



凹模是致使拉深材料变形的关键零件,工作条件比凸模恶劣,所以凹模不但要有一定的硬度和强度,还要有一定的韧性。
1.凹模材料
基于上述原因,凹模材料一般比凸模材料高(1~2)个等级,并经热处理或表面热处理,工作面硬度达到56~62HRC。常用于拉深凹模的材料有Cr12MoV、Cr12、45钢和球墨铸铁。以上排列中的材料经热处理后的强度与寿命依次递减。Cr12、Cr12MoV是不锈钢材料拉深模用主要材料。45钢和球墨铸铁主要用作变形程度较小的大型工件拉深。未经热处理的球墨铸铁不可以用作不锈钢拉深凹模。
近年来有科研单位开发出铍青铜用于不锈钢拉深,对于减少拉痕很有帮助。但铍青铜价格较高,在市面上还未得到普及。
2.凹模壁厚
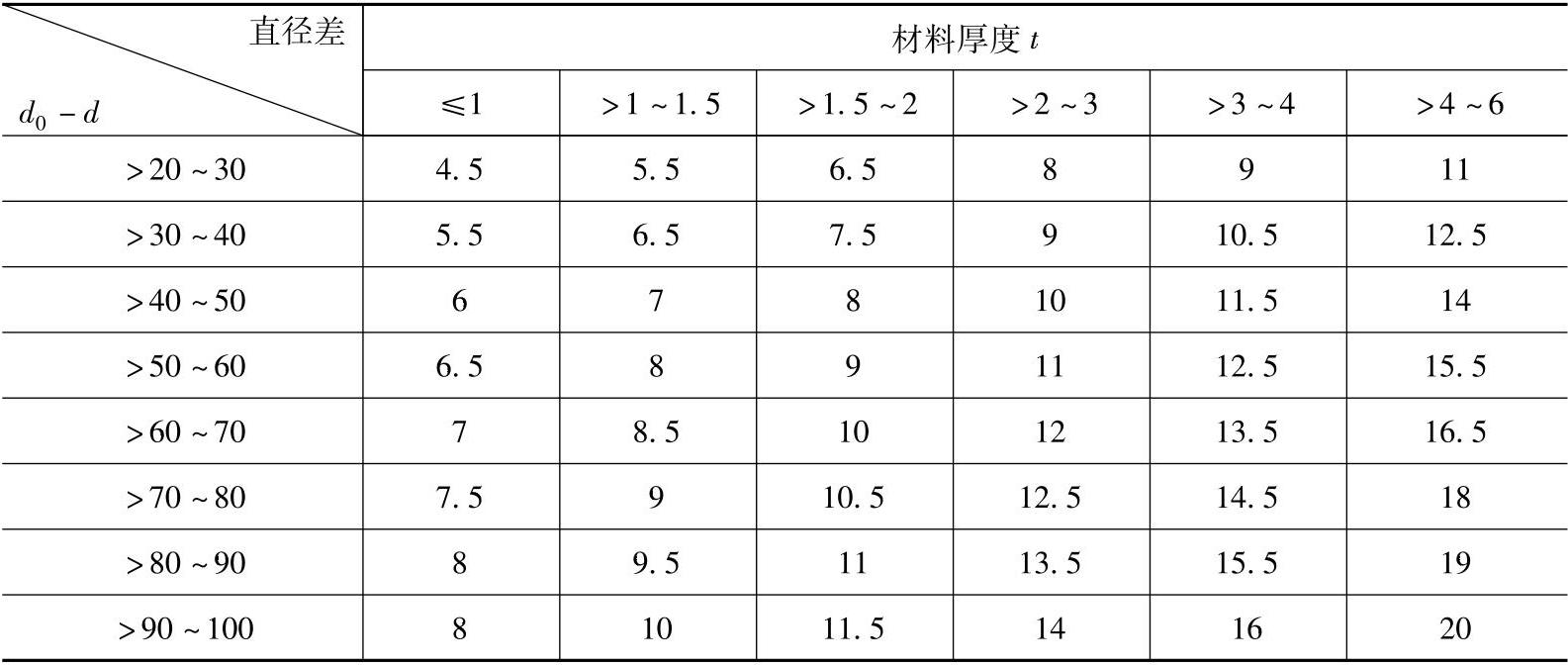
拉深凹模必须有一定的壁厚才能保证强度,克服材料变形产生的张力。拉深模壁厚与材料厚度、工件的变形程度呈正比例关系。材料厚度越大,拉深系数越小,壁厚越大。落料拉深复合模凹模最小壁厚见表4-4。
表4-4 落料拉深复合模凹模最小壁厚

注:单工序模中,凹模壁厚不小于15mm。
3.凹模厚度
设计中,凹模厚度通常采用的经验公式为

式中 D——毛坯或上道工序的拉深直径(mm);
d——本道工序的拉深直径(mm);
t——材料厚度(mm)。
拉深凹模必须具备一定的厚度才能保证其刚性。与壁厚不同的是,凹模厚度数据与后背垫套的制作方式有极大的关联。当使用多点立柱后背时,凹模厚度应比柱套式后背加大30%~50%,否则工件成形后有出现圆角多边形的可能。在不锈钢工件作大变形程度拉深时尤其应当注意。
在不锈钢拉深模中,凹模厚度一般不小于25mm。在大型拉深模中,为了节省模具钢,可以只采用模具钢作凹模工作面,而采用厚实的灰铸铁作后背的复合结构。
4.圆角半径
凹模圆角半径R凹是拉深成形的关键数据。若R凹过小,则材料被拉入凹模时阻力就大,引起总的拉深力增大,零件容易产生划痕、变薄甚至拉裂,模具寿命也会显著降低;若R凹过大,则压边圈下材料受压的面积减小,尤其是在拉深后期,会使坯件外边缘过早地脱离压边圈而起皱。
在不产生起皱的前提下,R凹取值越大越好。凹模圆角半径r凹的最小值也可查表4-5。
表4-5 拉深凹模的圆角半径r凹的数值(10钢)(单位:mm)

(续)
连续拉深凹模的圆角半径R凹见表4-6。
表4-6 连续拉深凹模的圆角半径R凹(10钢)(单位:mm)

一般说来,凹模圆角半径不宜小于表4-5或表4-6的数值,以避免材料破裂。但对于拉深性能良好的材料,凹模圆角半径可以适当减小。
在不锈钢拉深模设计中,由于材料的抗拉性能优于低碳钢,所以如果拉深系数相同,则凹模圆角半径R凹可取为低碳钢的50%~70%。反之,如果凹模圆角半径R凹相同,则拉深系数可在低碳钢的基础上降低10%。
值得注意的是,拉深模上机调试是综合平衡各方面因素的十分细致的过程,其中凹模圆角半径R凹的大小尤其敏感。所以在模具设计时,凹模圆角半径R凹比计算值取小一些,方便试模时修改。如果试模前R凹取值较大,则在修改时需要将整个凹模工作面破坏并重新修复,无疑会增大工作量。
5.工作面的表面粗糙度
凹模工作面包括了凸模投影的全部面积和凹模圆角,直至材料脱离凹模内圈的全部表面,尤以凹模圆角最为重要。要求R凹整个环带的表面粗糙度值比工作平面低一级,一般需抛光至0.2μm以下。
经平面磨削加工后凹模表面应在车床或其他旋转机具上再行抛光,直至看不到砂轮痕迹为止。这一步工作如果不到位,有极大可能产生凸缘周边宽度不一致的现象。具体表现:磨削纹理与材料收缩方向平行的边凸缘宽度较窄,与材料收缩方向垂直的边凸缘宽度较宽;在无凸缘拉深件中,表现为工件敞口端边缘不齐,其方向与有凸缘工件相类似,如图4-19所示。
6.凹模尺寸与公差(https://www.xing528.com)
Cr12、Cr12MoV凹模经热处理后磨损量极小,一般可以忽略不计。拉深件从凹模脱出后有微量回弹,所以当工件的尺寸标注在外形时,凹模内径以产品标注尺寸为依据,极限偏差取负值。
7.凹模结构形式
凹模结构形式可分为平端面凹模和锥形凹模。
(1)平端面凹模 平端面凹模是最基本的拉深凹模形式,广泛用于首道和后道拉深模中。在悬空面积过大或压边面积较小的条件下,为了增加材料边缘部分的流动阻力,有时需要在凹模上增设拉深肋或拉深槛。
(2)锥形凹模 锥形凹模总是与锥形压料圈成对使用的。锥形压料圈把坯料预压成锥形,再经凸模拉深。等于多进行了一次不用压料的拉深,减小了坯料在凹模圆角处的包容角,降低了拉深变形单位抵抗力,如图4-20所示。
图4-19 拉深件凸缘宽度不一致
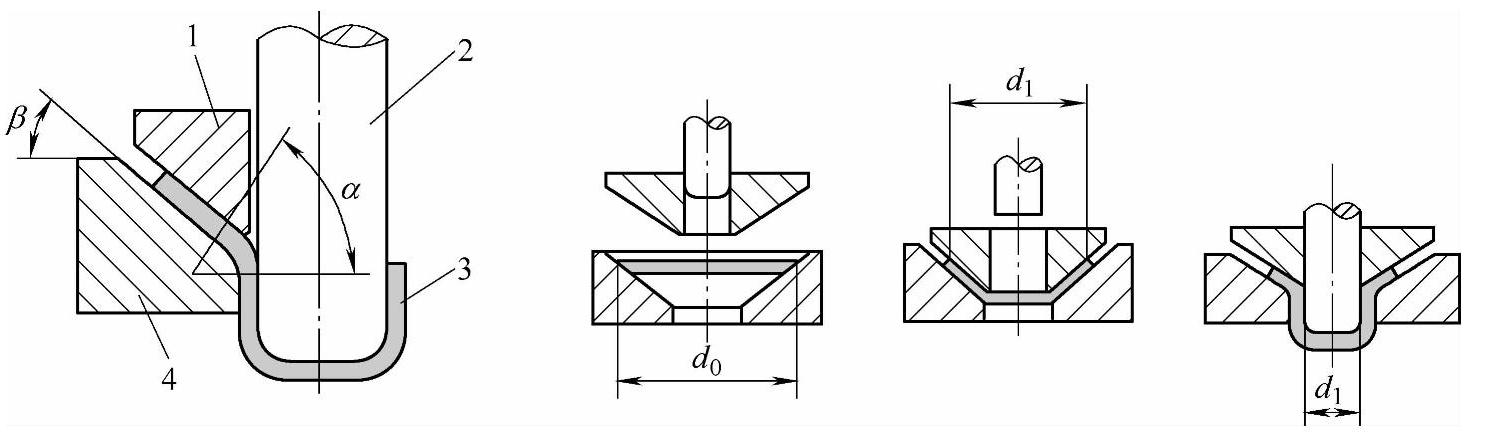
图4-20 锥形凹模的拉深过程
1)采用锥形凹模拉深时,可以使相对厚度较小的毛坯在拉深时不容易起皱。这是因为用锥形凹模拉深时,毛坯的变形区首先成为曲面形状,提高了抗失稳能力,减小了起皱趋式。锥形凹模的圆角半径令摩擦阻力和弯曲变形阻力都减少到很低的程度,有利于毛坯变形区产生切向压缩变形,同时凸模的作用力也比用平端面凹模拉深时小得多。由此可见,采用锥形凹模可以用于相对小的拉深系数。
2)不用压边圈时,锥形凹模用于首道拉深模,可将材料的自蠕合能力提高30%,即不用压边圈的条件可由(t/d)×100≥2降低到(t/d)×100≥1.4。
3)锥形凹模用于后道拉深模时,其斜面已被与之配对的压料圈全面压住,切向变形在凹模与锥形压料圈中进行,不再受到材料自蠕合能力的限制。因此,锥形凹模在后道拉深模中应用较多。
4)前面已经说过,采用锥形凹模时,前道工序的顶径应比后续工序凸模的顶径小,以避免毛坯产生不必要的反复弯曲,使工件筒壁冷作硬化程度趋于严重。
5)不论采用平面或锥形凹模,均需注意前后两道工序的模具在形状、尺寸上的协调,使前道工序得到的半成品形状有利于后道工序的成形,而压边圈的形状和尺寸应与前道工序凸模的相应部分相同。锥形凹模的锥面角度,也要与前道工序凸模的斜角一致,如图4-21所示。
6)从坯料相对厚度及拉深系数求锥面斜角 凹模锥角α大小可根据材料厚度确定。不用压边圈时,首道拉深模锥形凹模的斜角角度β,可查表4-7。
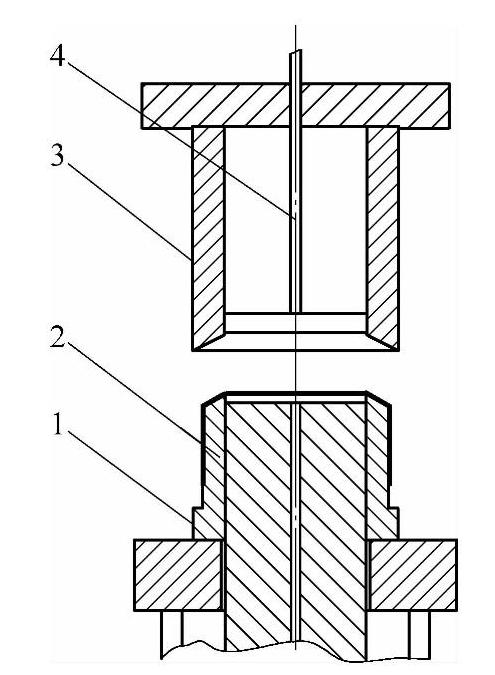
图4-21 锥形凹模后道拉深模
1—模套 2—预拉深工件 3—凹模 4—推料杆
8.拉深用硬质合金凹模圈与本体的配合
为了获得较长的模具寿命,常采用硬质合金与模具钢配合来制作拉深凹模的圆角部分。拉深用硬质合金牌号有:YG8、YG8C、YT5、W50。硬质合金硬度大,但性脆,不耐压,用作凹模圆角部分耐磨性好;W50属于钢结硬质合金,虽然硬度不及钨钴类硬质合金,但作为拉深用已足够,而且加工容易,价格相对低廉。硬质合金凹模圈与整体的配合如图4-22所示。
硬质合金通常制成圈的形式与凹模材料热套配合。模具钢Cr12的线胀系数只有中碳钢的90%,而硬质合金的碎性较大,又因为淬火后的铬钢加热时应避开回火碎性温度,所以凹模的预留过盈量一般按配合直径的0.06%计算。
表4-7 从坯料相对厚度及拉深系数求锥面斜角β

也可以取铬钢的线胀系数为12.4×10-6,加热温度按280℃计算。但在实际操作中凹模本体应加热到360℃左右,这是因为从加热炉中取出到套合的过程中还有一定的降温的缘故。
如果硬质合金圈外径线割比较粗糙,此时可增加0.01~0.02mm作为补偿,抵消线割痕迹的影响。
另一种情况是,当凹模厚度较大,而壁厚大于内圆半径时,加热后凹模材料有向内收缩的倾向,这时候的过盈量需要根据经验取小一点,如图4-23所示。
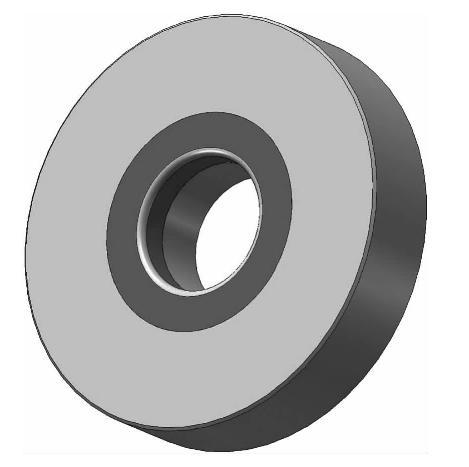
图4-22 硬质合金凹模圈与本体的配合
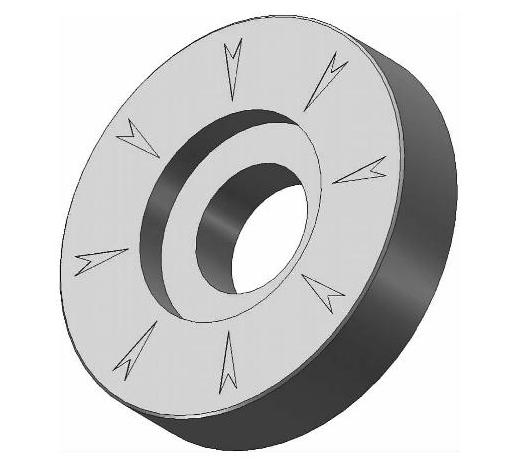
图4-23 加热后凹模材料向内收缩示意
硬质合金圈壁厚与高度的常用比例有1∶1和1.33∶1两种,以后一种为好。不论何种比例,壁厚和高度的绝对值不得小于8mm。
硬质合金与模具钢套合后用电解磨床加工凹模圆角半径R凹,并带平工作面,比用金刚石磨轮加工快,效果更好。现在市场上已经有用导电性优良的纯铜和金刚砂混铸的专用磨轮出售。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。