



电弧炉熔池的加热方式属于热传导传热,即由炉渣传给表层金属,再传给深层金属,它的搅拌作用仅限于电极附近的镜面层内,极其微弱,从而造成熔池内的温度差和浓度差大。因此,电弧炉熔池形状要设计成浅碟形的,操作上要求加强搅拌。国内曾出现人工使用扒子对钢液进行搅拌,但劳动强度大、人为干扰多,而且炉子越大问题越突出。国内外曾采用电磁搅拌器,但设备投资大,效果并不理想,目前已不采用。为解决上述问题,受底吹转炉的启发,在20世纪80年代日本新日铁公司、美国联合碳化物公司等先后研究出电弧炉底吹气搅拌工艺,经济效果显著,发展很快。电弧炉底吹气体加强了熔池的搅拌,有效地降低了冶炼成本,为电弧炉高效化炼钢提供了廉价而有效的途径,并且允许电弧炉炉型为桶形。
4.5.1 供气元件及作用
电弧炉底吹搅拌工艺,即在电弧炉炉底安装供气元件,向炉内熔池中吹Ar、N2搅拌钢液。底吹系统的关键是供气元件。供气元件有单孔透气塞、多孔透气塞及埋入式透气塞等多种形式。
目前电弧炉搅拌大多数都采用Ar或N2,少数也用天然气和CO2,气体从埋于炉底的接触式或非接触式多孔塞进入电弧炉内。在出钢槽出钢的交流电弧炉内,多孔塞布置在电极圆对应的炉底圆周上,并与电极孔错开布置,见图2-33。偏心底出钢电弧炉,因在出钢口区域存在熔池搅拌的死区,除按传统电弧炉内的方法布置外,还在电极圆圆心到出钢口的直线上的中心位置处设一多孔塞。对于小电弧炉,一般采用一个多孔塞布置在炉膛的中心。对于冶炼普通钢种,接触式多孔塞底吹气体量为0.028~0.17m3(标态)/min,总耗量为0.085~0.566m3(标态)/t。非接触式多孔塞底吹气量可大些。通常,熔化期可强烈搅拌,在废钢完全熔化后,为抑制电极的摆动所引起的输入功率不稳定和钢水引起的电极熔损,宜将搅拌气体流量减少到1/3~1/2。也有从均匀搅拌的角度出发,采用在熔清后并不减流量而继续操作的方法,这对提高钢水收得率、降低电耗稍有利。
对于电弧炉底吹搅拌技术,供气元件的寿命短,炉底维护、风口更换困难都限制了其推广应用。接触式多孔塞底吹系统的使用寿命为300~500炉,而非接触式多孔塞底吹系统的使用寿命已超过4000炉。
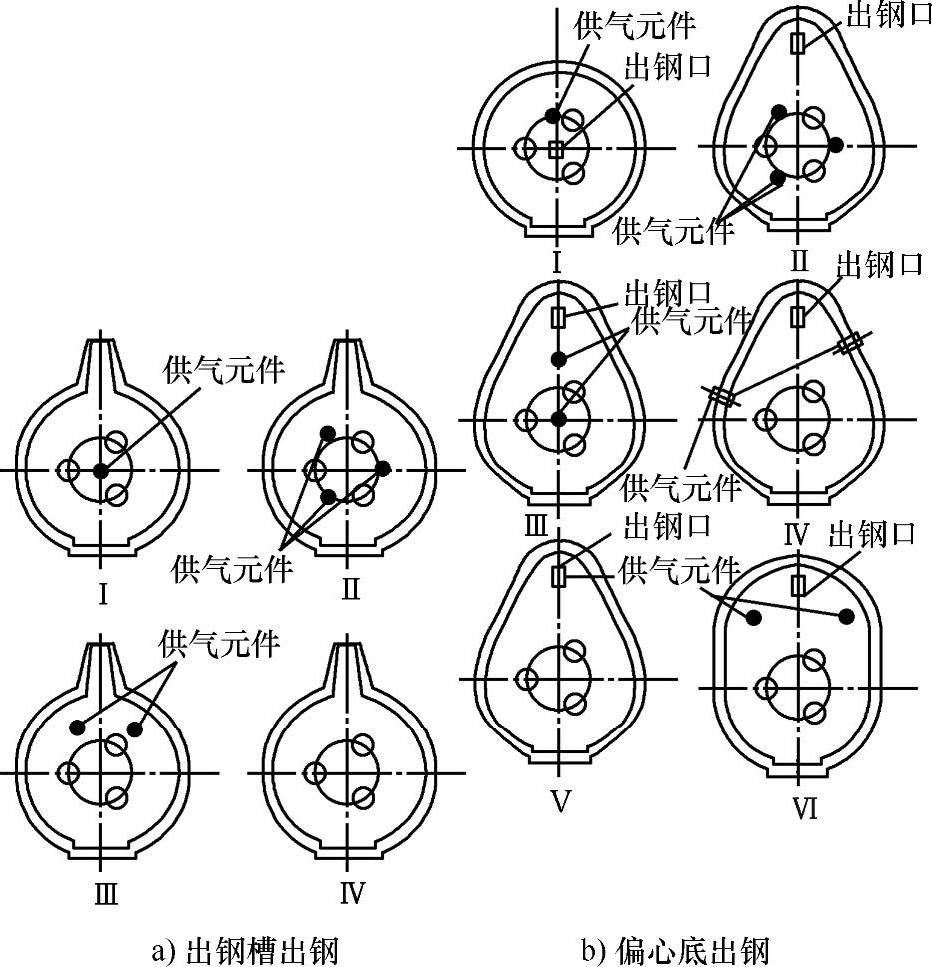
图2-33 电弧炉底吹供气元件的布置
4.5.2 底吹搅拌技术的冶金效果
底吹搅拌技术在电弧炉上应用广泛,具有良好的冶金效果。主要表现在:(https://www.xing528.com)
(1)减少大沸腾和“炉底冷”的现象。
(2)金属收得率提高0.5%~1%。
(3)缩短冶炼时间1~16min(典型值为5min)。
(4)节电最大可达43kW·h/t(典型值为10~20kW·h/t)。
(5)提高合金收得率。渣中FeO含量降低可分别使钢液中Mn和Si的收得率提高8.8%和2.9%,降低FeSi消耗0.72kg/t。冶炼不锈钢时,可分别使Cr与Ti的综合收得率提高约4%,并且还可以减少低碳铬铁消耗80%以上,从而节省大量合金料。
(6)提高去硫率和去磷率。底吹气体强化了钢液混合,加快了钢液中渣传递的速度,同时又降低了渣中FeO含量,提高了硫的分配系数,从而有利于脱硫。底吹气体搅拌强化了钢液混合,加快了钢液混合,加快了钢液中磷向渣传递的速度,从而有利于脱磷,特别是冶炼对磷要求高的钢种,底吹搅拌下脱磷效果十分显著。一般情况下,终点钢水中[P]质量分数可小于0.010%。
(7)降低电极消耗。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。