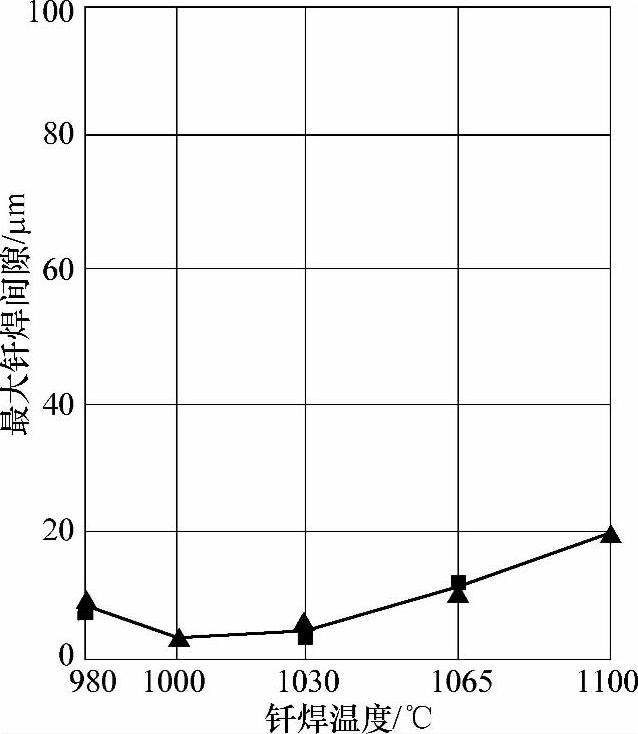
图6-32 BNi76CrP钎料钎焊的06Cr18Ni11Nb不锈钢接头的最大钎焊间隙同钎焊温度和钎焊时间的关系 Fig.6-32 Relationship of maximum brazing clearance of 06Cr18Ni11Nb stainless steel joint brazed with BNi76CrP filler metals to brazing temperature and brazing time ▲—钎焊保温时间为10min ■—钎焊保温时间为60min
总之,镍钎料钎焊不锈钢时的最大钎焊间隙都是比较小的,这就为零件的制造和装配带来麻烦,稍不留意就不能确保钎焊接头的质量。如前所述,提高钎焊温度和延长钎焊保温时间均有利于增大最大钎焊间隙。但钎焊温度超过1100℃后,不锈钢晶粒将发生长大,母材性能变坏。为了增大最大钎焊间隙,最常用的一种方法是钎后扩散处理,其温度为1000℃,此温度不会使母材性能恶化。图6-33是钎后扩散处理对不锈钢接头最大钎焊间隙的影响。用BNi82CrSiBFe钎料钎焊的接头,钎后1000℃×1h扩散处理可将最大钎焊间隙从原来的40μm增大到80μm左右,扩散处理时间增长,最大钎焊间隙可进一步增大(见图6-33a)[20]。对BNi71CrSi钎料钎焊的接头,钎后1000℃扩散处理虽然也能使最大钎焊间隙成倍地增大,但其数值还是比较小的(见图6-33b)[20]。对BNi76CrP钎料钎焊的接头,钎焊后扩散处理对扩大最大钎焊间隙的作用不大,其值仍小于20μm。因此对用镍铬硅硼和镍铬硅钎料钎焊不锈钢来说,钎焊扩散处理常常是不可缺少的工序。对镍铬磷钎料而言,最重要的是保证接头的装配精度,以获得最佳的钎焊间隙。
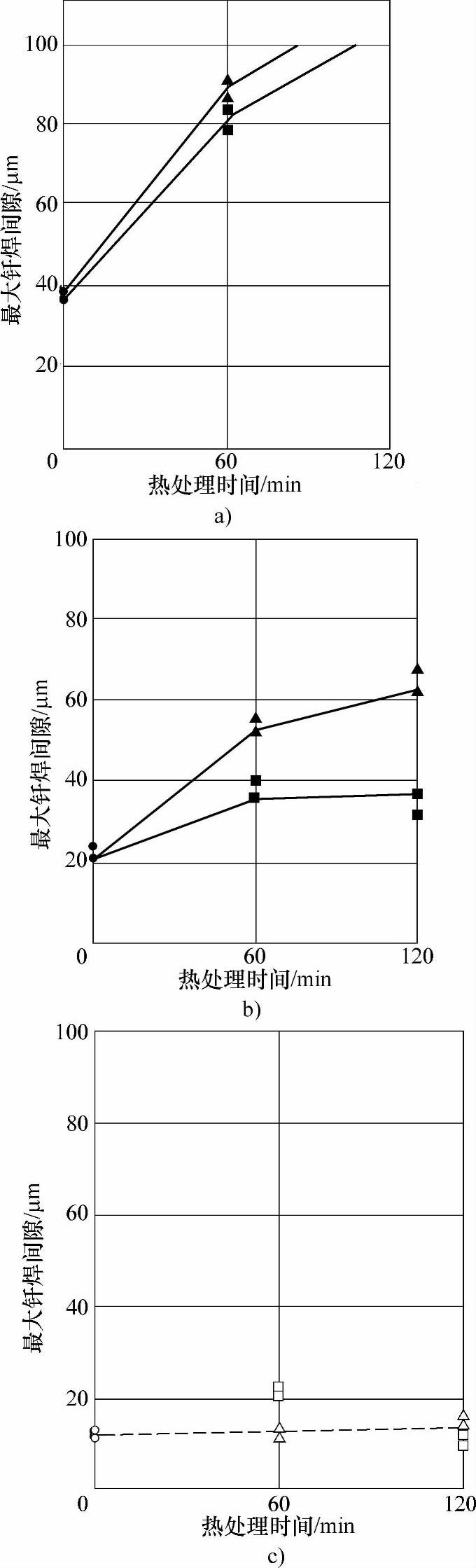
图6-33 钎后扩散处理对不锈钢钎焊接头最大钎焊间隙的影响 a)BNi82CrSiBFe b)BNi71CrSi c)BNi76CrP Fig.6-33 Effect of postbraze heat treatment on the maximun brazing clearance of stainless steel joint
△▲—扩散处理温度为1100℃
□■—扩散处理温度为1000℃
钎后扩散处理不但能增大最大钎焊间隙,而且能改善钎缝组织。图6-34所示为BNi82CrSiBFe钎料钎焊的不锈钢接头经1000℃扩散处理后的组织。这时钎缝内虽仍有脆性相(硼化铬),但其分布呈断续状态,这对改善钎焊接头的延性显然是有利的。
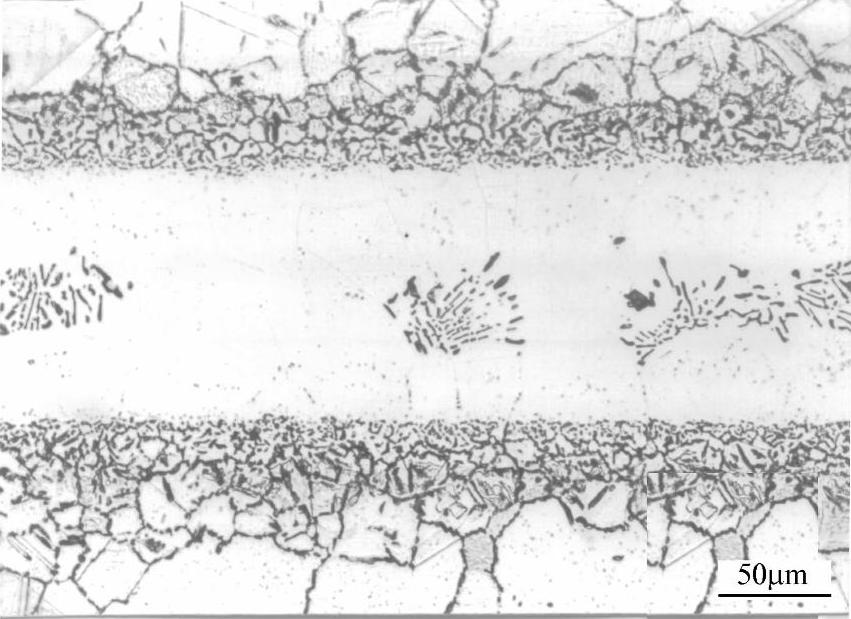
图6-34 BNi82CrSiBFe钎料钎焊的不锈钢接头组织,1120℃×10min+1000℃×1h,100μm Fig.6-34 Structure of stainless steel joint brazed with BNi82CrSiBFe filler metal,1120℃×10min+1000℃×1h,100μm
用82.5Au-17.5Ni钎料钎焊的06Cr18Ni11Nb和06Cr13不锈钢接头的强度和伸长率不随接头间隙而变化(见图6-23和图6-24),这是由于金镍钎料中不含脆性相的缘故。所以用金镍钎料钎焊时对接头的装配间隙要求不严。
用BNi73CrFeSiB(C)钎料钎焊的06Cr18Ni11Nb不锈钢接头在不同温度下的拉伸试验结果如图6-35所示[18]72。钎焊接头间隙均为“零”。从室温到649℃的温度范围内,接头的抗拉强度同母材本身的实际上相等,伸长率也很好,所以用这种钎料钎焊的接头高温性能是很好的。当钎焊接头在817℃温度下保持8星期后,母材上已形成相当多的氧化皮,而钎缝圆角的氧化很少,这说明钎焊接头的抗氧化性超过不锈钢本身。氧化后试样的抗拉强度仍有568MPa与未氧化前的试样相等。
用BNi73CrFeSiB(C)钎料钎焊的12Cr13不锈钢接头在不同温度下的拉伸试验结果如图6-36所示[18]72。12Cr13是马氏体不锈钢,母材在钎焊加热后的强度很高,钎焊接头的抗拉强度要低得多,其原因是用BNi73CrSiBFe(C)钎料钎焊该材料时,即使接头间为“零”,在钎缝中仍有少量脆性相存在,故抗拉强度下降。但经650℃×3h回火后接头在不同温度下的抗拉强度同母材的完全相同。钎焊接头的伸长率低于母材,这似乎同钎缝中尚存在少量脆性相有关。只有经回火后的钎焊接头在高于427℃后的伸长率才同母材的相同。
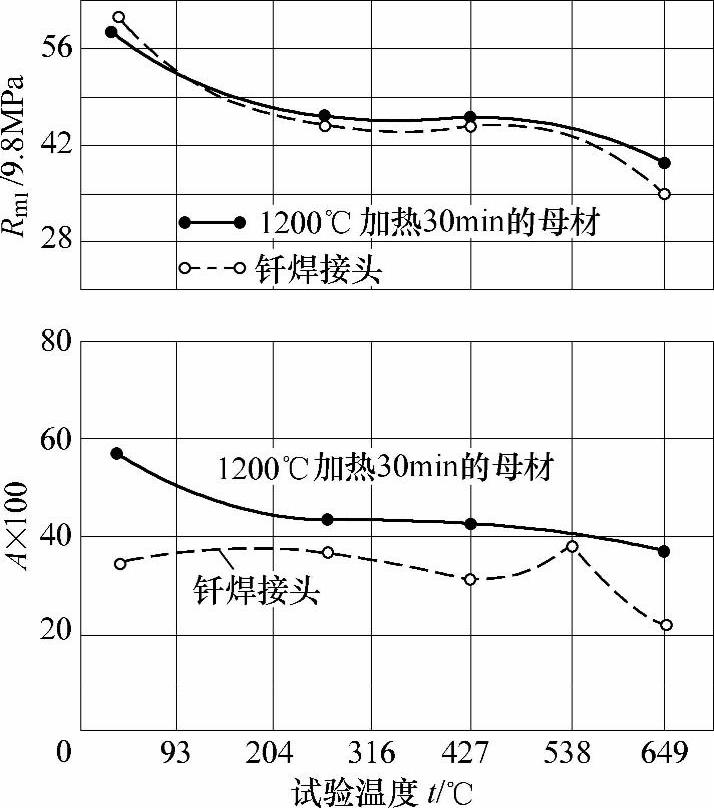
图6-35 用BNi73CrFeSiB(C)钎料钎焊的1Cr18Ni11Nb不锈钢接头的高温强度和伸长率 Fig.6-35 Tensile strength of 06Cr18Ni11Nb stainless steel joint brazed with BNi73CrFeSiB(C) filler metal at elevated temperatures
用82.5Au-17.5Ni钎料钎焊的06Cr18Ni11Nb不锈钢接头在不同温度下的拉伸试验结果如图6-37所示[18]69。从室温到649℃的温度范围内,接头的抗拉强度同母材本身的基本相同,并且不受钎焊间隙的影响。钎焊接头的伸长率在高于427℃后有所下降,并低于母材的伸长率。
用82.5Au-17.5Ni钎料钎焊的12Cr13不锈钢接头在不同温度下的拉伸试验结果如图6-38所示[18]76。接头的抗拉强度基本上与母材相同,尤其是经650℃×3h回火的接头,无论是“零”间隙的或0.1mm间隙,均与母材等强度。接头的伸长率也较好,尤其是0.1mm间隙的接头经650℃×3h回火后与母材基本相同。
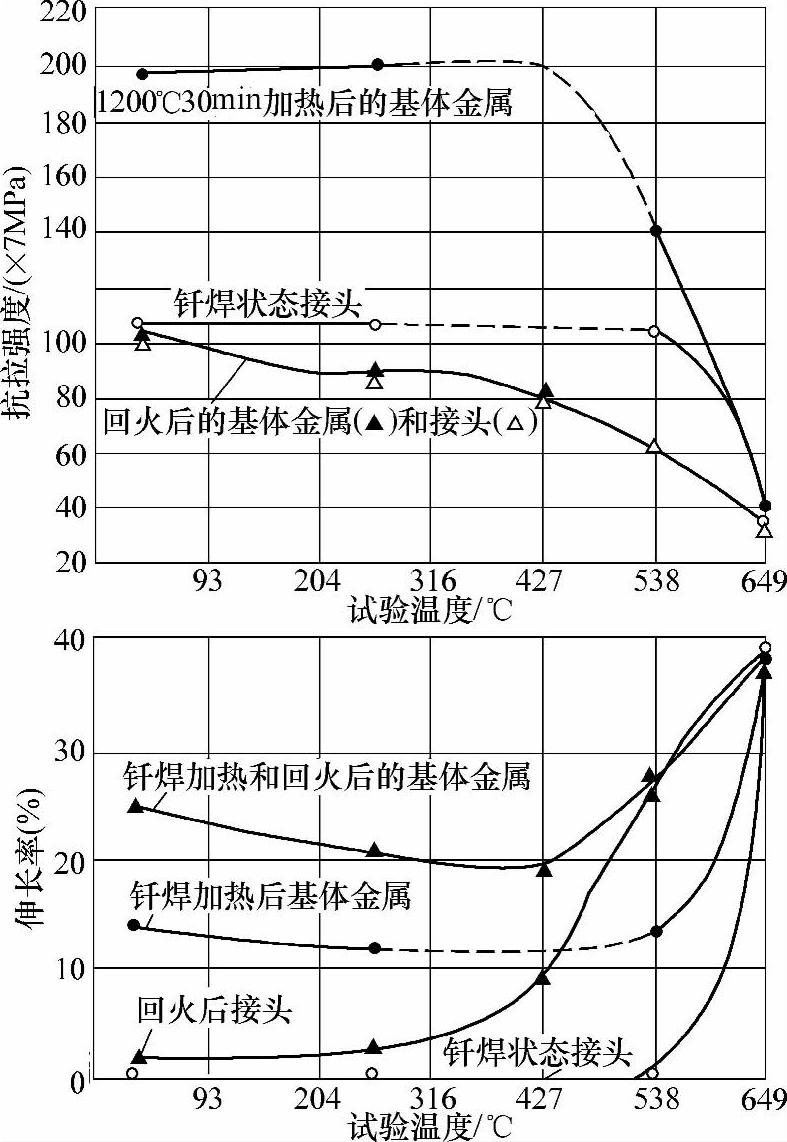
图6-36 用BNi73CrFeSiB(C)钎料钎焊的12Cr13不锈钢接头的高温强度和伸长率 Fig.6-36 Tensile strenght of 12Cr13 stainless steel joint brazed with BNi73CrFeSiB(C)filler metal at elevated temperature
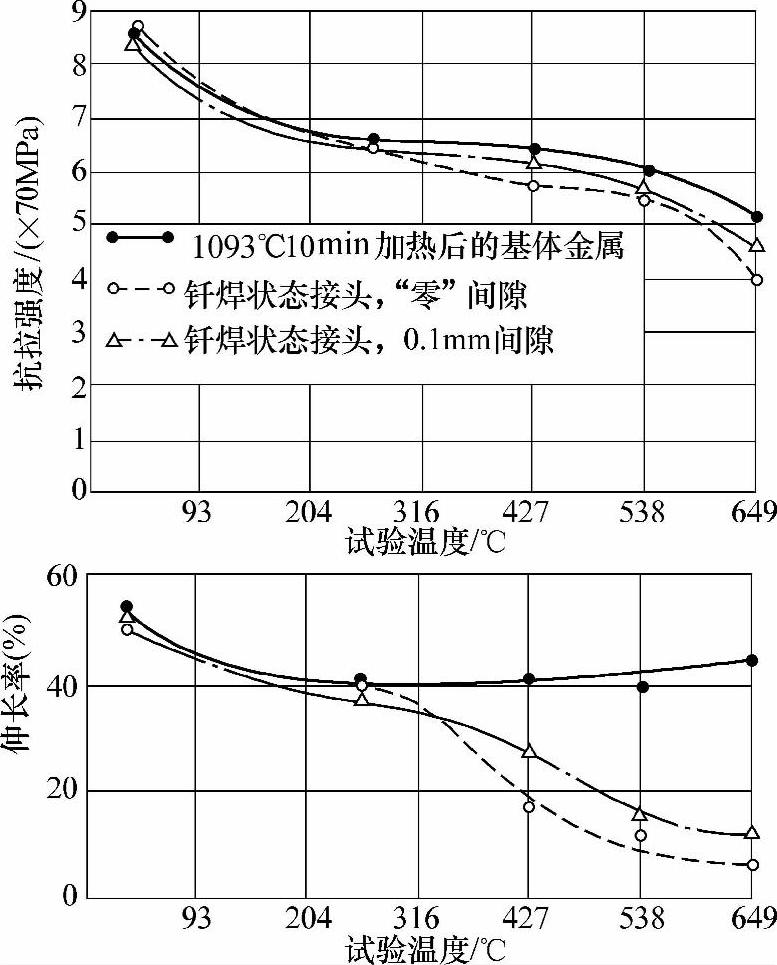
图6-37 用82.5Au-17.5Ni钎料钎焊的06Cr18Ni11Nb不锈钢接头的高温强度和伸长率 Fig.6-37 Tensile strength of 06Cr18Ni11Nb stainless steel joint brazed with 82.5Au-17.5Ni filler metal at elevated temperatures
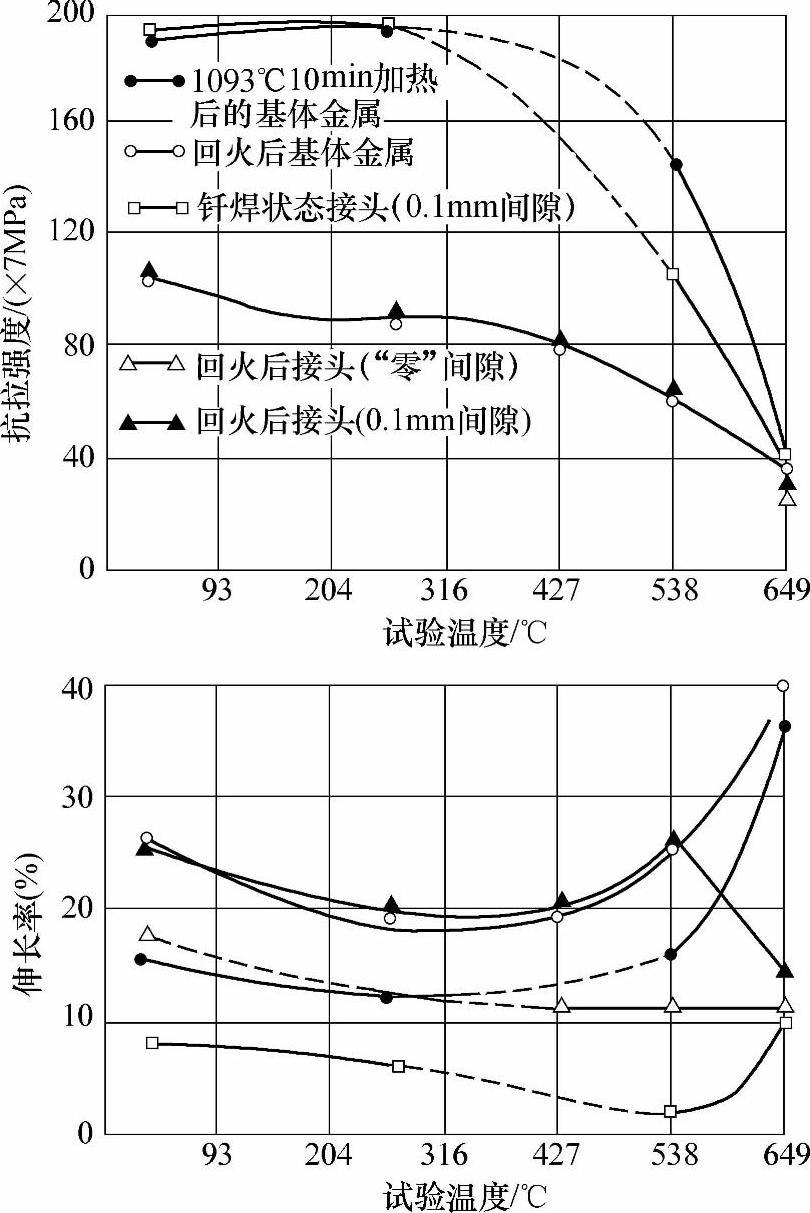
图6-38 用82.5Au-17.5Ni钎料钎焊的12Cr13不锈钢接头的高温强度和伸长率 Fig.6-38 Tensile strength of 12Cr13 stainless steel joint brazed with 82.5Au-17.5Ni filler metal at elevated temperatures
根据以上所述,对用BNi73CrFeSiB(C)和82.5Au-17.5Ni钎料钎焊的不锈钢接头性能的比较如下:对06Cr18Ni11Nb不锈钢来说,只要间隙合适,用BNi73CrFeSiB(C)钎料钎焊的接头在不同温度下的抗拉强度比用82.5Au-17.5Ni钎料钎焊的高,接头的伸长率在低于316℃时用82.5Au-17.5Ni钎料钎焊的好,高于316℃时用BNi73CrFeSiB(C)钎料钎焊的好;对12Cr13不锈钢来说,用BNi73CrFeSiB(C)和82.5Au-17.5Ni钎料钎焊的接头经650℃×3h回火后在不同温度下的抗拉强度完全相同,接头的伸长率在低于316℃时用82.5Au-17.5Ni钎料钎焊的好,特别是0.1mm间隙的接头,高于427℃后用这两种钎料钎焊的基本相同(用82.5Au-17.5Ni钎料钎焊的间隙为0.1mm)。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。