



在珠光体钢中碳钢(低碳钢及中碳钢)追求的是强度。从低合金钢的Q295[1]到中碳调质钢的Q880或Q1170,随着含碳量的增加,屈服强度确定增大了,但塑性、韧性都越来越小,越来越不能采用等强度原则来选用焊接材料;属于珠光体组织的低合金钢大部分同样追求的是强度或良好的“综合力学性能”,应用最广泛的是所谓低合金高强度钢,经过调质处理,不仅屈服强度可以高达980MPa或更高,但与中碳钢相比,却有着较好的可以接受的塑性、韧性,当低合金高强度钢中的低合金元素的质量分数小于或等于≤5%时,不仅可以提高强度,同时保留一定的塑性、韧性,还可以提高其耐热性。因此,珠光体组织的低合金钢中有Cr-Mo或Cr-Mo-V-W耐热(或热强)钢,追求的是在保证一定的力学性能条件下可以耐高温。不是所有的耐热或热强钢都属于珠光体组织,有的属于马氏体组织,即中合金耐热钢,有的属于奥氏体组织,即高合金耐热钢(耐热型奥氏体不锈钢),还有属于马氏体或奥氏体等非珠光体组织的耐蚀钢、耐酸钢和低温钢等。
本节只讨论属于珠光体组织的碳钢、低合金钢及低合金耐热钢(或热强钢)与高铬钢组合的焊接。珠光体钢包括碳钢、低合金高强钢和低合金耐热钢三种,其中按各自的含碳量,可分为低碳钢和中碳钢。珠光体钢同种金属的焊接性取决于自身碳的含量或碳当量,当碳当量较高时,在一定的焊接条件下可能会出现淬硬现象,成为冷裂纹的根源。
高铬钢分为低碳高铬钢和高碳高铬钢两种。低碳高铬钢称做铁素体型不锈钢;高碳高铬钢称做马氏体型高铬钢。而马氏体型高铬钢又包括马氏体型不锈钢和马氏体中合金耐热钢及高合金耐热钢,因为二者都属于马氏体组织,所以其焊接性非常接近。
珠光体钢与高铬钢组合的焊接,实际上是珠光体钢与铁素体型不锈钢(低碳高铬钢)组合和珠光体钢与马氏体型高铬钢(马氏体型不锈钢或马氏体高合金耐热钢)组合这两种异种钢组合的焊接。
1.珠光体钢与马氏体型高铬钢组合的焊接
马氏体型高铬钢首先是马氏体型不锈钢(抗氧化锈蚀),其次是马氏体型高合金耐热钢,有关这些钢种在化学成分、新旧牌号对照、应用性能、耐热性、物理性能、力学性能、焊接方法、焊接材料的选用及焊接性分析,已在本章2.1.8节中作了介绍,除了低碳及超级马氏体型不锈钢外,普通型马氏体不锈钢的焊接性很差。淬硬冷裂纹及焊接接头脆化是普通型马氏体不锈钢及马氏体型高合金耐热钢焊接性的主要特征。
(1)焊接性特点 珠光体钢除低碳钢和某些热轧正火钢及控轧低合金钢外,大多数同种金属焊接都有接头出现淬硬冷裂纹倾向,但是通过合理的工艺措施可以避免或减弱焊缝冷裂纹的产生,这些工艺措施无非是正确地选用焊接材料、焊前预热及焊后热处理,甚至包括焊接热输入的控制等。所采取的工艺措施应能使近缝区在温度接近焊件钢材的马氏体点时,促使马氏体组织转变发生,同时,尽量消除熔池中溶解的氢。焊接接头在低于马氏体点后的缓慢冷却,可以促使马氏体组织转变、预热或后热能够形成缓冷条件,并可消除或减少焊接应力。最后焊缝仍然是珠光体组织;而马氏体型高铬钢母材本身就是硬而脆的马氏体组织,同种马氏体型钢的焊接本来焊接性就很差,因此珠光体钢与普通马氏体型高铬钢组合的焊接性,主要取决于马氏体型钢焊接性的要求。
珠光体钢与马氏体型高铬钢组合的焊接性特点如下:
1)焊接冷裂纹。焊接接头在焊接热循环条件下冷却时出现淬硬组织是产生冷裂纹的根源,特别是在氢来不及逸出而聚集的场合。珠光体钢与马氏体型钢热物理性能(线胀系数及热导率)的较大差异,更会使焊接接头出现较大的残余应力,焊件厚度及拘束度越大,残余应力就越明显增大,更促进了焊接接头的冷裂纹倾向。
2)焊接接头脆化。珠光体钢与马氏体型高铬钢组合的焊接接头中,在马氏体型高铬钢母材侧的近缝区,易出现粗大的铁素体和碳化物组织,焊接接头晶粒粗化的基本原因是由于大多数马氏体型高铬钢的化学成分特点,使之处于舍夫勒尔组织图的马氏体-铁素体双相边界上。晶粒粗化使得焊缝金属的塑性降低,脆性增加。特别是在马氏体型钢中含铬量较高、焊件在550℃左右进行焊后热处理时,容易出现回火脆性,当马氏体型高铬钢中w(Cr)≥15%时,如果在350~500℃进行长时间的加热并在缓慢冷却后,也会有脆性现象出现。
(2)焊接工艺要点 为防止珠光体钢与马氏体高铬钢组合熔焊接头产生的脆化和发生冷裂纹缺陷,采取如下工艺措施是必须的:
1)预热。预热温度应按淬硬倾向大的马氏体型高铬钢的要求选择。对于珠光体钢中淬火倾向较大或结构厚度较厚时,预热温度应稍高一些。但为了防止马氏体型高铬钢侧金属的晶粒粗化,预热温度不能太高。因此,预热温度通常选为150~400℃。
2)焊后热处理。因为马氏体型高铬钢一般是在调质状态下进行焊接的,为防止冷裂纹的产生,以及调节焊接接头的力学性能,通常要进行650~700℃的高温回火处理。
3)焊接材料的选用。珠光体钢与马氏体型高铬钢组合的焊接,采用珠光体钢焊接材料(焊条或焊丝)比较合理,焊后焊缝塑性较好,脆性扩散层也较小。为尽量减少扩散层及减少脱碳层中的晶粒长大现象,焊条电弧焊时,应采用在熔敷金属中加入碳化物形成元素的珠光体耐热钢焊条E5503-B1(R202)、E5515-B1(R207)和E5515- B2(R307),而尽量不用J426、J427、J506及J507焊条,当焊件厚度较大或对焊缝塑性要求较高时,则可以用上述三种焊条(R202、R207、R307)中之一的在高铬钢一侧坡口上堆焊过渡层,然后在“过渡层”与珠光体钢间,采用J426、J427、J506或J507进行焊接。由于w(Cr)为12%左右的普通型马氏体高铬不锈钢的淬硬倾向大,焊前必须预热和焊后必须进行消除应力和去氢热处理。表2-56是马氏体型高铬钢与常用珠光体钢组合焊接时所选用的焊条及热处理规范。表2-56中高铬不锈钢指的是普通型马氏体高铬不锈钢。
4)焊接参数。为防止冷裂和焊接接头脆化,应采用热输入小的焊接工艺。焊条电弧焊时采用短弧焊、小电流;MAG焊时采用短路过渡形式。表2-57是珠光体钢与马氏体型高铬不锈钢采用熔化极混合气体保护(MAG)焊时的焊接参数。
表2-56 马氏体型高铬钢与常用珠光体钢组合焊接时所选用的焊条、预热温度和焊后热处理规范
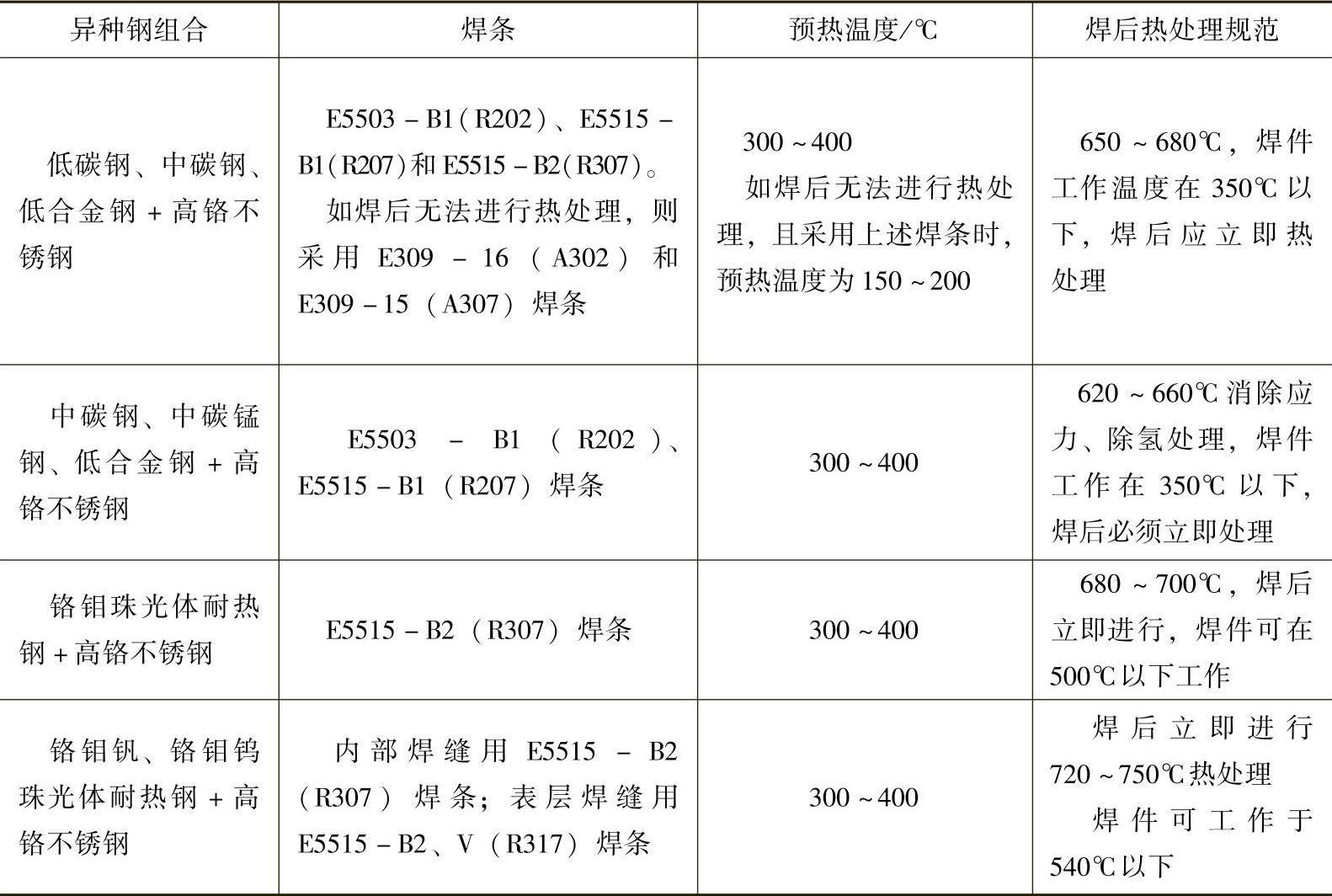
表2-57 珠光体钢与马氏体型高铬不锈钢采用熔化极混合气体保护(MAG)焊时的焊接参数
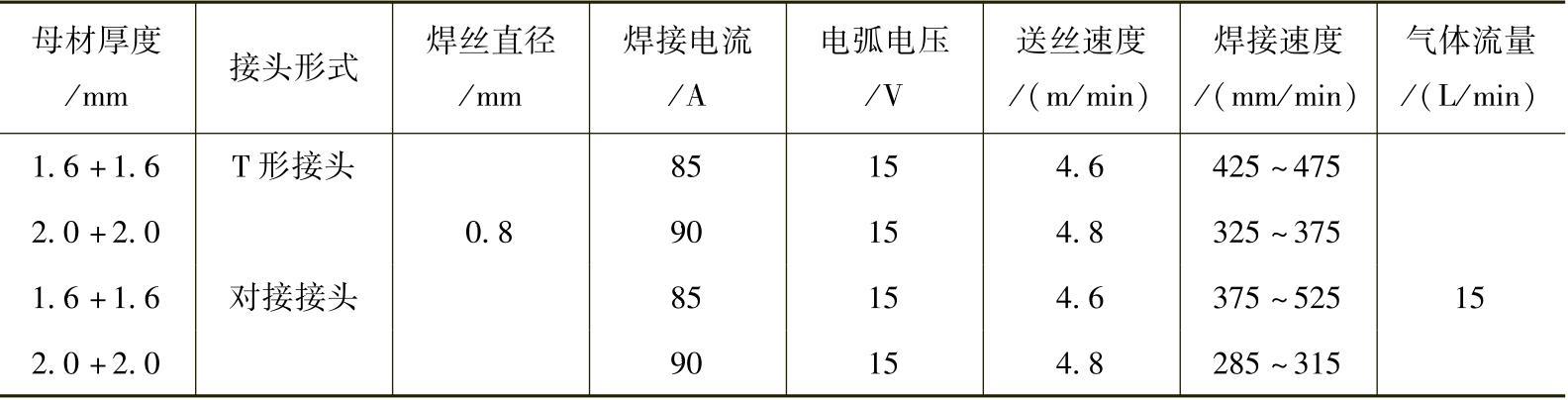
注:1.采用短路过渡形式。
2.混合保护气体成分为:φ(Ar)99%~97%+φ(O2)1%~3%。
2.珠光体钢与铁素体型高铬钢组合的焊接
铁素体型高铬钢与马氏体型高铬钢的区别在于铁素体型高铬钢是低碳高铬钢,而马氏体型高铬钢是高碳高铬钢,此外铁素体钢中w(Cr)在17%~28%之间,则马氏体钢中w(Cr)在12%~17%范围内,比铁素体钢略低,但是都属于高铬不锈钢。
(1)焊接特点 珠光体钢与铁素体型高铬钢组合的焊接性特点,主要取决于铁素体型高铬钢的焊接性要求。存在的主要问题是接头铁素体型高铬钢侧热影响区有较大的粗晶脆化倾向。含铬量越高,高温停留时间越长,接头的脆化倾向越大,冲击韧度越低。同样由于珠光体钢与铁素体型高铬钢热物理性能(线胀系数、导热性能)的差异,大大增加了裂纹发生倾向,图2-17是铁素体型高铬钢室温下含铬量与冲击韧度的关系。
(2)焊接材料的选用及焊前预热焊后热处理 铁素体型高铬钢(铁素体型不锈钢)因为含铬量比(马氏体型不锈钢)马氏体型高铬钢高,因此马氏体高铬钢与珠光体钢组合接头的焊接,可以选用珠光体耐热钢的焊接材料,如R202、R207、R307焊条,但铁素体型高铬钢(与珠光体钢组合)则不可以,否则铁素体型高铬钢的过渡区难免产生冷裂纹,熔合线难免产生热裂纹。
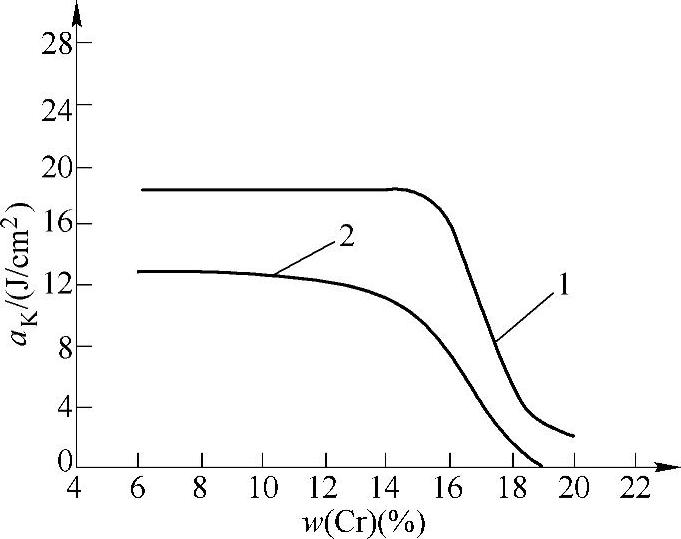
图2-17 铁素体型高铬钢室温下含铬量与冲击韧度的关系
1—w(Cr)=0.08%的铁素体型高铬钢 2—w(Cr)=0.2%的铁素体型高铬不锈钢
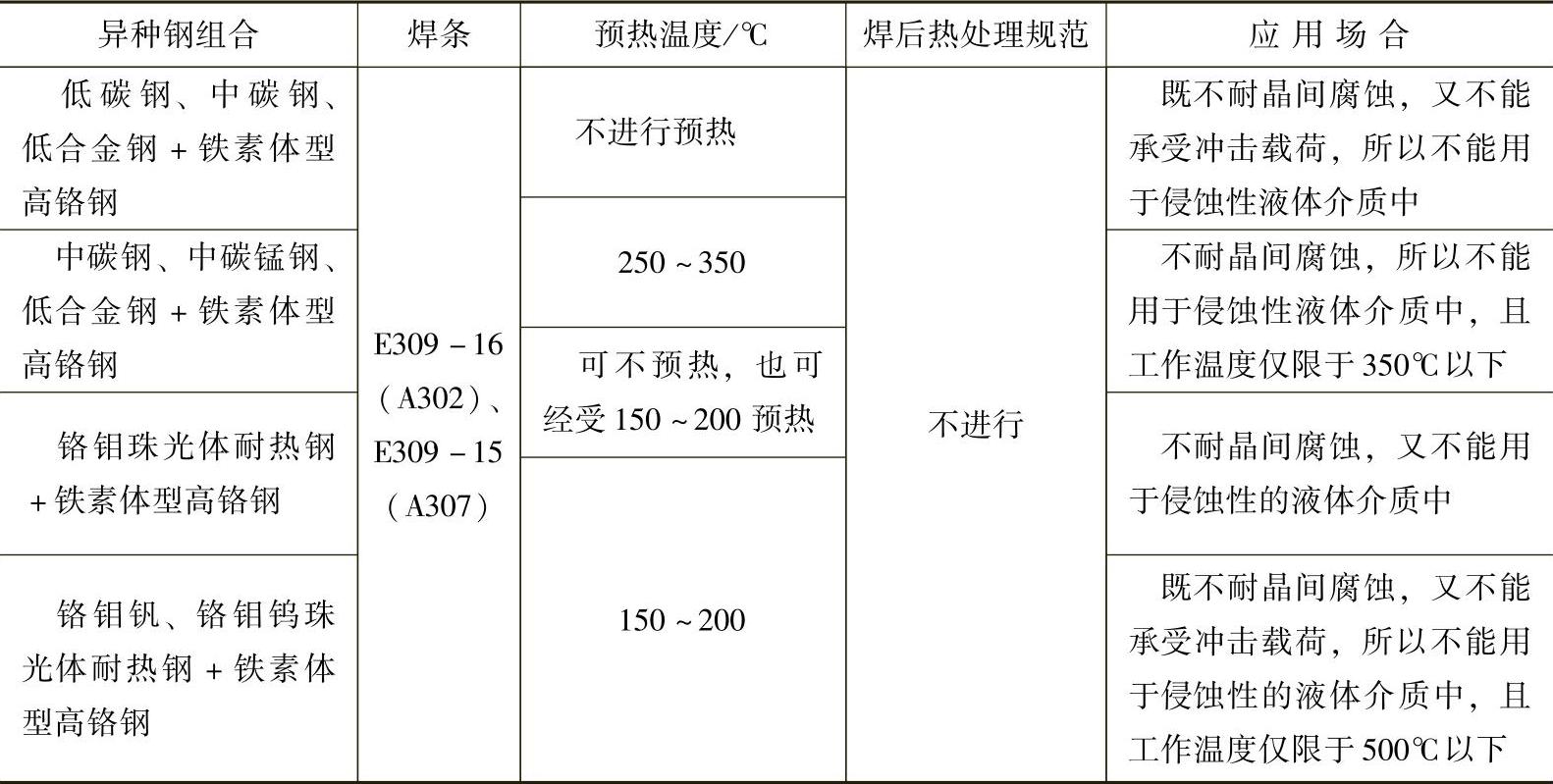
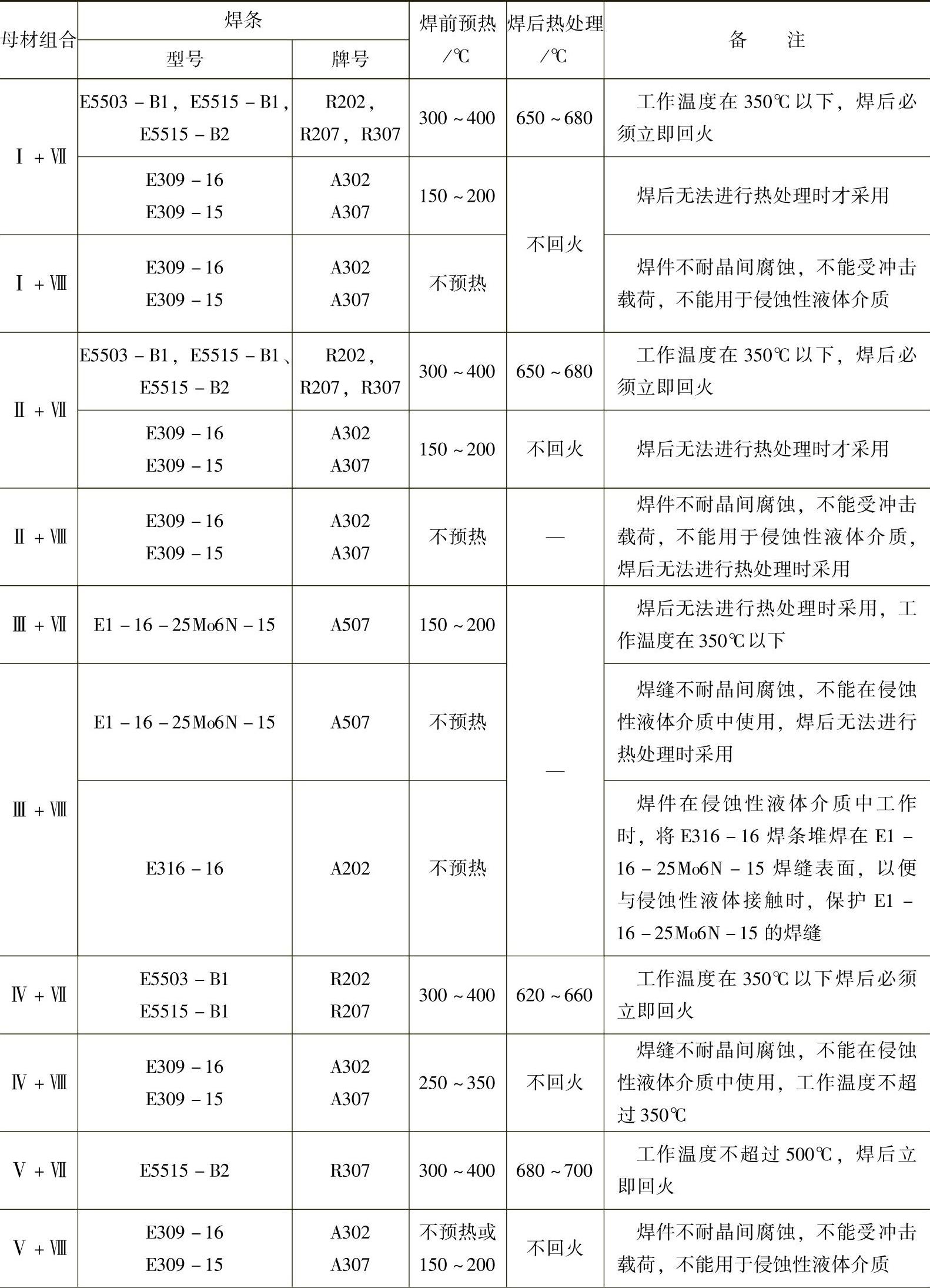
因此,铁素体型高铬钢与珠光体钢组合焊时,建议选用奥氏体型高铬钢的焊接材料,如A302、307及A507焊条或H06Cr23Ni13、H12Cr23Ni3等焊丝。这类组合容易引起晶粒长大,故焊接时切勿过热,宜用较低的热输入、控制层间温度低于100℃。表2-58是铁素体型高铬钢与某些珠光体钢组合焊接时所选用的焊条、预热温度及焊后热处理规范。
表2-58 铁素体型高铬钢与某些珠光体钢组合焊接时所选用的焊条、 预热温度及焊后热处理规范
 (https://www.xing528.com)
(https://www.xing528.com)
当采用奥氏体型高铬钢焊条时(A302、A307、A507),根据应用场合可以预热或不预热,但焊后热处理是无须进行的,尤其在结构无法预热的条件下,采用奥氏体钢焊条是很方便的。无论预热与焊后热处理与否,都是为了防止铁素体钢侧热影响区因过热而晶粒粗化,以及尽量减小脆性过渡区(层)的宽度。
(3)焊接工艺要点
1)珠光体钢与铁素体型高铬钢组合熔焊常用的焊接方法有焊条电弧焊、TIG焊、MIG焊,但切记焊前不需预热、焊后不回火。
2)焊接时采用小电流短弧焊、快速焊,当采用焊条电弧焊时,焊条不要摆动,尽量用较窄的焊道进行焊接。多层焊时,层间温度宜在低于100℃后再焊下一道。
3)珠光体钢与高铬钢组合的焊接材料综合选用方法除了参考有关文献之外,在焊接材料选用方面其他能见到的资料,对高铬钢不分马氏体型钢与铁素体型钢的混装论述。
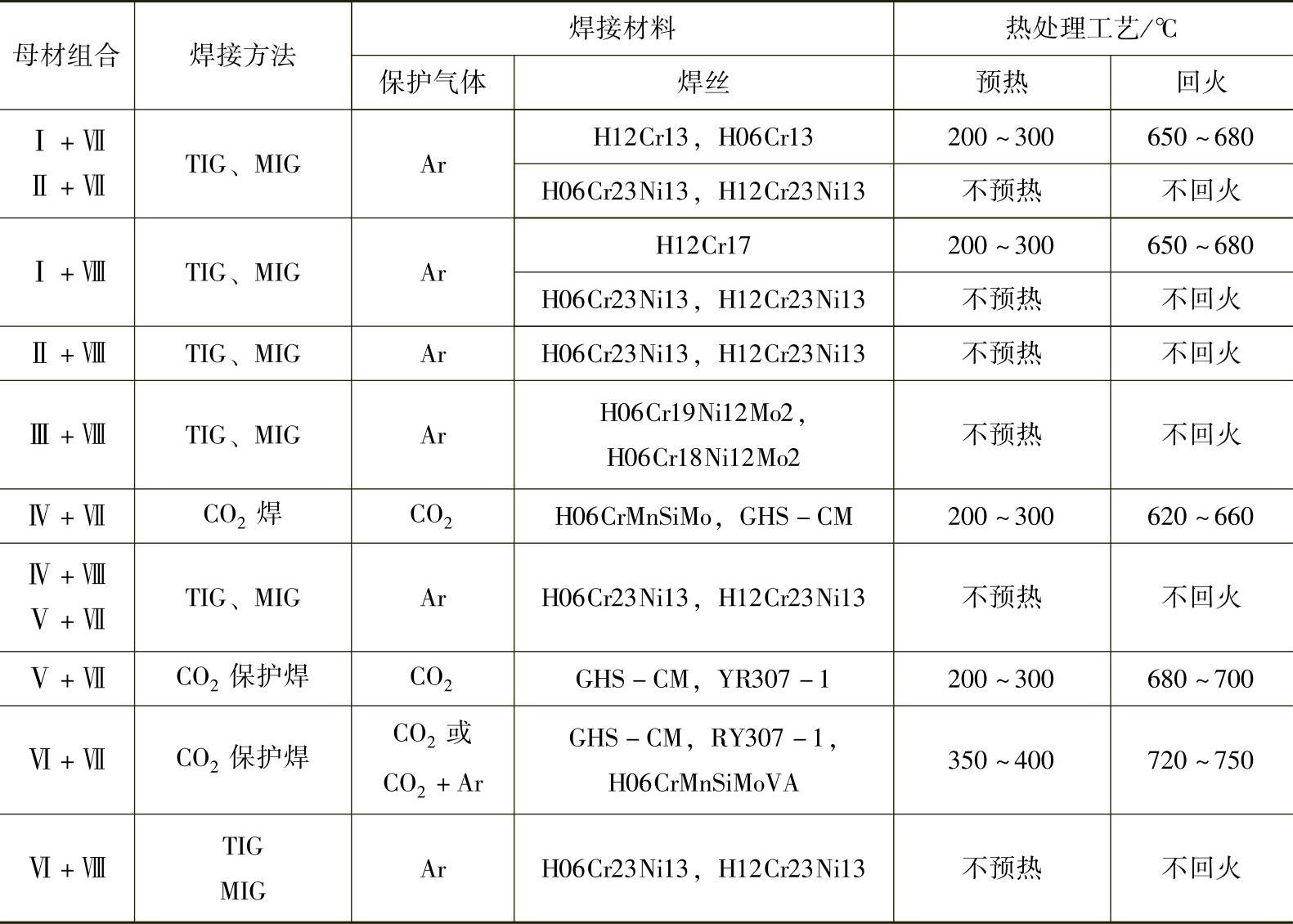
表2-59和表2-60为工程典型实例,两个资料选用表采用表2-1(按金相组织)分类方式进行组合,来表达珠光体钢与高铬钢组合的熔焊焊接材料及预热与焊后热处理工艺。
表中Ⅰ、Ⅱ、Ⅲ、Ⅳ、Ⅴ、Ⅵ类为不同的珠光体钢组合;Ⅶ类为马氏体型高铬不锈钢;Ⅷ为铁素体型耐酸钢、耐热高铬钢;Ⅸ为马氏体中、高铬合金热强钢。
表2-59及表2-60中,凡珠光体钢(Ⅰ~Ⅵ类)与Ⅷ类的组合,都属于珠光体钢与铁素体型高铬钢的组合,其特点是不预热、不回火,以及焊接材料为奥氏体型钢焊条(A字母开头)或高铬镍奥氏体钢焊丝。这与表2-58表达的内容是一致的,除此之外,珠光体钢Ⅰ~Ⅵ类与Ⅶ或Ⅸ类的组合全部是珠光体钢与马氏体型高铬钢的组合,其焊接材料的选用内容(珠光体耐热钢焊条或奥氏体型钢焊条,大多需要预热和热处理),与表2-58内容也是一致的。
表2-61是参考有关文献提供的Q235低碳钢与铁素体型高铬钢组合的不同焊接方法、焊接材料选用及热处理工艺,表2-62是Q235低碳钢与马氏体型高铬钢组合的不同焊接方法、焊接材料选用及热处理工艺。
3.常用珠光体钢(Q235)与通用型铁素体不锈钢(12Cr17Mo)组合的焊接
Q235钢与12Cr17Mo(1Cr17Mo)钢的组合系珠光体钢与铁素体型高铬钢的典型应用组合,12Cr16Mo是1Cr17Mo的改进型铁素体型不锈钢,主要用作汽车外装材料、建筑内饰材料、重油燃烧器部件、家庭用具、家电部件,是典型的通用型铁素体高铬不锈钢。这种组合的焊接在焊接结构无特殊要求条件下,最好避免采用T形接头,尽量采用对接接头。由于铁素体型不锈钢的液态金属流动性比奥氏体型不锈钢差,因此坡口间隙要求比奥氏体型不锈钢与Q235组合的间隙稍大,通常为2.0~2.5mm,如图2-18所示的坡口形状与尺寸,旨在保持能够焊透。

图2-18 碳钢与铁素体型不锈钢焊接接头的坡口尺寸
1—Q235A钢 2—V形坡口 3—12Cr17Mo钢
焊接材料选用高铬钢焊条G302或G307,后者抗裂性更好一些,焊接材料应按组合中焊接性较差的12Cr17Mo钢来选用。表2-63所示的焊接参数,可以获得良好的接头质量。焊接时应采取多层、短弧、小电流的焊接方法。
表2-59 珠光体钢与高铬钢的焊接用的焊条
(续)

表2-60 珠光体钢与高铬钢气体保护焊的焊接材料
为了保证两种母材均匀加热,电弧可略偏向Q235钢一侧,并控制好层间温度低于100℃,焊后缓冷,再进行750~800℃回火处理,以消除焊接残余应力。
对于Q235钢与铁素体型不锈钢的组合,一般焊前不预热,以防止铁素体型不锈钢侧热影响区晶粒粗化而发脆。但对于高含铬量的铁素体型不锈钢的组合,则需要低温预热,一般在100~150℃,这是为了减小和防止脆化过渡层的出现导致裂纹的可能性,因为细化晶粒的钛元素等的存在,所以母材热影响区粗晶脆化的可能性大大下降了。
表2-61 Q235低碳钢与铁素体型高铬钢组合的不同焊接方法、焊接材料、选用及热处理工艺
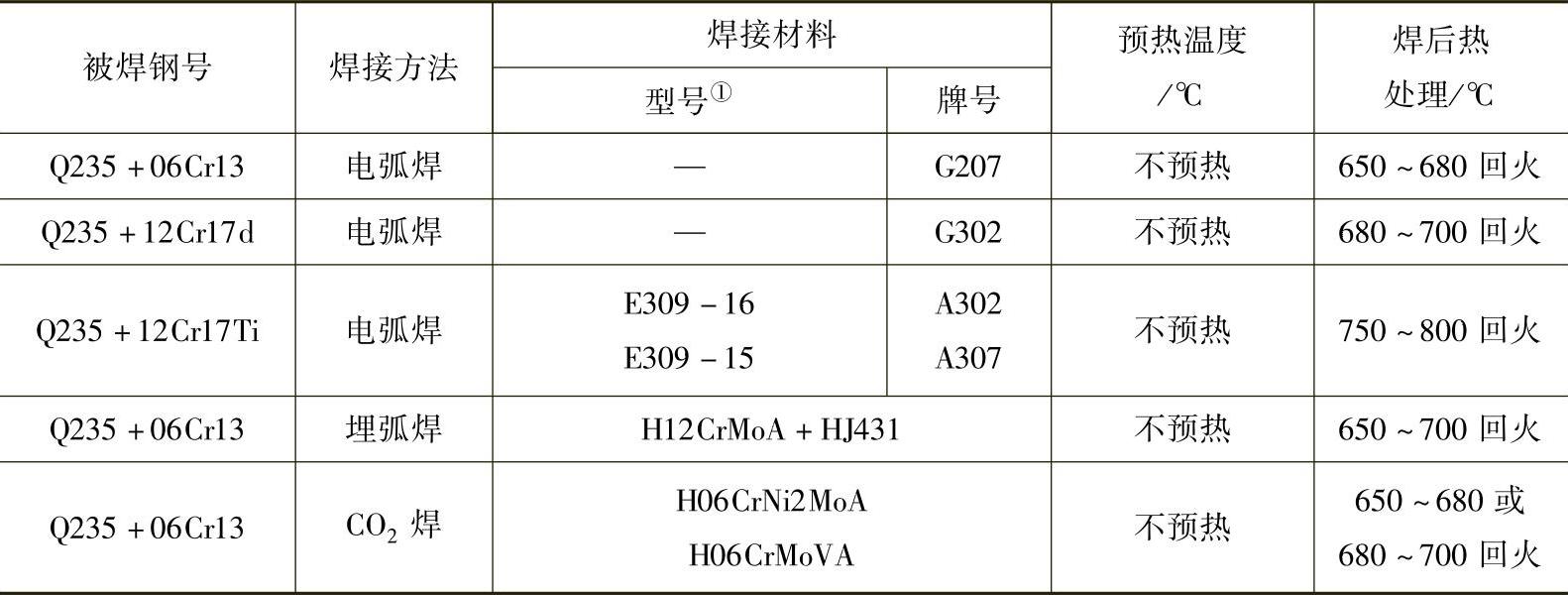
表2-62 Q235低碳钢与马氏体型高铬钢组合的不同焊接方法、焊接材料选用及热处理工艺

①表内焊条型号摘自GB/T983—2012标准型号。
表2-63 Q235低碳钢与12Cr17Mo钢组合焊条电弧焊的焊接参数

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。