



陶瓷型铸造工艺设计除常规的工艺设计外,还包括模样及其使用材料、耐火材料、黏结剂、其他辅助材料、浆料制备及灌浆、焙烧等方面的设计。
1.常规的工艺设计
常规的工艺设计包括工艺设计方案、工艺参数设计、芯子设计、浇注系统设计、冒口设计、补贴设计、冷铁设计等方面,与砂型铸造相比,基本相同。不同之处为加工余量设计。由于尺寸精度以及工艺方法的变化,加工余量的数值有一定的变化。表8⁃2为陶瓷型铸造的加工余量,表8⁃3为常用的陶瓷型铸造铸钢件的尺寸精度。
表8⁃2 陶瓷型铸造的加工余量 (单位:mm)
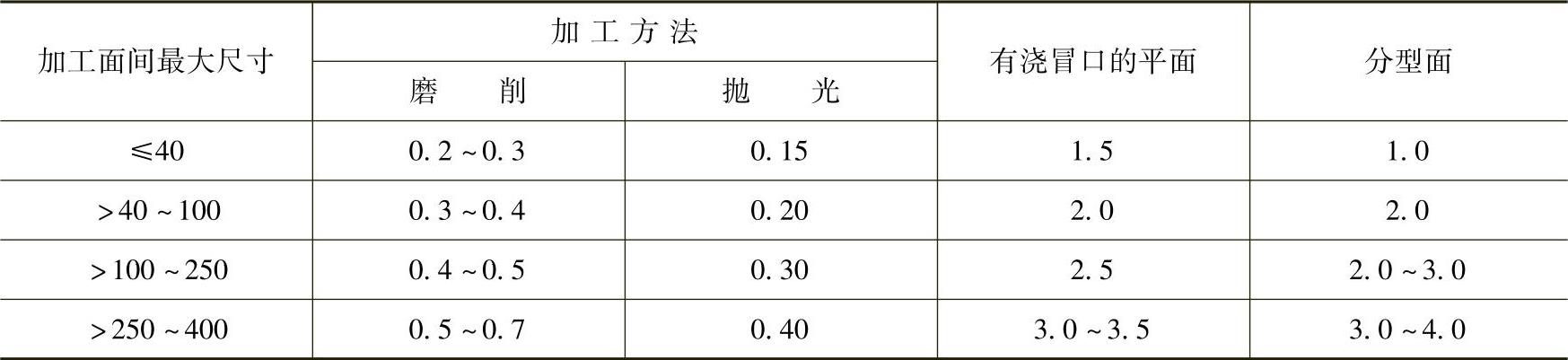
表8⁃3 常用的陶瓷型铸造铸钢件的尺寸精度

2.模样
陶瓷型铸造模样包括底套模样和铸件模样。底套模样是指采用复合陶瓷型铸造时,需要制造的灌浆外轮廓用模样。两种模样所使用的材料包括:木材、树脂、泡沫聚苯乙烯、金属和硅橡胶等。随着新技术的出现,3D打印也开始用于陶瓷型铸造模样。
木材属于廉价模样材料,采用传统的制造方法加工制成,制造成本较低,生产周期短,所制铸件的尺寸精度和表面质量都相对低一些。
石膏模样的制作方法与熔模铸造用石膏压型的制作方法相似,其工作表面可涂一层聚氨酯保护塑料膜。此类模样的成本低廉,制造工序比木模复杂一些,制作方便,尺寸精度比木模要好一些,但是使用寿命比较低。
泡沫聚苯乙烯模样的优点是价格低廉,制作简便,重量轻,可以不用考虑起模问题;既可以采用机器塑模,又可以采用手工制模。缺点是表面粗糙度不够理想,可以采用在模样的表面刷涂料的方法加以改进。涂料的配制方法是有机玻璃1质量份+氯仿20~40质量份,配制成溶液,涂刷于模样表面。
金属模样主要用于尺寸精度和表面质量都要求较高的铸件,适合于大批量生产,模样使用寿命长,不易损坏。模样表面还可以通过抛光和镀铬来降低表面粗糙度值。
硅橡胶模样主要用于铸造青铜等合金艺术铸件。
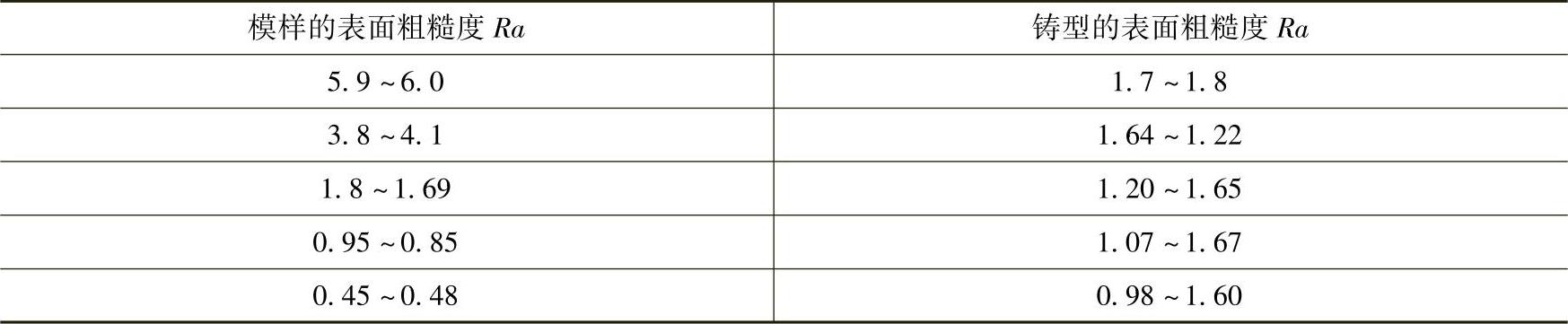
底套模样用于复合陶瓷型铸造中陶瓷模外形的制造,铸件模样用于陶瓷型生成铸件的形状。模样的尺寸精度应高于铸件的尺寸精度,模样各部位的尺寸精度见表8⁃4。模样的表面粗糙度值应低于铸型的表面粗糙度值,不使用分型剂和使用分型剂时模样和铸型的表面粗糙度见表8⁃5和表8⁃6。
表8⁃4 模样各部位的尺寸精度

表8⁃5 不使用分型剂时模样和铸型的表面粗糙度 (单位:μm)
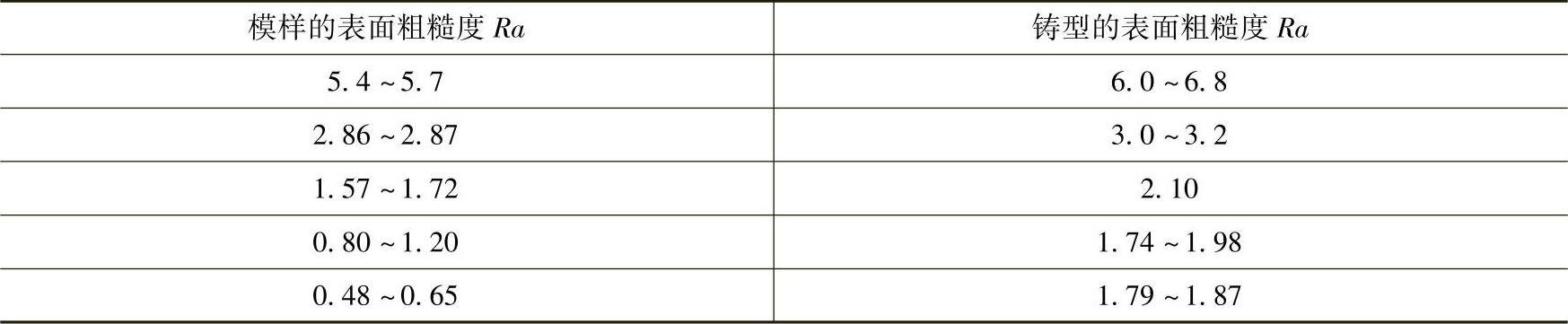
表8⁃6 使用分型剂时模样和铸型的表面粗糙度 (单位:μm)
3.底套
底套包括金属套和砂套,对于批量较大的铸件可使用金属套。金属套陶瓷型铸造类似于金属型铸造,只不过隔了一层陶瓷层,可加快铸件的冷却速度,节省砂套的制造工时及材料消耗,但是同时也由于金属套的制造而提高了制造成本。砂套一般采用水玻璃砂制造,可采用水玻璃硅砂、水玻璃石灰石砂、水玻璃酯硬化硅砂等。上述砂套具有强度高、透气性好、制作简便等优点。底套上应设ϕ30~ϕ50mm的灌浆孔和ϕ10mm左右的排气孔。对于单件及小批量生产的较大铸件,辅助模样可由铸件模样上粘贴的黏土层或橡胶层形成。该黏土层或橡胶层的厚度即为陶瓷浆料层的厚度。陶瓷浆料层厚度的设计可根据铸件的大小及合金种类的不同而确定,见表8⁃7。具有一定批量的生产时,应制造专用的底套模样。
表8⁃7 陶瓷型的灌浆厚度 (单位:mm)

4.陶瓷浆料用原辅材料
(1)耐火材料 耐火材料是浆料中的骨干材料,应具有足够的耐火度、热化学稳定性、低的线胀系数,以及合理的粒度分布。常用的耐火材料包括:硅砂、刚玉、锆砂、铝⁃硅系耐火材料等。
几种耐火材料的化学成分和性能分别列于表8⁃8和表8⁃9。
表8⁃8 常用耐火材料的化学成分
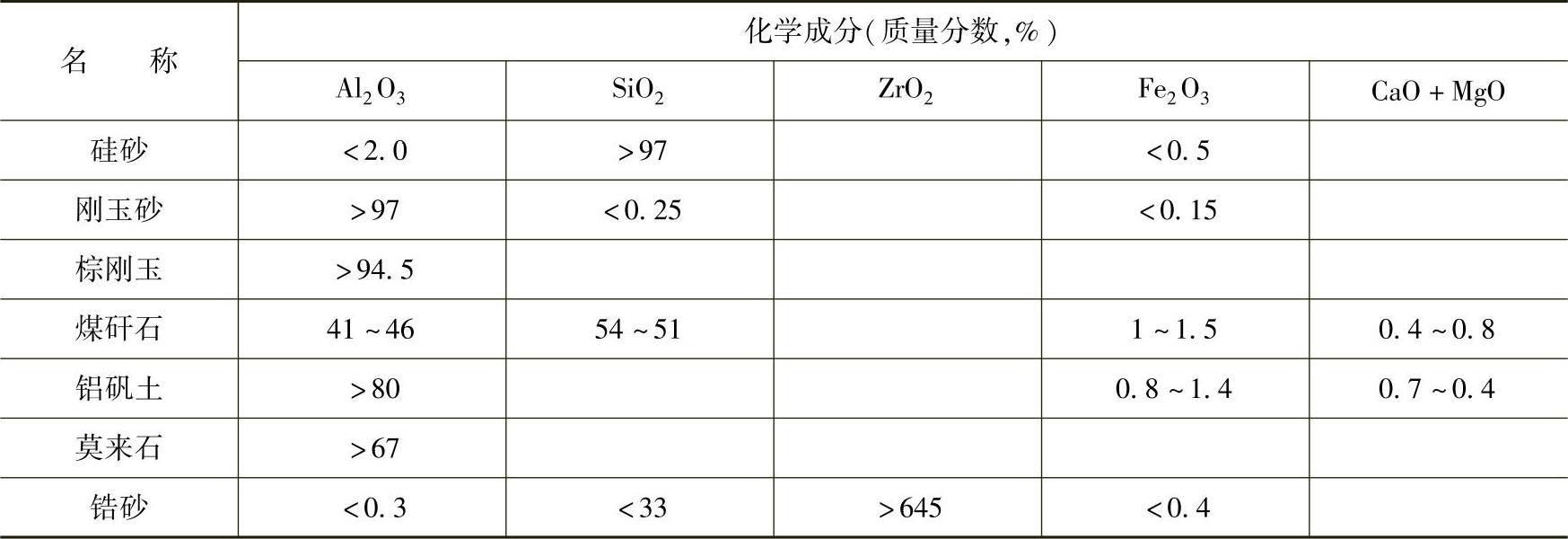
表8⁃9 常用耐火材料的性能
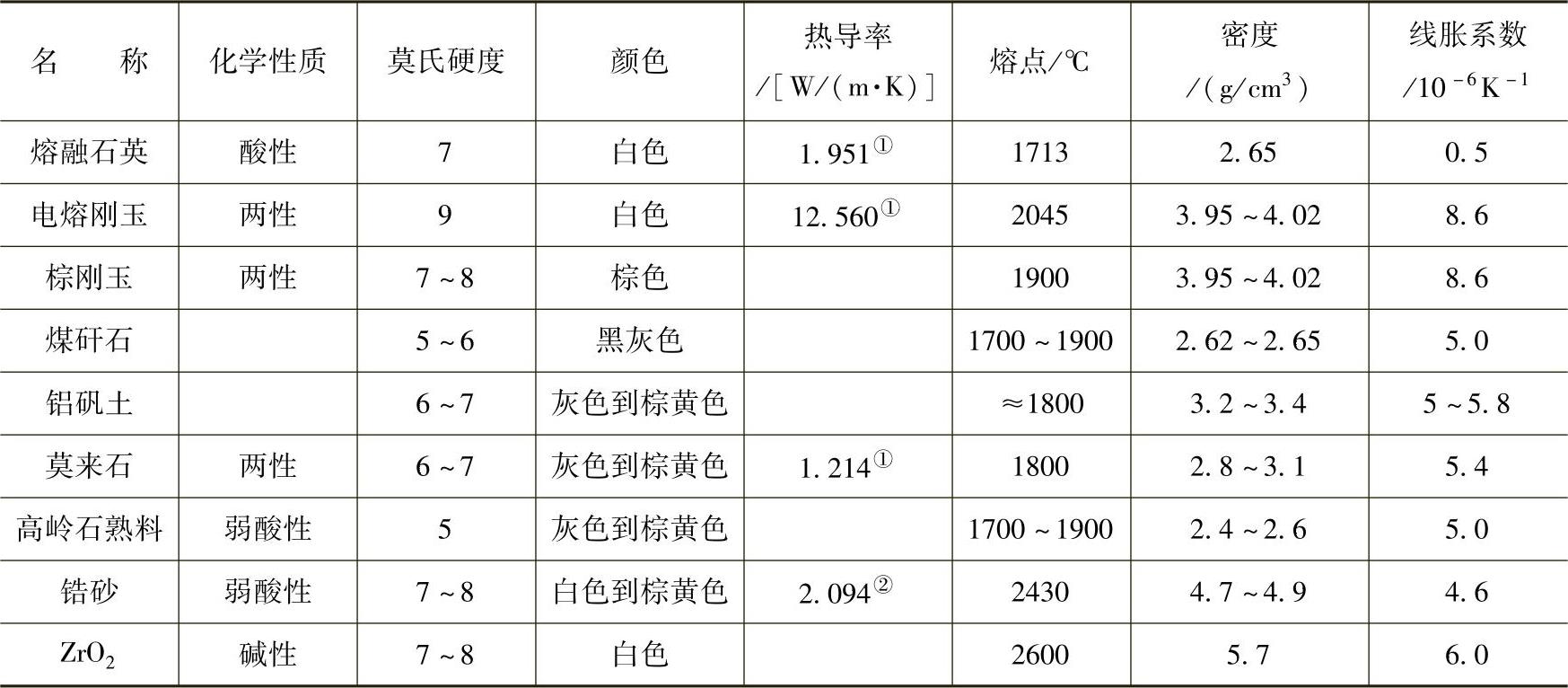
注:线胀系数为0~1200℃时线胀系数的平均值。
① 为400℃时的热导率。
② 为1200℃时的热导率。
耐火材料的粒度及其分布对陶瓷型浆料中耐火材料与黏结剂的比例(即粉液比)有很大的影响,而粉液比又直接影响到陶瓷型的收缩值、变形和致密度。浆料中耐火材料的比例提高,即粉液比提高,使陶瓷型的表面更致密,表面粗糙度值则变小,同时陶瓷浆料在灌浆后凝固中的尺寸收缩也变小,所制陶瓷型的尺寸变化也变小,陶瓷型的强度提高。图8⁃3、图8⁃4所示分别为陶瓷型耐火材料的加入量与尺寸变化率和强度之间的关系。实验证明,粒度分散的耐火材料所形成的铸型紧实度较大,在浆料配置时,耐火材料的临界加入量相对较高,即能够获得的粉液比较大,如图8⁃5所示。
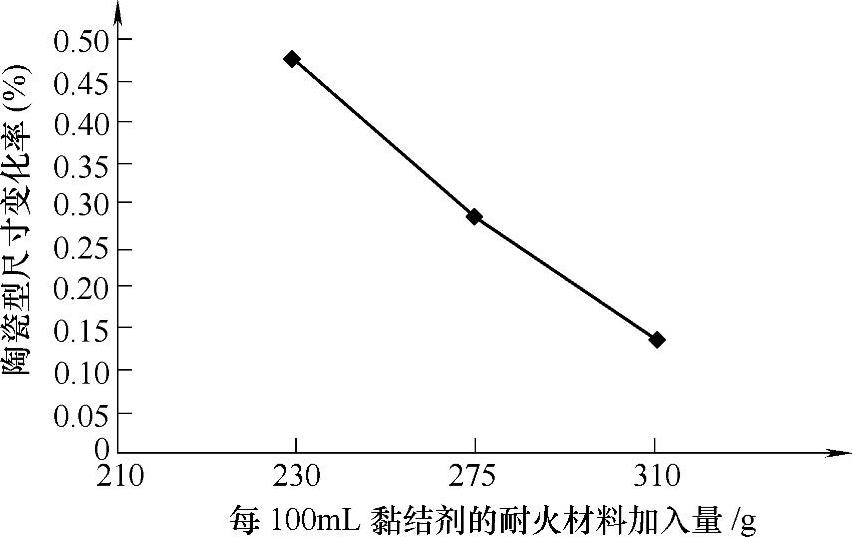
图8⁃3 陶瓷型耐火材料加入量与尺寸变化率的关系

图8⁃4 陶瓷型耐火材料加入量与强度的关系
1—高温强度 2—残留强度 3—常温强度
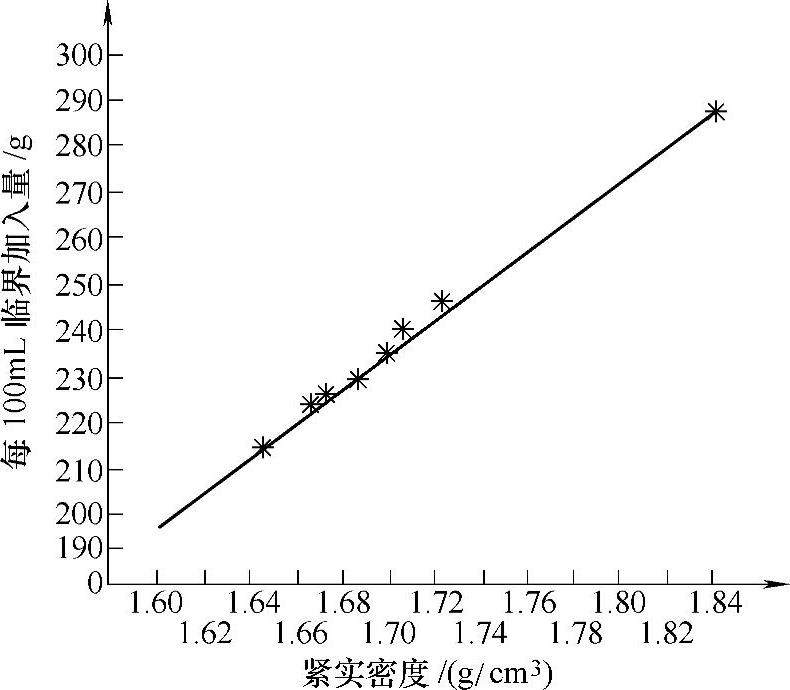
图8⁃5 耐火材料紧实度与临界加入量的关系
(2)黏结剂 陶瓷型铸造常用的黏结剂为硅酸乙酯的水溶液,但是随着技术的发展,硅溶胶作为一种陶瓷型黏结剂正逐步取代制备工艺复杂、存放周期短、有污染和成本高的硅酸乙酯水溶液。
1)硅酸乙酯一般要经过水解后使用。水解反应是指硅酸乙酯与水及溶剂乙醇通过盐酸催化而发生的反应,水解后得到的硅酸胶体溶液就是硅酸乙酯水解液。硅酸乙酯只有经过水解反应才能具有黏结能力。国外铸造厂家可在市场上购买到硅酸乙酯水解液,可以直接使用。我国硅酸乙酯水解液还未市场化,只有硅酸乙酯32和硅酸乙酯40两种产品有售,生产企业需要自行进行水解。为了保证质量,需要对硅酸乙酯的水解过程进行规范。表8⁃10为两种硅酸乙酯的技术要求及性能特点。表8⁃11为水解配料计算。
表8⁃10 两种硅酸乙酯的技术要求及性能特点

(续)
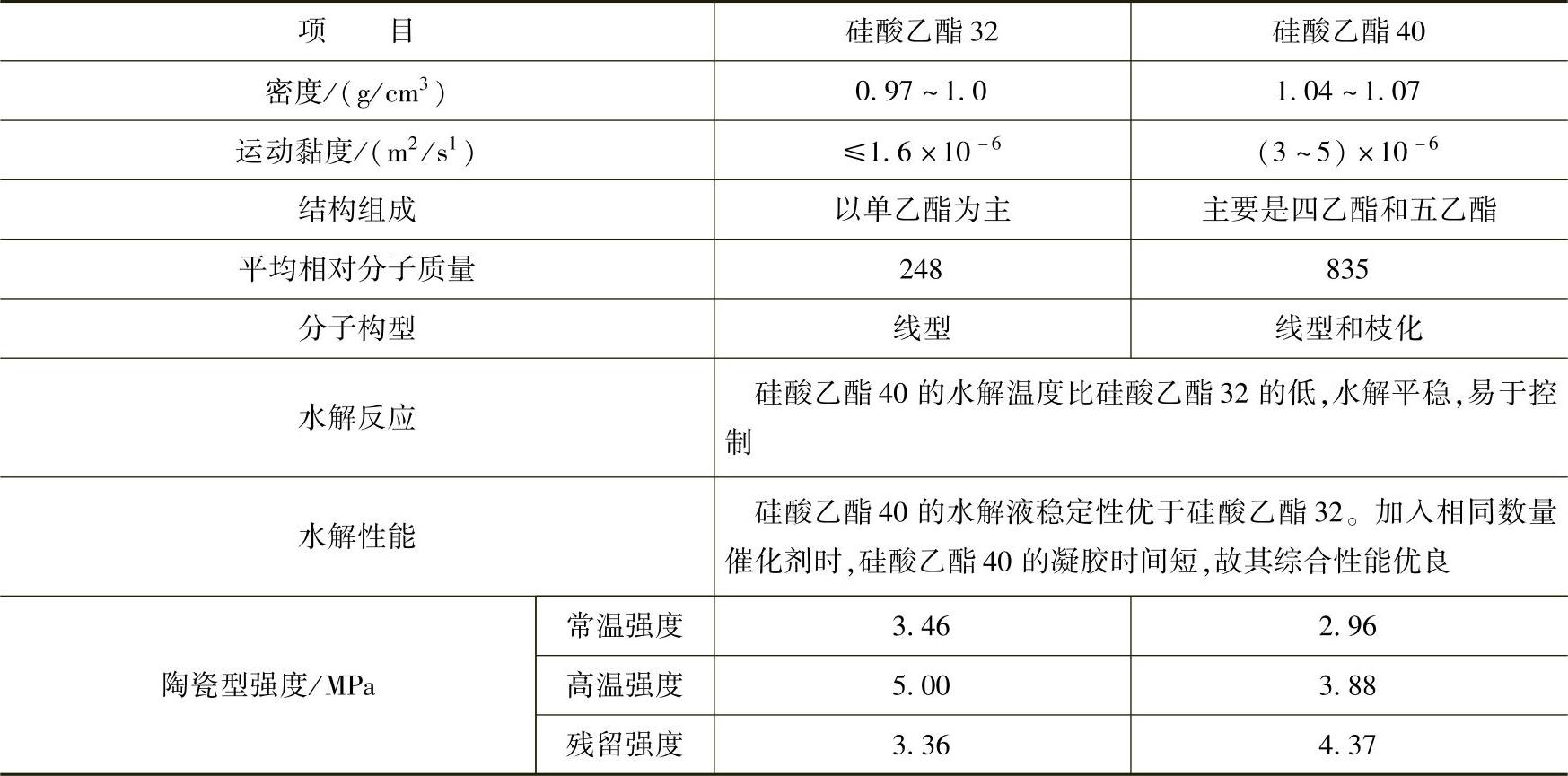
表8⁃11 水解配料计算
(续)
图8⁃6 水解液加水量与陶瓷型强度的关系
1—高温强度 2—残留强度 3—常温强度
硅酸乙酯的水解工艺及其特点与应用见表8⁃12。最常使用的方法是一次水解法。水解后的水解液在室温,即18~25℃下封存24h后使用。封存时间又称陈化时间,其对陶瓷型强度的影响如图8⁃7所示。
表8⁃12 硅酸乙酯水解工艺及其特点与应用
2)硅溶胶是由无定性二氧化硅的微小颗粒分散在水中而形成的稳定胶体,外观呈清淡乳白色。目前硅溶胶作为一种陶瓷型黏结剂正逐步取代制备工艺复杂、存放周期短、有污染和成本高的硅酸乙酯水解液。
硅溶胶的SiO2含量、Na2O含量、密度、pH值以及胶粒直径等参数是其主要物化参数。SiO2含量越高,密度越大,则硅溶胶中胶体含量就越高。Na2O含量和pH值反映了硅溶胶以及所制浆料的稳定性。黏度将影响所配浆料的粉液比,黏度低的硅溶胶可配制成高粉液比的浆料,所制陶瓷型的表面粗糙度值较低,强度较高。胶粒直径越大,溶胶稳定性就越好,但凝胶结构中胶粒接触点就越少,凝胶不致密,陶瓷型强度就低。硅溶胶的技术要求见表8⁃13。
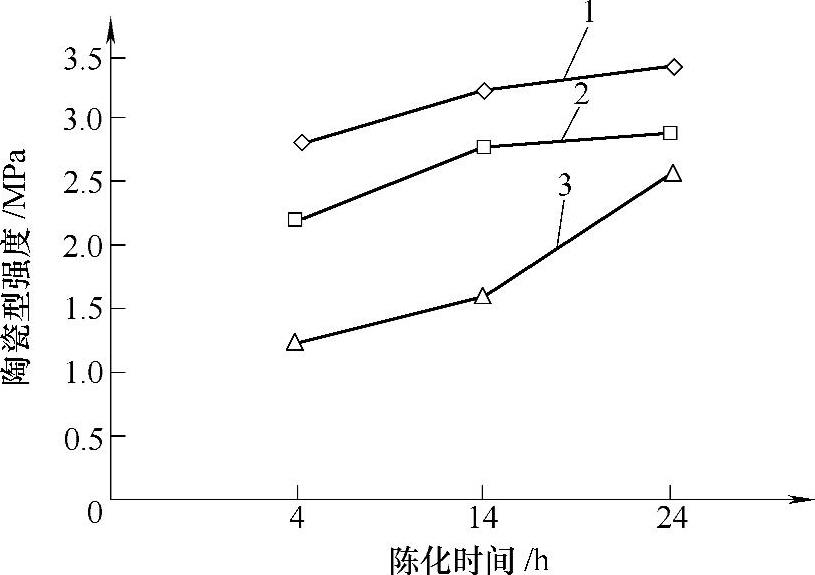
图8⁃7 陈化时间对陶瓷型强度的影响
1—高温强度 2—残留强度 3—常温强度
表8⁃13 硅溶胶的技术要求(https://www.xing528.com)

(3)辅助材料 辅助材料包括催化剂、分型剂和透气剂。
1)催化剂是为了缩短硅酸乙酯浆料的凝胶时间而加入的助剂。目前我国大多采用碱性催化剂。国外大多采用有机催化剂。陶瓷型铸造常用催化剂见表8⁃14。无机催化剂型陶瓷型的起模时间短,操作较为不便;有机催化剂则可以使陶瓷型在一个较长的时间范围内都可以进行起模,并提高了陶瓷型强度,从而大大改善起模性能。催化剂对陶瓷型强度的影响如图8⁃8所示。为了使浆料搅拌均匀并便于灌浆,大件的结胶时间应控制在8~15min,中小件的结胶时间应控制在4~6min。
表8⁃14 陶瓷型铸造常用催化剂


图8⁃8 催化剂对陶瓷型强度的影响
■—高温强度  一残留强度
一残留强度  一常温强度
一常温强度
2)分型剂是为了防止陶瓷浆料黏附在铸件模的表面上,造成起模困难而严重影响表面质量,从而在铸件模上涂刷的脱模能力较强的助剂。由于硅酸乙酯水解液或者硅溶胶对铸件模的黏附能力比较强,如果模样表面不涂刷分型剂,极容易造成起模困难并且损坏陶瓷型和模样,影响铸件的表面质量,因此必须使用分型剂。目前使用较多的分型剂有:上光蜡、石蜡、变压器油、凡士林、润滑脂、硅油、树脂漆和聚苯乙烯液等。不同种类的分型剂对陶瓷型表面质量的影响见表8⁃15,其中聚苯乙烯液的涂覆性最好,所制陶瓷型表面质量好,同时具有可任意调节黏度、涂层均匀、成膜快、脱模效果好、一次涂膜可多次使用等优点。其次是各种树脂漆,其脱模作用保持时间较长,可作为半永久型分型剂,但是应使树脂漆膜充分干燥,否则浆料中的乙醇会使漆层泡涨、剥落,破坏模样的表面质量。润滑脂太稠,难以涂刷均匀。硅油虽有脱模效果,但是不易干燥成膜,灌浆时容易被浆料冲掉,从而降低铸型表面的表面质量。
表8⁃15 不同种类的分型剂对陶瓷型表面质量的影响

3)透气剂是为了增加陶瓷型的透气性而添加的材料,可分为两种:一种是在喷烧或焙烧时能烧掉,从而使陶瓷型形成细微空隙而增加透气性的材料,如松香、糊精、糖浆酚醛树脂等;另一种是在分解时能放出气体而在陶瓷浆料中形成小气孔的材料,如碳酸钡、过氧化氢等。
5.底套的制作
当铸件的批量较小时,底套模可以不必做出,采用在铸件模上黏附一层黏土或橡胶来代替,所黏附黏土或橡胶层的厚度即为陶瓷层的厚度。陶瓷型的厚度、灌浆孔直径和出气孔直径可由表8⁃16来确定。通常采用水玻璃硅砂或者水玻璃石灰石砂来制作底套,水玻璃的模数为2.4。型砂的硬化可采用二氧化碳或有机酯硬化。底套用水玻璃砂的配比见表8⁃17。型砂的混制及硬化工艺与砂型铸造相同。
表8⁃16 陶瓷型灌浆层的厚度和灌浆孔直径
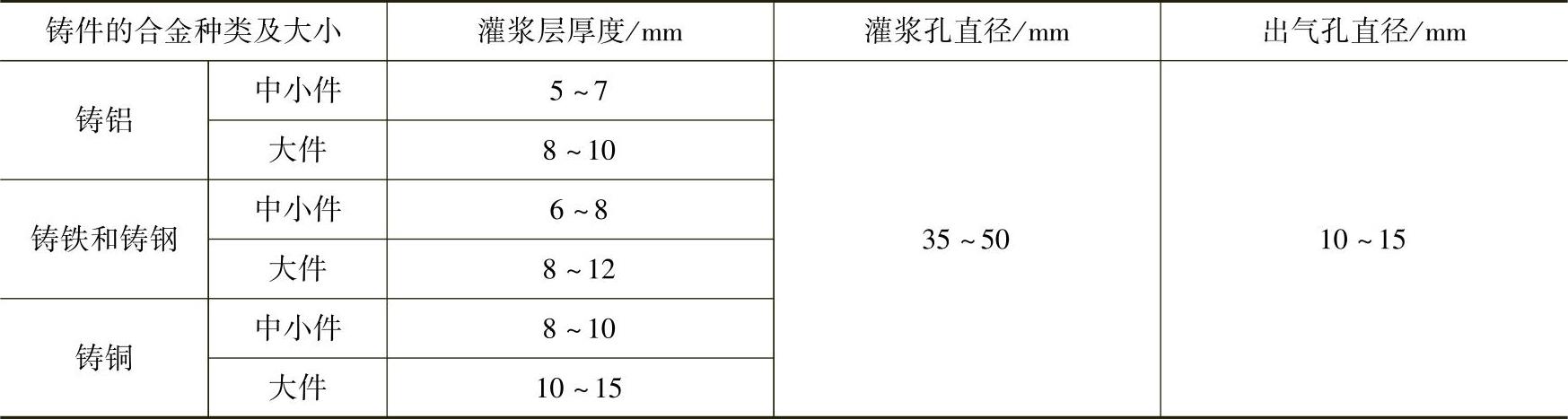
表8⁃17 底套用水玻璃砂的配比

6.浆料制备
我国常见的陶瓷浆料有:硅石浆料、锆石浆料、高岭石浆料、铝矾土浆料和刚玉浆料。
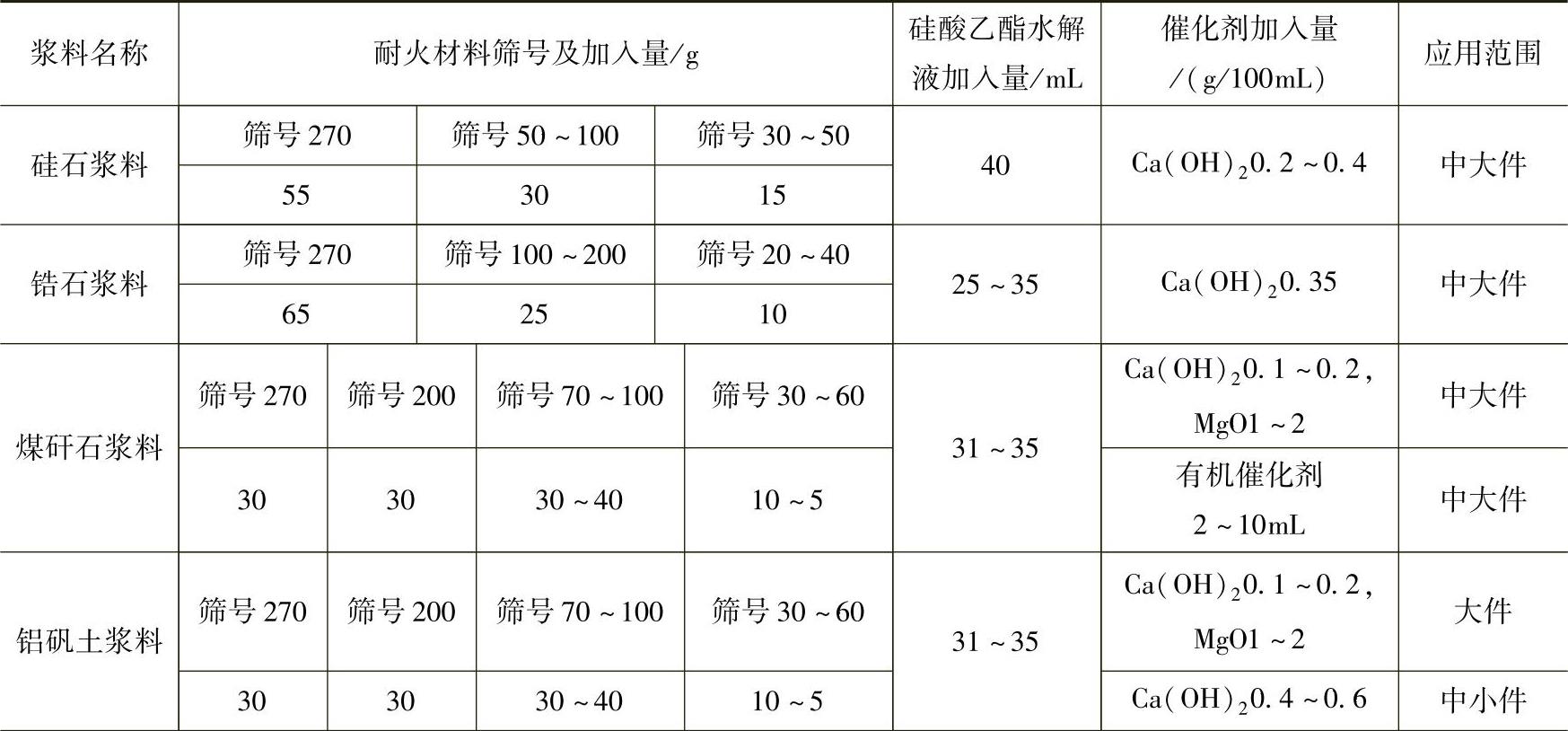
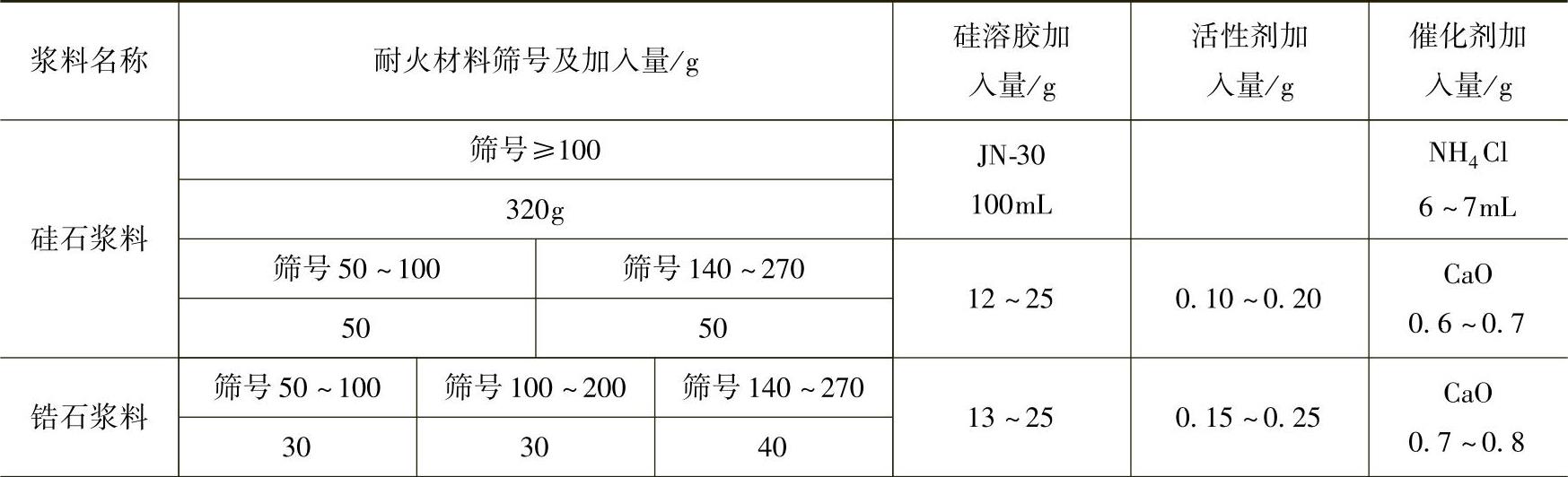
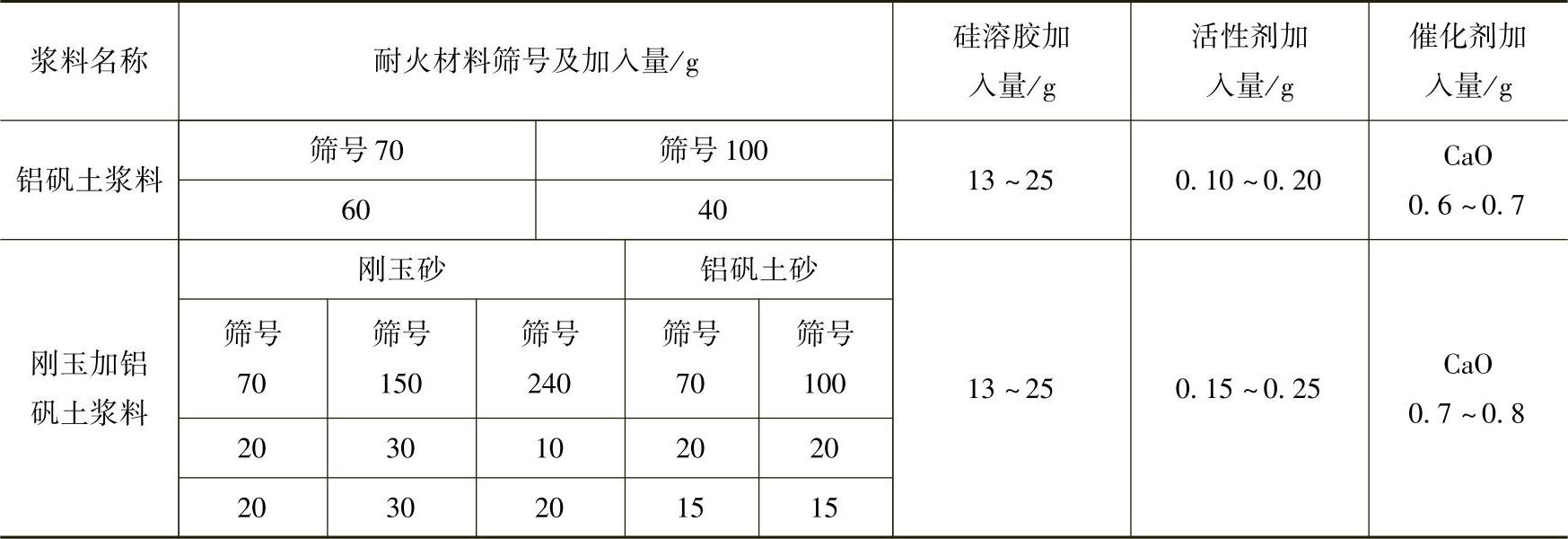
(1)陶瓷浆料 其配方见表8⁃18~表8⁃20。
表8⁃18 陶瓷浆料配方一
(续)

注:1.为了提高陶瓷浆料的透气性,可在100g耐火材料中加0.3g过氧化氢。
2.为了防止陶瓷开裂可加入质量分数为10%的甘油硼酸溶液,如每100mL水解液加入质量分数为3%~5%的甘油硼酸溶液。
3.煤矸石和铝矾土两种浆料使用硅酸乙酯40水解液。
4.W28是磨料行业的粒度标准。
5.催化剂加入量是指100mL硅酸乙酯水解液中加入的量(g)。
表8⁃19 陶瓷浆料配方二
注:1.催化剂如果换成MgO,则加入量为表值的2倍。
2.催化剂如果换成甘油硼酸溶液,加入量为每100mL加入3~5mL。
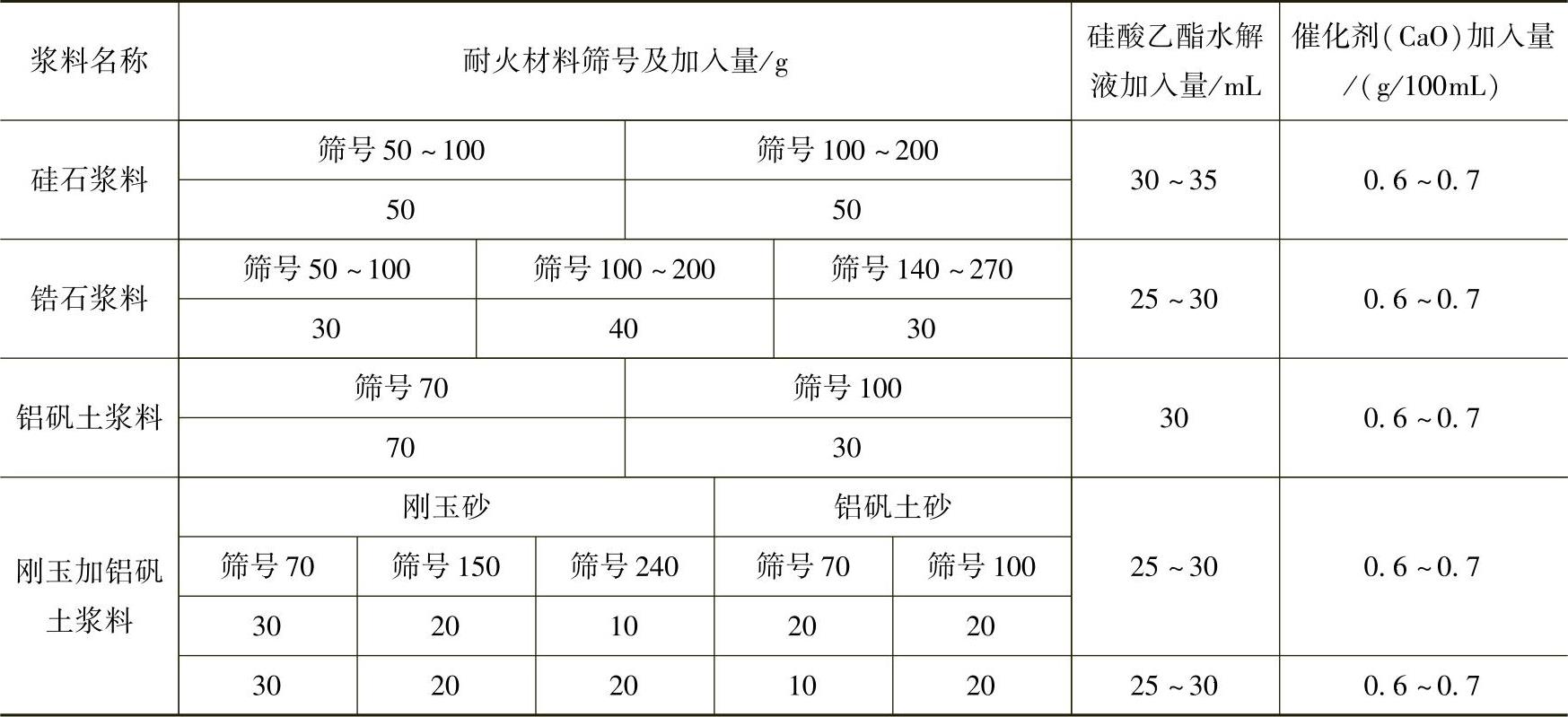
表8⁃20 陶瓷浆料配方三
(续)
注:1.催化剂如果用MgO,用量加倍。
2.活性剂用离子型,否则用量加倍。
3.必要时加入正辛醇做消泡剂,加入量为硅溶胶质量的0.05%~0.2%。
(2)浆料的配制工艺 硅酸乙酯浆料的配制工艺是先将耐火材料与催化剂混合均匀,然后将其他附加物加入到水解液中,将水解液倒入容器中。将混制好的粉体逐渐倒入水解液容器,倒入的同时不断搅拌。手工操作时应戴上乳胶手套。
硅溶胶浆料的混制工艺是在搅拌器的搅拌下,将催化剂慢慢地加入到硅溶胶中,待所搅拌硅溶胶中无明显浑浊现象为止。然后,向其中加入耐火粉料,待全部耐火材料加入后加快搅拌速度。最后,搅拌约10min后立即进行灌浆。
7.灌浆和起模
灌浆前应将铸件模或底套模涂刷分型剂,干燥至可用状态。浆料的黏度随着搅拌过程的持续而不断增加,两者的关系如图8⁃9所示。当浆料的黏度开始增大时,即图8⁃9中曲线到达B点时,应该立即灌浆。注意灌浆之前,浆料应处于搅拌状态,无粉料沉淀现象。灌浆的开始点不宜过迟,以免浆料的流动性降低,影响铸件轮廓的清晰度。
结胶时间可用催化剂的加入量来调整,小件可控制在4~6min,大中件可控制在8~15min。灌浆时砂箱应轻微振动,以改善浆料的流动性,使浆料中的气泡易于上浮,不附着在模样上。
当浆料固化尚处于弹性状态时就应起模,此时用砂型硬度计(B型)测量浆料的硬度,硬度值为80~90。一般起模时间约等于两倍的结胶时间。起模过早,浆料的固化会不完全,强度较低,陶瓷型容易出现大量裂纹而报废;起模太迟,浆料已经无弹性,容易拔坏铸型。起模时不允许上下敲击模样,若需要较大的起模力,最好设计专用的起模装置,以便使模样平稳取出。
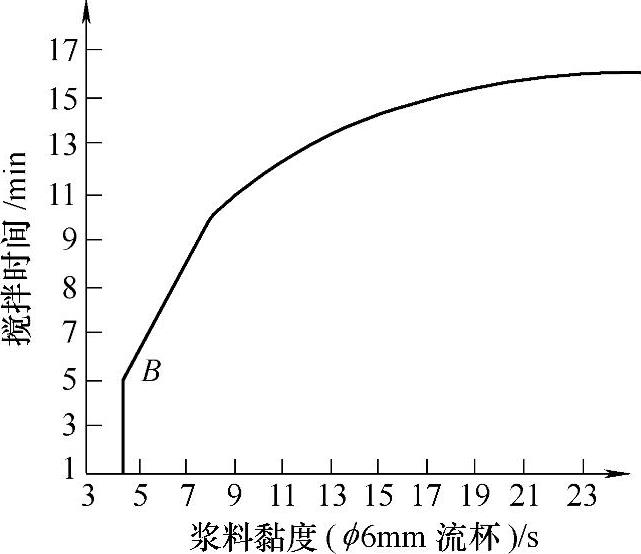
图8⁃9 搅拌时间与浆料黏度之间的关系
8.焙烧及浇注清理
起模后,应立即用喷烧设备喷烧铸型表面,使铸型中的乙醇燃烧,均匀地挥发掉,防止陶瓷型收缩变形,形成大的裂纹。喷烧工艺还将对陶瓷型的尺寸变化率和强度产生影响,如图8⁃10和图8⁃11所示。
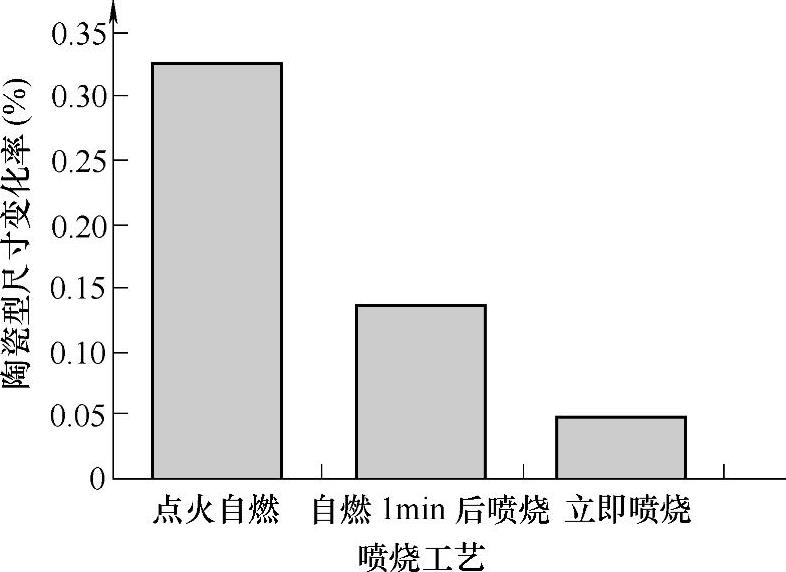
图8⁃10 陶瓷型喷烧工艺与尺寸变化率的关系
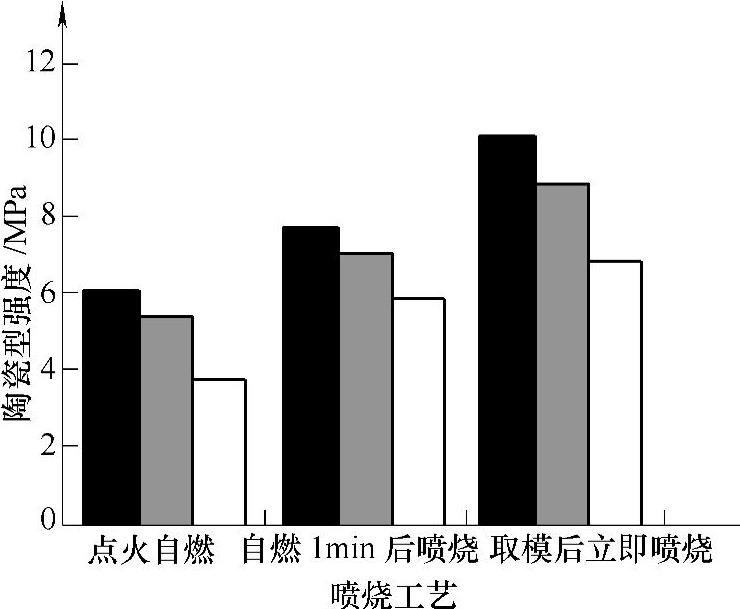
图8⁃11 陶瓷型喷烧工艺与强度的关系
■—高温强度  一残留强度
一残留强度  一常温强度
一常温强度
焙烧的目的是要提高铸型的强度,同时去除铸型中的残余乙醇、水分和少量的有机物,并使胶体脱水。陶瓷型的焙烧工艺见表8⁃21。陶瓷型的焙烧温度与强度之间的关系如图8⁃12所示。
表8⁃21 陶瓷型的焙烧工艺

合型工序及操作与砂型铸造相同。陶瓷型一般采用热型浇注,对于流动性比较好的铸件,浇注时型温为100℃或以上;对于流动性不好的铸件,浇注时型温为200℃或以上。陶瓷型的型温或者是浇注前的预热可利用焙烧后的余温直接浇注,这样可以节省能源。为了防止脱碳,可于合型前在铸型内表面喷涂一层薄薄的酚醛树脂+乙醇溶液(两者的质量比为1∶2~1∶4),但是不能有大滴滴在铸型表面,以免铸件产生气孔。也可以在铸型表面熏一层炭黑,熏的方法是用石蜡燃熏或用乙炔焊枪喷熏。也可以采用在氮气保护下浇注。
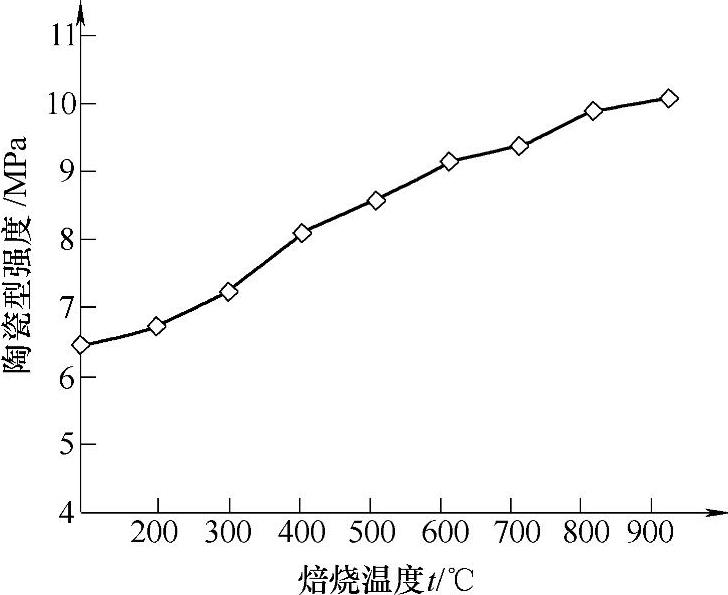
图8⁃12 陶瓷型的焙烧温度与强度的关系
铸件的清理与砂型铸造相同,打箱时铸件的温度应小于200℃。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。