



1.焊接性分析
珠光体钢种类繁多,主要包括低碳钢、中碳钢、低中碳低合金钢和某些低合金耐热钢及热强钢。珠光体钢在焊接结构用的金属材料中占据50%以上,用途极为广泛。珠光体钢的焊接性级别跨度很大,从最容易焊接的低碳钢到最难焊接的中碳钢及中碳调质钢或某些耐热钢、热强钢,包罗万象。奥氏体型不锈钢的应用占不锈钢种类的70%以上,其焊接性总体来说属于良好,奥氏体型不锈钢也是种类繁多,它追求的不是力学性能(如同珠光体钢一样),而是其耐蚀、耐酸、耐热及耐低温等性能。除了耐热钢中的热强钢外,力学性能中的强度并不高,但塑性、韧性很好。合金元素Cr、Ni及C的含量及Cr、Ni的比例当然还有其他微量添加元素,这些元素共同决定了奥氏体型不锈钢的抗拒环境温度及介质的各种破坏能力,因此奥氏体型不锈钢同种金属焊接时,填充金属的选择是按“等化学成分原则”,而不是如珠光体同种金属焊接时的“等强度原则”或“低强度匹配原则”。
珠光体钢与奥氏体型不锈钢物理性能的差距主要在于线胀系数,奥氏体型不锈钢是黑色金属中线胀系数最大的钢种,珠光体钢中没有任何钢种的线胀系数能够接近或超过奥氏体型不锈钢的。线胀系数大,意味着焊接过程中产生的拉应力大,这是产生裂纹(热裂纹和冷裂纹)的原因之一。即使是珠光体钢中焊接性最好的低碳钢和奥氏体型不锈钢中焊接性最好的0Cr18Ni9(应该是2007年新标准中的06Cr19Ni10)或超级奥氏体不锈钢进行组合熔焊,其结果变得很复杂,这可能是由于焊接性最不好或焊接性良好。关键是选用何种焊接材料及选择何种焊接方法和工艺措施。
珠光体钢与奥氏体型不锈钢组合接头熔焊时,有如下焊接特征:
(1)焊缝金属因稀释而出现马氏体组织 珠光体钢和奥氏体型不锈钢组合的熔焊,不允许选用珠光体类焊接材料,该组合接头既不追求高强度、低塑韧性,也不追求有较好的抗拒环境温度和介质破坏的能力,只追求没有使接头失效的裂纹和脆化等焊接缺陷,基本满足最低使用要求是第一位的。
奥氏体型不锈钢是高合金钢,珠光体钢是低合金或无合金元素的碳钢,如果采用珠光体类焊接材料,则焊缝金属被奥氏体型钢一侧的母材熔化稀释,会成为舍夫勒尔不锈钢组合图(图2-1)中低合金钢。无论高、中、低合金元素主要都是Ni和Cr,由舍夫勒尔组织图可知,焊缝金属Ni、Cr的被稀释工作点会落在图中东南角的M区(马氏体区),在焊接接头不均衡的拉应力条件下,焊缝会产生脆性层导致冷裂纹发生是无疑的。
因此,选用奥氏体类的焊接材料,尽量减小焊缝被珠光体侧母材金属的稀释,使焊缝获得奥氏体组织或奥氏体-铁素体双相组织,则塑性、韧性较好而不会产生冷裂纹,应该是最合理的选择原则。奥氏体类焊接材料(以焊条为例)牌号种类极多,如果采用焊条电弧焊方法,选用奥氏体类焊接材料时还应注意如下情况:如选用18-8型焊接材料,虽然能提高熔合区的塑性,但不能提高其抗裂性;若选用25-20型焊接材料,则可能因为单相奥氏体组织,易出现热裂纹;因此最好选用含Ni、Cr量比较高的25-13型或15-25型焊接材料,或者直接选用镍基焊条,但成本要高得多。
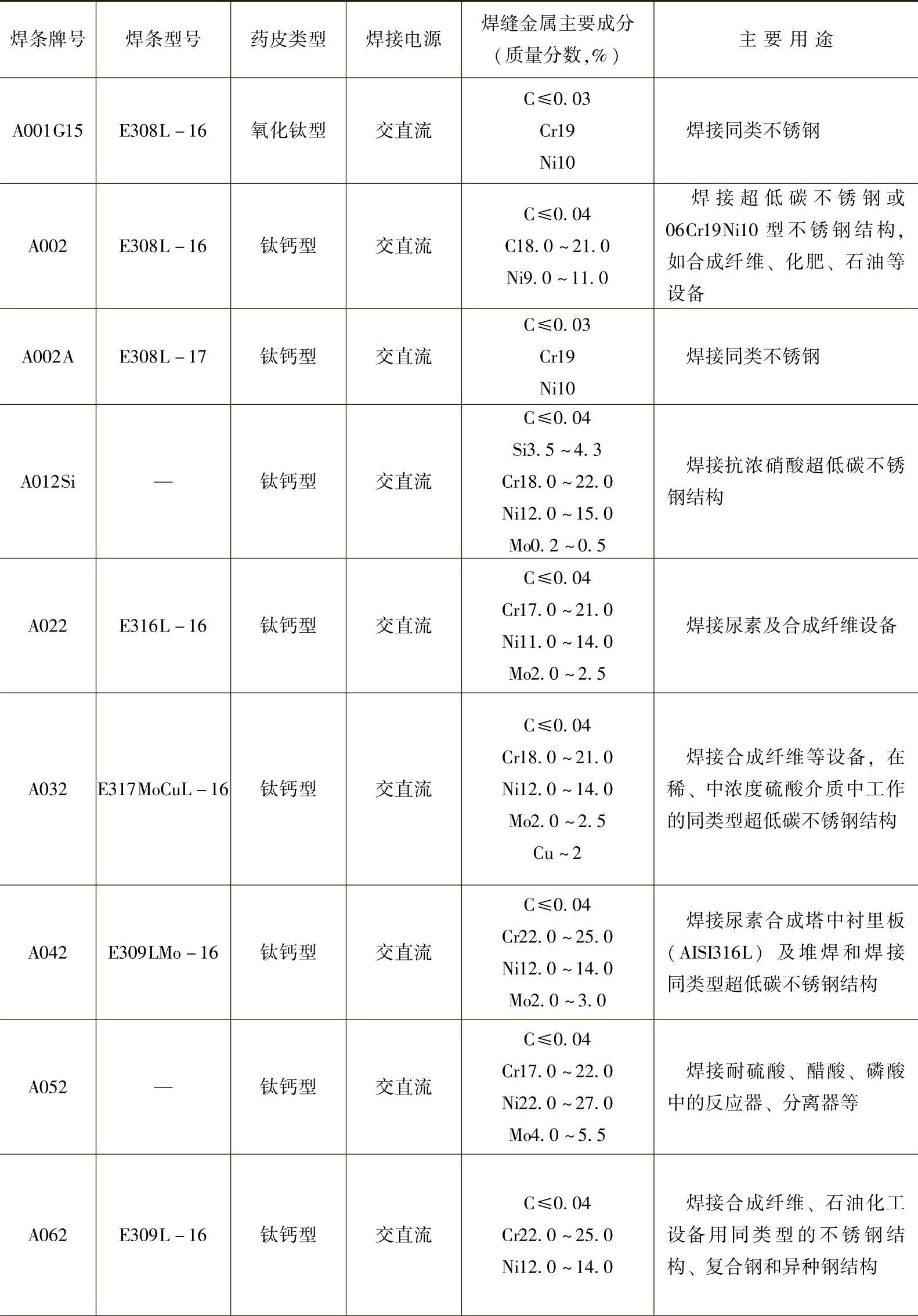
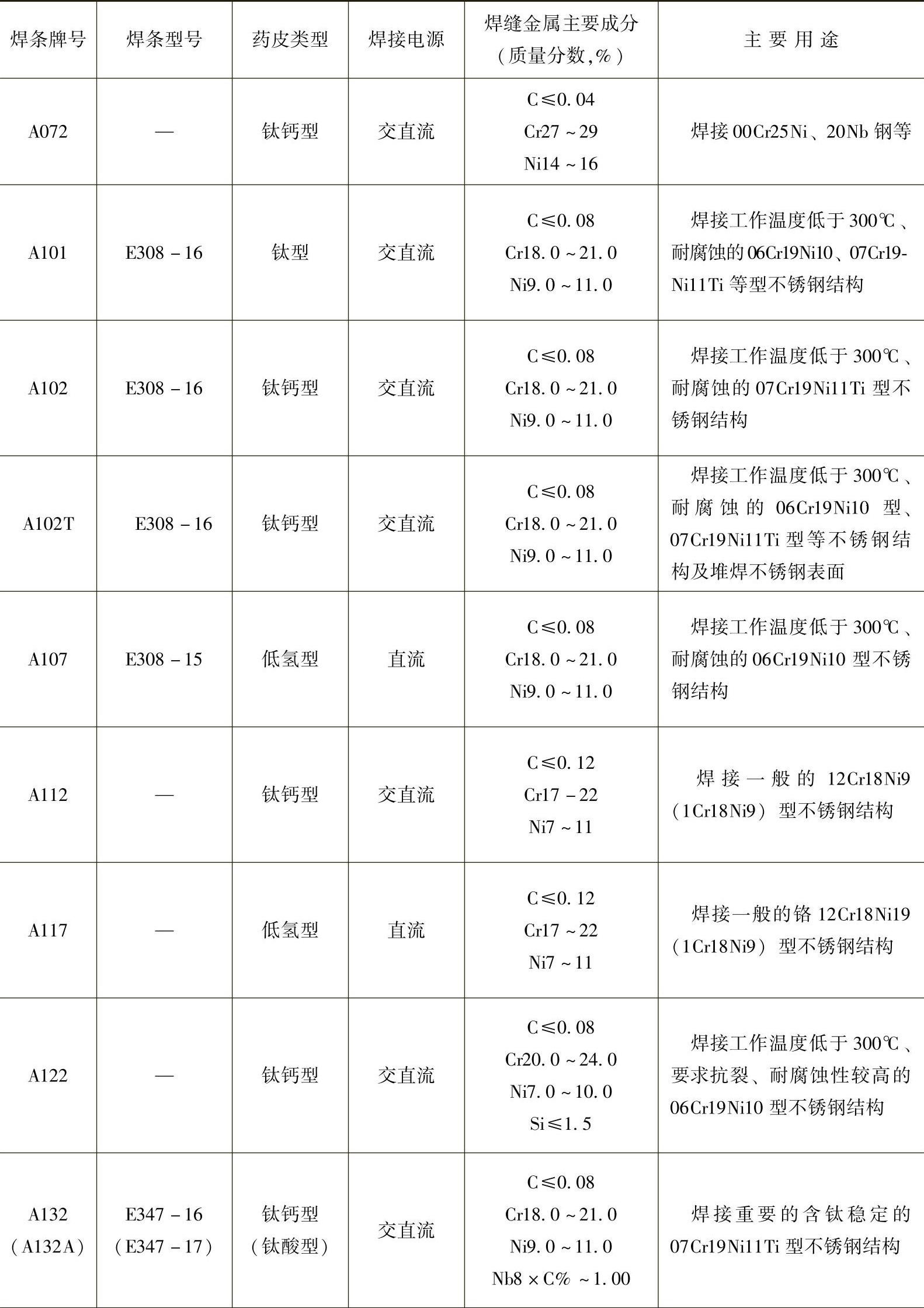
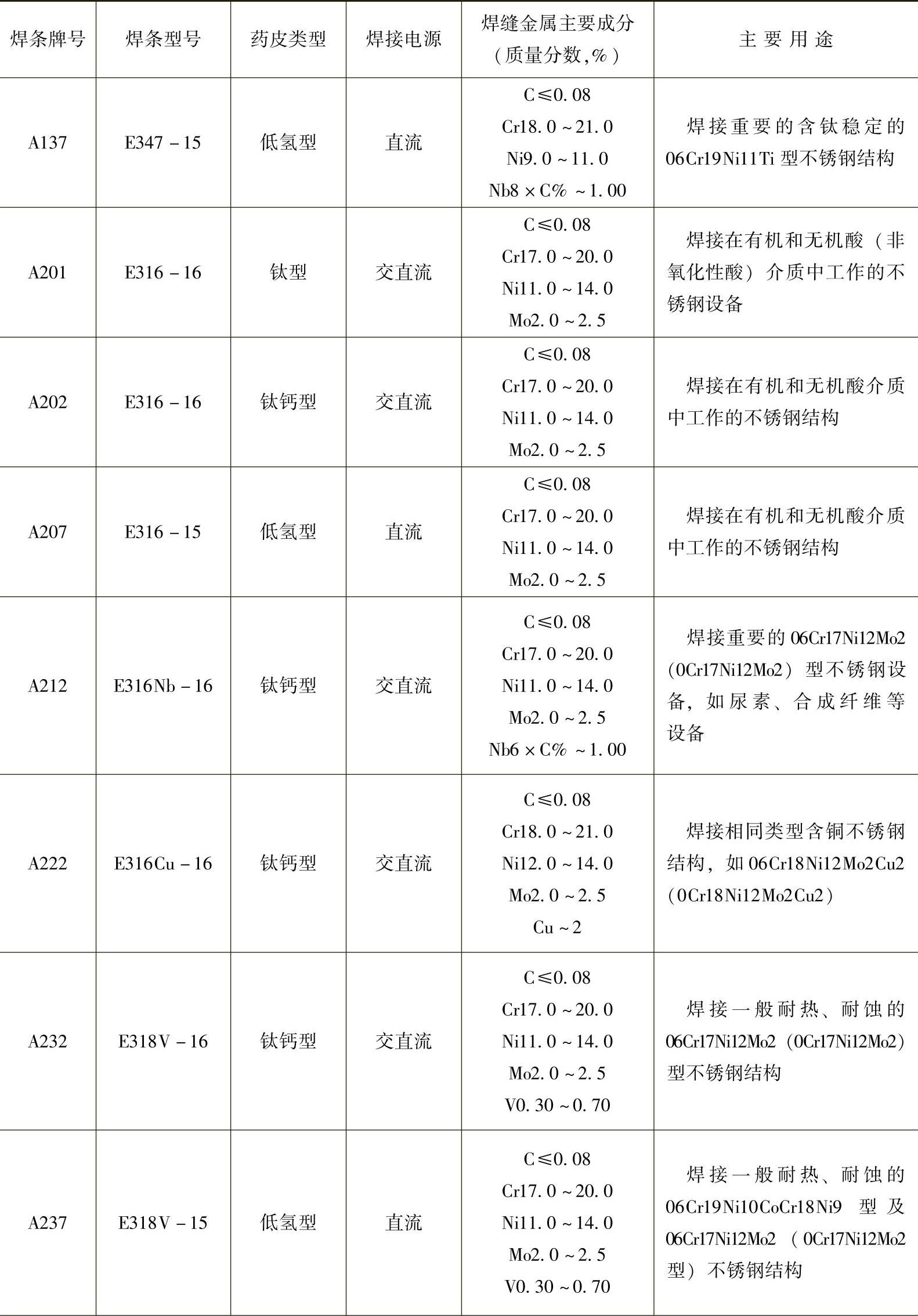
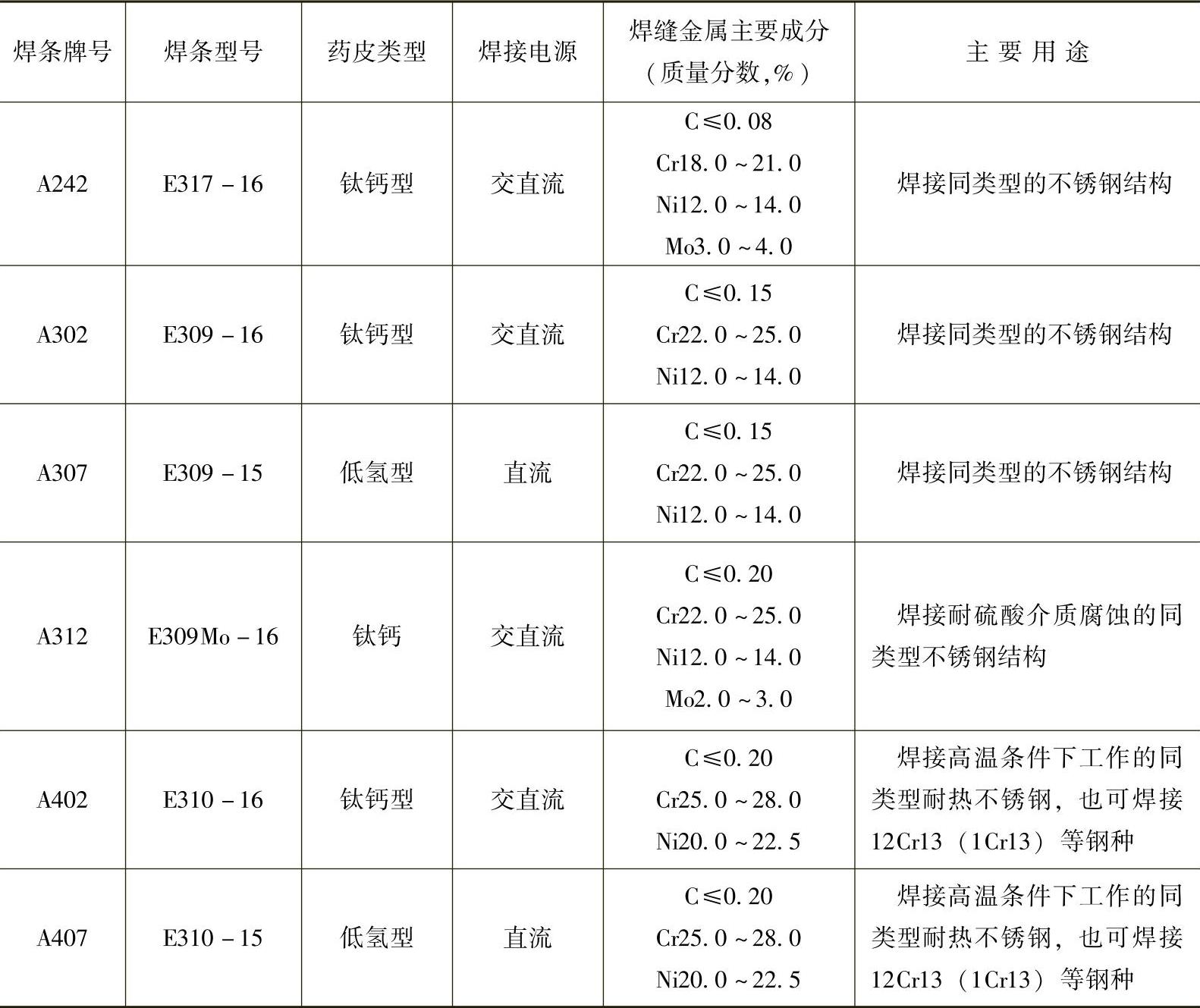
表2-49是奥氏体型不锈钢焊条,即铬镍不锈钢焊条简明表,该表给出了焊条金属主要成分的含量(质量分数%),这里实际上是指堆焊时熔敷金属的主要成分,未考虑异种金属焊接时被稀释因素。但仍可以作为珠光体钢与奥氏体型不锈钢组合的焊接选用焊条牌号的主要依据。此外,异种珠光体钢组合焊接及其他异种钢组合焊接采用“低强度匹配”原则时,也往往采用奥氏体类焊条,所以该表中所列焊条牌号,也成为其他场合焊条牌号的选择依据。
在采用奥氏体类焊接材料焊接珠光体钢与奥氏体型不锈钢组合接头时,为了避免焊缝金属被严重稀释而可能在焊缝中出现马氏体组织,可根据熔合比,计算出焊缝金属的铬当量和镍当量,然后根据图2-1所示的舍夫勒尔组织图,估算出焊缝的组织状态。例如,奥氏体型不锈钢和低碳钢焊接,当稀释率小于13%时,焊缝金属可保持奥氏体-铁素体双相组织;当溶入的低碳钢母材超过20%时,焊缝金属为奥氏体-马氏体双相组织,所以焊接时,最好采用铬镍含量高的焊条,如A302、A307等。由Q235钢与12Cr18Ni9钢组合焊接的舍夫勒尔焊接组织图可知,焊接材料和焊接工艺不合适时,必然会在焊缝中出现马氏体组织。这里所说焊接工艺,是指焊接方法、坡口形式及焊接参数。有时,有些资料将焊接材料作为焊接工艺的内容也不无道理。
表2-49 铬镍不锈钢焊条的简明表(摘自GB/T983—2012)
(续)
(续)
(续)
(2)珠光体钢侧熔合区的脆性过渡层 珠光体钢(碳钢)与奥氏体型不锈钢组合的焊接,不仅仅是珠光体钢母材熔化对奥氏体焊接材料形成的奥氏体焊缝金属的稀释带来的冷裂纹问题。即使采用了高铬、镍焊接材料,甚至镍基合金焊接材料也不一定能全部解决珠光体与奥氏体型不锈钢组合接头的质量问题。因为在接头的三个区域(焊缝区、过渡区及珠光体侧母材与焊缝界面区)中,只解决了焊接区不发生冷裂纹的可能。过渡区是珠光体侧熔合线向焊缝延伸0.2~0.6mm宽的区域,称做过渡区或过渡层,在这个范围内,熔池的搅拌阻力相对比较大,合金元素Cr和Ni的含量低于焊缝区平均浓度,被珠光体侧母材稀释严重,呈现出低合金现象,从图2-1舍夫勒尔图中明显地会出现马氏体组织,虽然这些马氏体组织很窄,但为马氏体脆性层或脆性过渡层,图2-7是奥氏体焊缝金属中含镍量对脆性层宽度的影响。
图2-7中3区x1、x2、x3分别为三种不同含镍量焊缝金属中的脆性过渡层(区)的宽度。由图2-7可知,选用奥氏体化能力很强的焊接材料,尤其是选用镍基合金材料可以减小脆性层的宽度。提高含镍量,还有利于防止熔合线珠光体钢与奥氏体钢焊缝金属界面附近因扩散而发生的碳元素迁移。图2-8是碳钢一侧奥氏体焊缝中的过渡区示意图。
图2-8b是珠光体钢(碳钢)一侧奥氏体焊缝中脆性过渡层中合金元素(Ni、Cr)因过度被稀释,以及因焊缝搅线阻力引起的变化。图2-8中曲线平直段是焊缝区珠光体溶入比例及合金元素(Ni、Cr)含量变化的稳定区段。所谓熔池搅拌是指电弧电磁力的作用,使液态熔池金属的对流作用,越接近熔池边缘,阻力越大。虽然焊缝金属的化学成分可以根据填充金属及母材成分和熔合比按舍夫勒尔组织图的铬当量公式、镍当量公式进行计算,但给出的是焊缝中间部分的平均值;虽然焊缝组织可以根据组织图进行预测,但预测的仍然是焊缝中间部位的组织。

图2-7 奥氏体焊缝金属中含镍量对脆性层宽度影响示意图
1—珠光体母材 2—奥氏体焊缝 3—过渡区
实际上,焊缝中间部位与焊缝边缘的化学成分有很大的差别。熔池边缘靠近固态母材处,液态金属的温度较低,流动性差,液态停留时间较短,受到机械搅拌作用比较弱,是一个滞留层。该处熔化的母材与填充金属不能充分地混合,而且越靠近熔合线,母材成分所占的比例越大,如图2-8a所示。
奥氏体型不锈钢与珠光体钢组合的焊缝中,Cr、Ni元素向熔化的母材中扩散,以及母材中碳元素由于受到Cr的亲和作用向焊缝中扩散,最终形成一个合金元素浓度梯度。20钢与06Cr25Ni20(0Cr25Ni20)(A402)熔合区附近合金元素的成分分布如图2-9所示。

图2-8 碳钢一侧奥氏体焊缝中的过渡区示意图
a)过渡区母材熔入比例 b)过渡区合金元素(Cr、Ni)含量的变化
由图2-9可知,因焊缝中的Cr、Ni含量较高,达到了舍夫勒尔(Schaffler)焊缝组织图中单相奥氏体要求的含量,形成奥氏体组织。熔合过渡区中的Cr、Ni含量不足以形成单相奥氏体,快速冷却时可能形成脆性马氏体组织。珠光体耐热钢Cr5Mo钢与奥氏体型钢耐热钢06Cr23Ni13(0Cr23Ni13)(A302)熔合区附近合金元素的成分分布如图2-10所示。这种合金元素浓度的变化必然引起组织变化,形成一个称为熔合区的过渡区。该过渡区虽然很窄,但对焊接接头的力学性能有重要的影响。
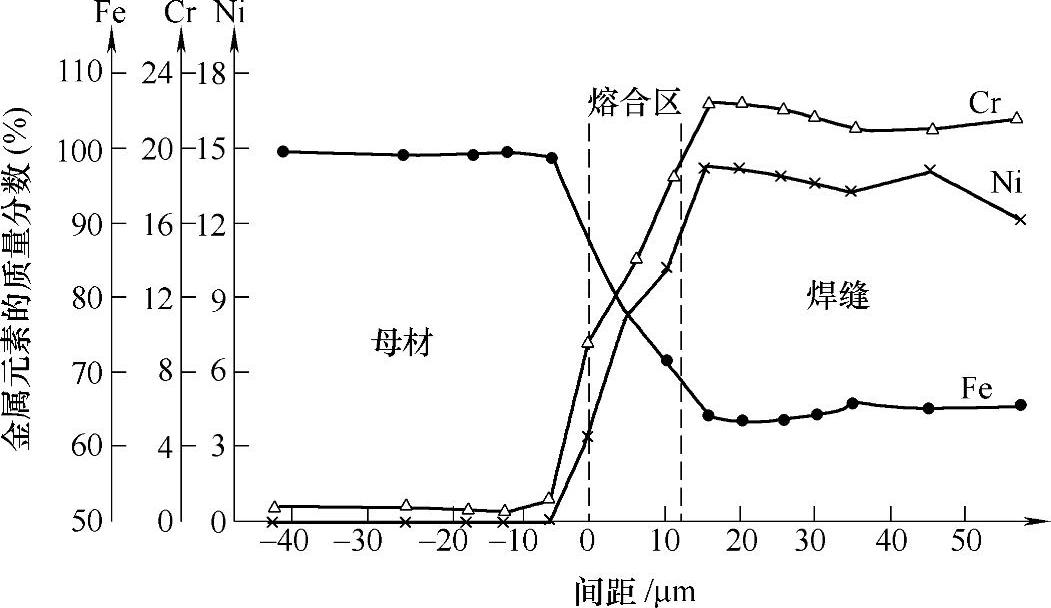
图2-9 20钢与06Cr25Ni20(A402)熔合区附近合金元素的成分分布
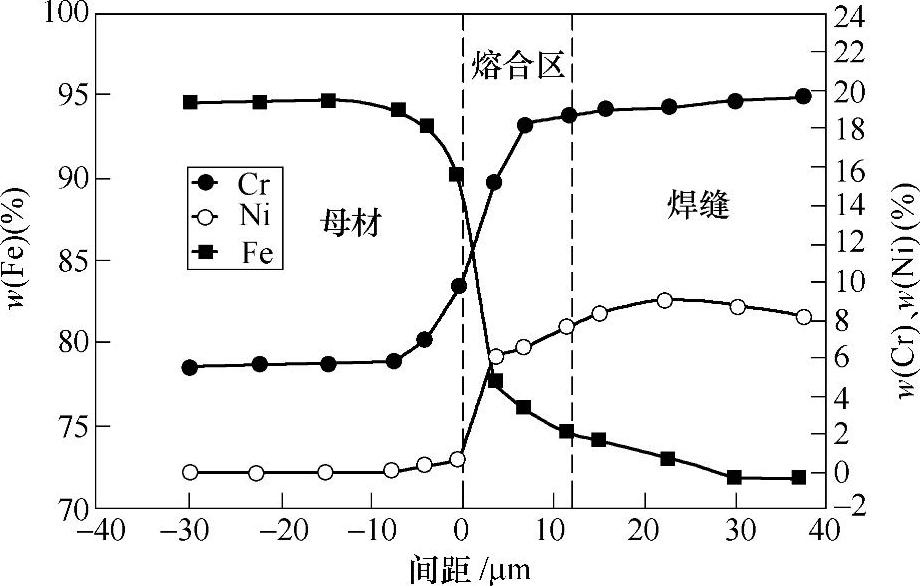
图2-10 Cr5Mo钢与06Cr23Ni13(A302)熔合区附近合金元素的成分分布
注意图2-9、图2-10与某些图的比较,规律是一致的,只是图2-9、图2-10是个完整的接头,而且将过渡区标作熔合区,因资料来源不同,熔合区与过渡区本是同一个区域。
(3)珠光体钢侧熔合线界面附近的增碳与脱碳 焊接接头中珠光体一侧母材与熔池交界面附近是碳元素的迁移区。在焊接加热过程中,在热处理加热过程或接头长期处于高温使用状态时,由于珠光体钢含碳量高,而且合金元素较少,而奥氏体钢却正好相反,因此,在该界面两侧造成了碳的活度差,而产生反应扩散成为碳元素迁移的动力。碳元素迁移的结果在珠光体侧形成脱碳层发生软化,在奥氏体钢一侧(焊缝金属)形成增碳层而硬化。由于两侧因软化和硬化而力学性能悬殊,在接头受力时该处可能引起应力集中,降低接头的承载能力,如果接头在高温450℃以上长期工作,会导致接头提前失效。
图2-11显示的是珠光体低合金耐热钢10CrMo910(2.25Cr-1Mo),与奥氏体型高合金耐热钢18-9CrNiNb采用Cr22Ni18Mn焊条焊接接头中C、Cr的含量,热处理前后的变化,系用显微探针测得的结果。由图2-11可见,热处理后,焊缝金属熔合区的最高w(C)可高达0.97%,虽然这一区域很窄,但足以使接头的高温持久性能下降。
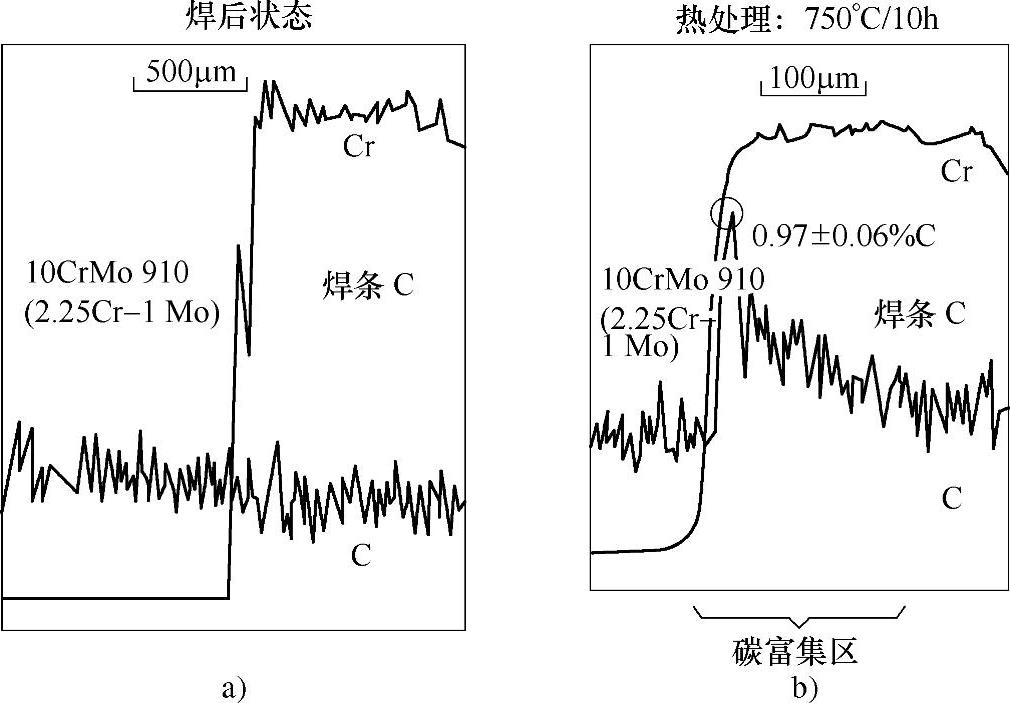
图2-11 10CrMo910与18-9CrNiNb铬镍奥氏体钢异种钢接头热处理前后熔合区C、Cr含量的变化
a)热处理前 b)750℃/10h热处理后(https://www.xing528.com)
对于异种耐热钢焊接接头中碳的迁移,只能在焊接材料(填充金属)的选用上采取措施,以便避免或减弱高温工作条件下碳迁移带来的危害。如果工作温度低于400℃以下,可以选用06Cr23Ni13或06Cr25Ni20(Cr25Ni20)高铬镍奥氏体焊条;如果工作温度高于400℃,应选用镍基合金焊接材料,如因康涅82型焊条,长期运行试验证明,镍基合金焊缝可以有效地遏制碳的扩散,且其线胀系数接近奥氏体钢,能大大降低热应力,并延长接头的使用寿命。
(4)无法通过热处理消除的接头残余应力 接头残余应力有两种:其一是因焊接局部加热冷却在拘束度足够大时产生的残余拉应力;其二是异种金属组合因两种母材线胀系数及导热能力相差较大引起的残余应力。第一种经常发生在同种金属焊接过程中,可以通过焊接热处理消除之;而第二种只能发生在异种金属组合的焊接接头中,是无法通过传统热处理方法消除这种残余应力。珠光体钢与奥氏体钢间线胀系数之比为14∶17,熔合线附近产生的比较大的残余应力。图2-12是一种异种钢组合接头焊后残余应力示意图。熔合线左侧是06Cr25Ni20(0Cr25Ni20)型焊缝金属,右侧是珠光体耐热钢20Cr3MoWV母材。
2.熔焊工艺
熔焊采取工艺措施解决上述4个焊接问题,只能从焊接方法及其工艺措施上着手,包括焊接方法选用,焊接热输入及冷却速度的控制,以及必要的堆焊过渡层技术。
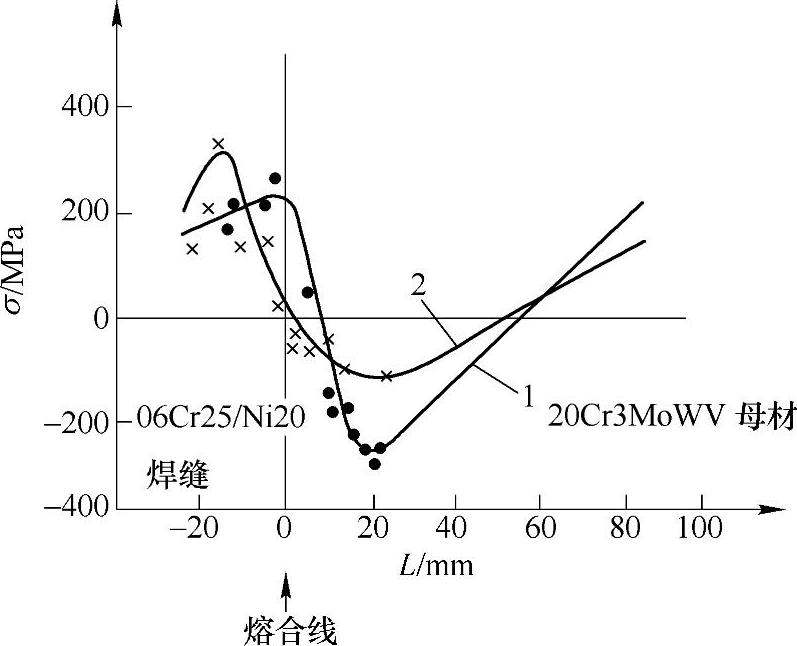
图2-12 异种钢焊接接头的残余应力
1—焊态 2—700℃、2h回火后
(1)焊接方法的选用 适合于奥氏体型不锈钢同种金属组合或异种奥氏体型不锈钢组合接头的熔焊方法中(见表2-50),除了微束等离子弧焊及气焊方法外,都适用于珠光体钢与奥氏体型不锈钢组合接头的焊接。但从避免奥氏体焊缝被珠光体母材稀释导致出现低合金钢焊缝金属而产生的冷裂纹的发生,首先考虑各种熔焊方法,特别是常用电弧焊方法对母材熔合比的影响,希望选择能获得熔合比小的焊接方法。
表2-50 常用奥氏体型不锈钢的熔焊方法及其适用性
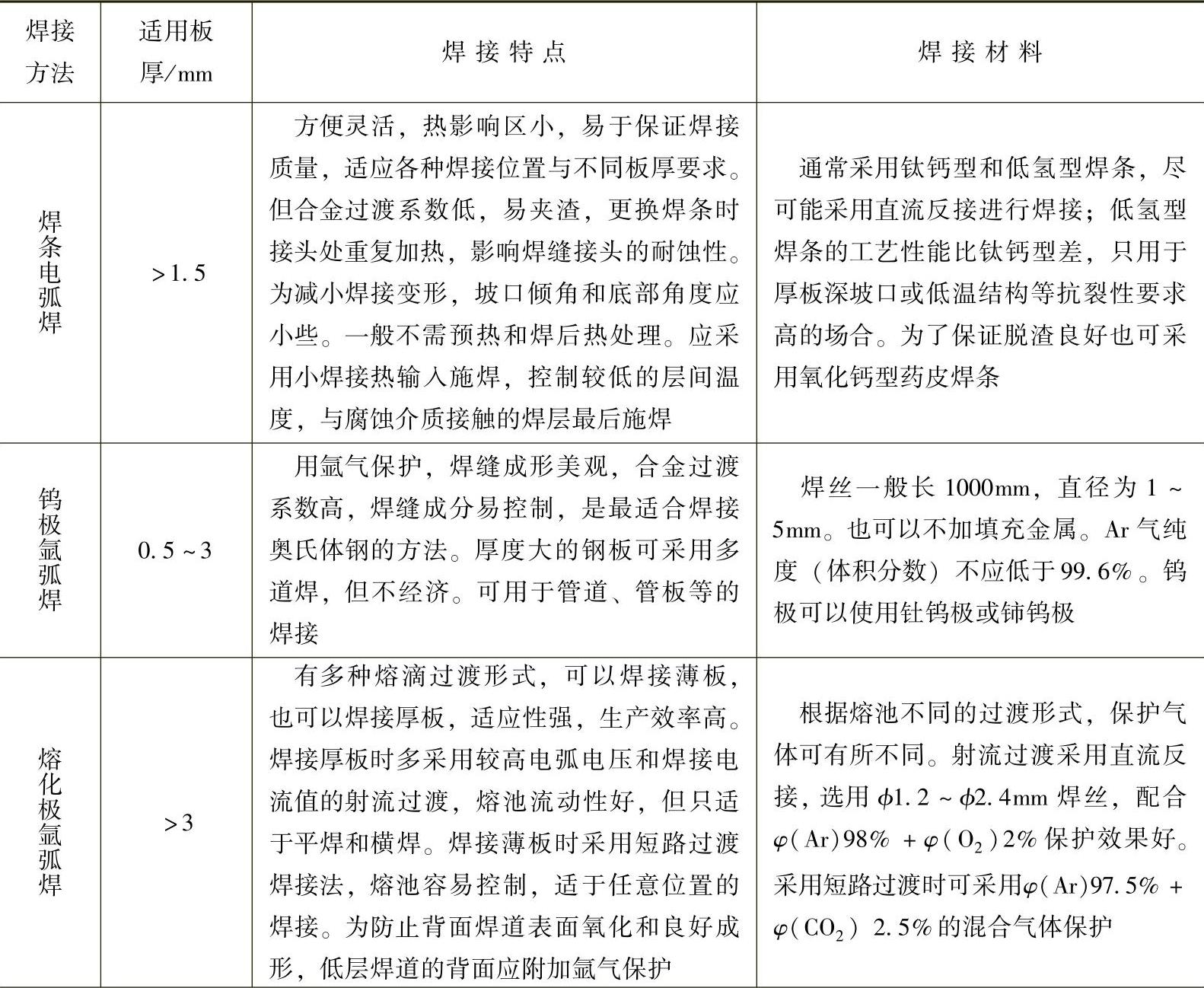
(续)
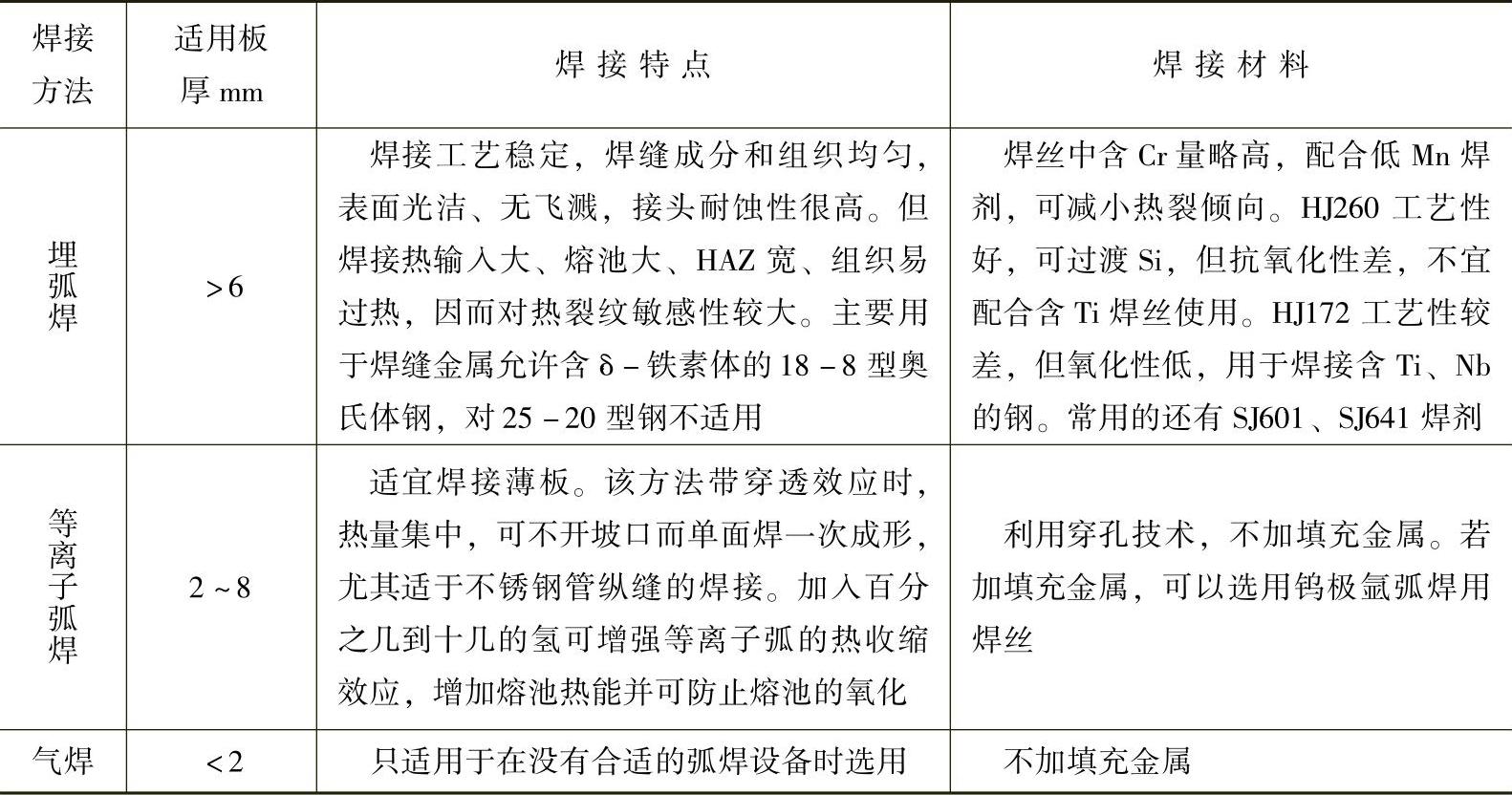
虽然TIG焊、带极埋弧焊、酸性焊条电弧焊的熔合比范围最窄,熔合比下限最小;碱性焊条电弧焊、MIG/MAG焊次之,埋弧焊比较特殊,可以在较大范围调节熔合比,但调节不太灵活。因此,奥氏体型不锈钢同种金属组合或异种奥氏体型不锈钢组合最常用的焊接方法仍然是焊条电弧焊、TIG焊及MIG焊,只有在长直焊缝或大圆焊缝且要求缓冷的条件下采用埋弧焊是合适的,如珠光体钢与奥氏体钢的组合焊接中,为了避免或减小接头残余应力,以及减小过渡层的宽度,采用埋弧焊较为适宜,但不能采用大的焊接电流,因为焊接电流越大,熔合比越大。
当Q235低碳钢与12Cr18Ni9奥氏体型不锈钢进行焊条电弧焊时,采用如图2-13所示的接头形式。两种母材熔合比均为20%,母材总熔合比为40%。Q235低碳钢与12Cr18Ni9不锈钢焊接的舍夫勒尔焊接组织图如图2-14所示。
Q235低碳钢与12Cr18Ni9不锈钢及几种奥氏体型不锈钢焊条的铬、镍含量见表2-51。
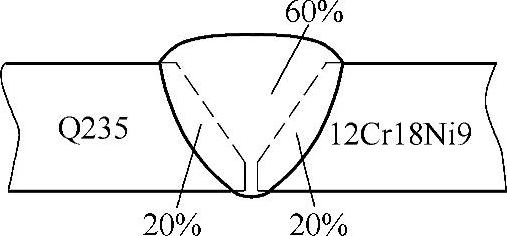
图2-13 Q235低碳钢与12Cr18Ni9奥氏体型不锈钢的接头形式
图2-14中,成分点a为12Cr18Ni9钢,b点为Q235低碳钢,c点为A102焊条(06Cr18Ni12)工作点。作a-b连线,取a-b连线中点f作为中点,然后将f-c线按熔合比找出30%~40%的线段g-h,此线段处于A+M组织区。由此可见,Q235低碳钢与12Cr18Ni9焊接时,不能采用A102焊条(06Cr18Ni12)进行焊接。
采用A307焊条(06Cr23Ni13)时,为d点,在f-d连线上的熔合比30%~40%为i-j线段,此线段为φ(A)95%+φ(F)5%组织,此种焊缝为奥氏体+铁素体双相组织,抗裂性较好,是常用的一种焊缝合金成分。
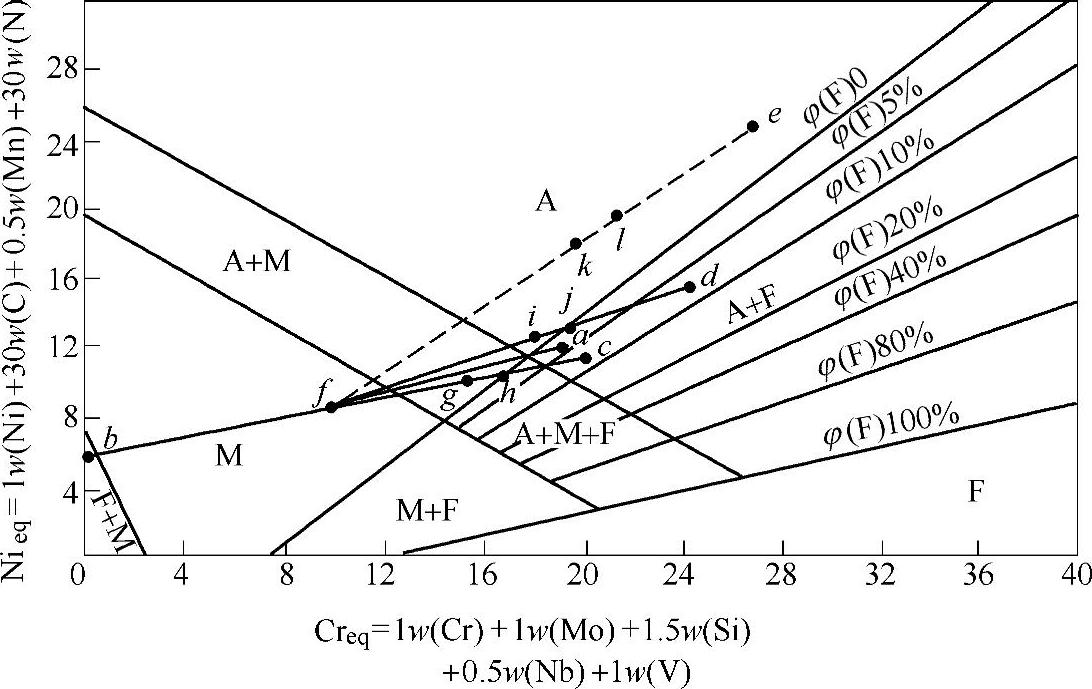
图2-14 Q235低碳钢与12Cr18Ni9不锈钢焊接的舍夫勒尔焊接组织图
表2-51 Q235低碳钢与12Cr18Ni9不锈钢及几种奥氏体型不锈钢焊条中的铬、镍含量
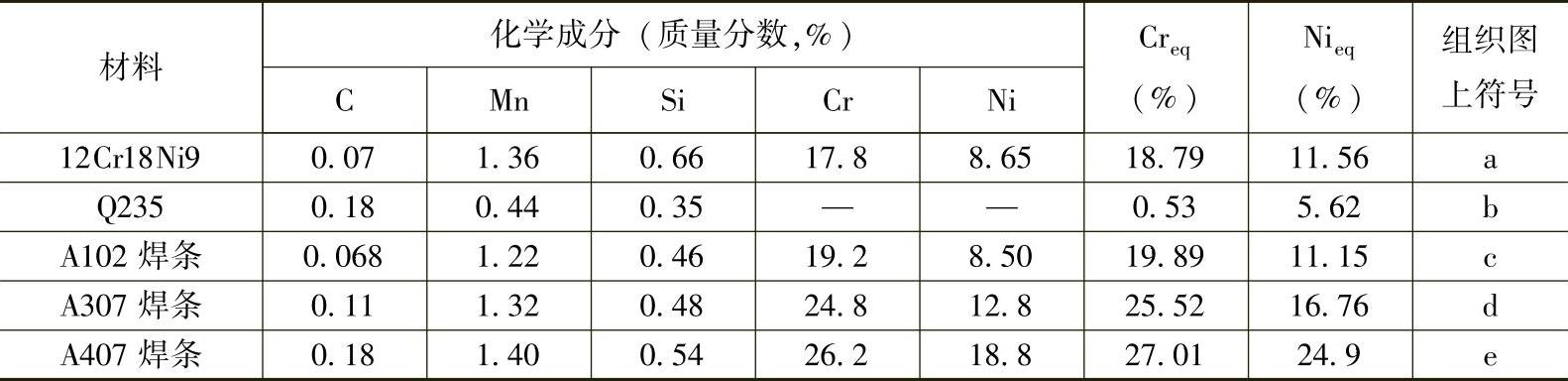
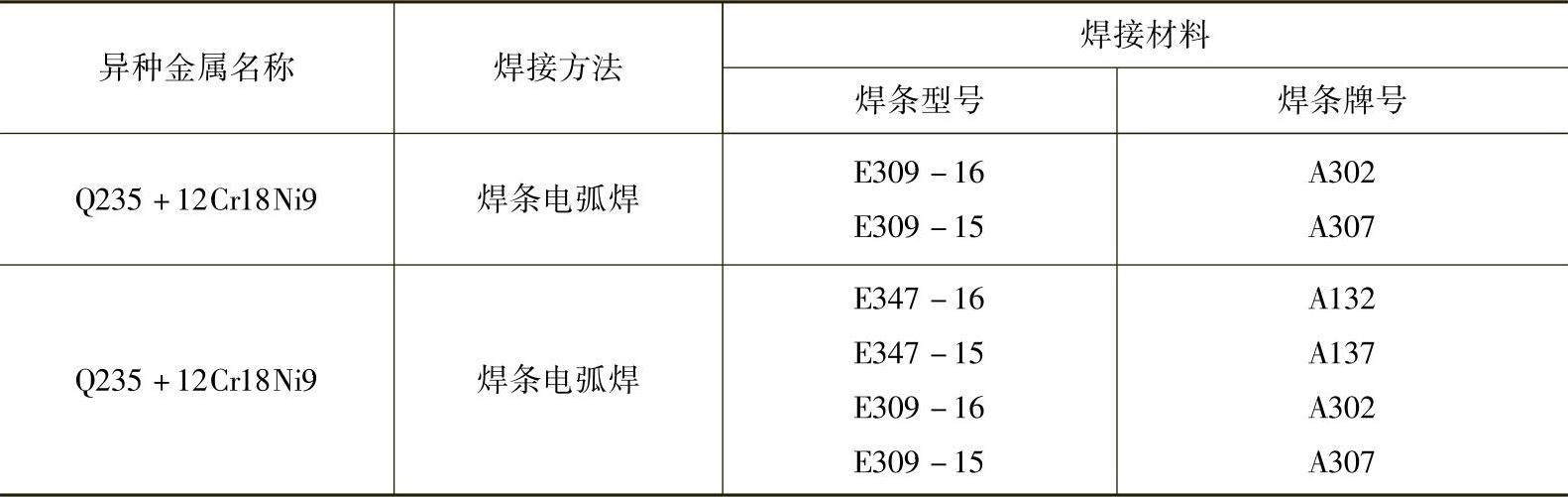
采用A407高铬镍焊条(06Cr25Ni20)时,为f-e连线,此线上的30%~40%熔合比线段为k-l,是纯奥氏体区,这种奥氏体焊缝易产生热裂纹,抗裂性并不好,在异种钢焊接中很少采用。Q235低碳钢与几种奥氏体型不锈钢组合焊时的常用焊接方法及焊接材料见表2-52。
表2-52 Q235低碳钢与几种奥氏体型不锈钢组合焊时常用焊接方法与焊接材料
应对焊缝金属,因采用高合金奥氏体焊接材料而被珠光体侧母材稀释,出现珠光体低合金焊缝金属可能产生的马氏体淬硬裂纹,除了焊接方法选用熔合比较小的焊接方法以及大坡口、小电流、快速焊、多层焊等工艺措施外,最主要的是焊接材料的选用。为了使焊缝金属中产生奥氏体+铁素体组织,并且保持铁素体所占的比例(体积分数)在合理的范围内(3%~8%),也可以在珠光体坡口面选用含镍量高的奥氏体焊条(如A402、A407、A412等)堆焊拘束度很小的过渡层,然后加工,再用含镍量高的奥氏体焊条焊接;或者在焊接工作温度为371℃以上条件的珠光体钢与奥氏体钢组合的异种金属接头时,采用镍基耐热合金焊条(见表2-53中的Ni307焊条)作为填充金属,其优点是允许被珠光体钢侧多种母材稀释,而不产生对冷裂纹敏感的马氏体组织,且对碳的溶解度低,可以减少碳从低合金珠光体钢向焊缝迁移。同时,其线胀系数更接近低合金钢母材,焊缝界面产生的内应力比采用奥氏体钢填充金属时小得多,有足够的抗蠕变能力及抗氧化能力。这一点对珠光体低合金耐热钢10CrMo910(2.25Cr-1Mo)与耐热型奥氏体不锈钢组合焊接更加重要。
对于不能采用热处理方法消除的,因线胀系数差别大而产生的接头残余应力,最好的解决办法仍然是关于焊接材料的选用,仍然是优先选用线胀系数与珠光体钢相近的,且塑性好的镍基焊接材料。这样会造成的焊接应力集中在焊缝与塑性变形能力强的奥氏体型不锈钢一侧,通过塑性变形释放拉应力;并严格控制冷却速度,焊后缓冷,同时尽量避免珠光体钢与奥氏体型不锈钢接头在温度频繁变化的条件下工作。
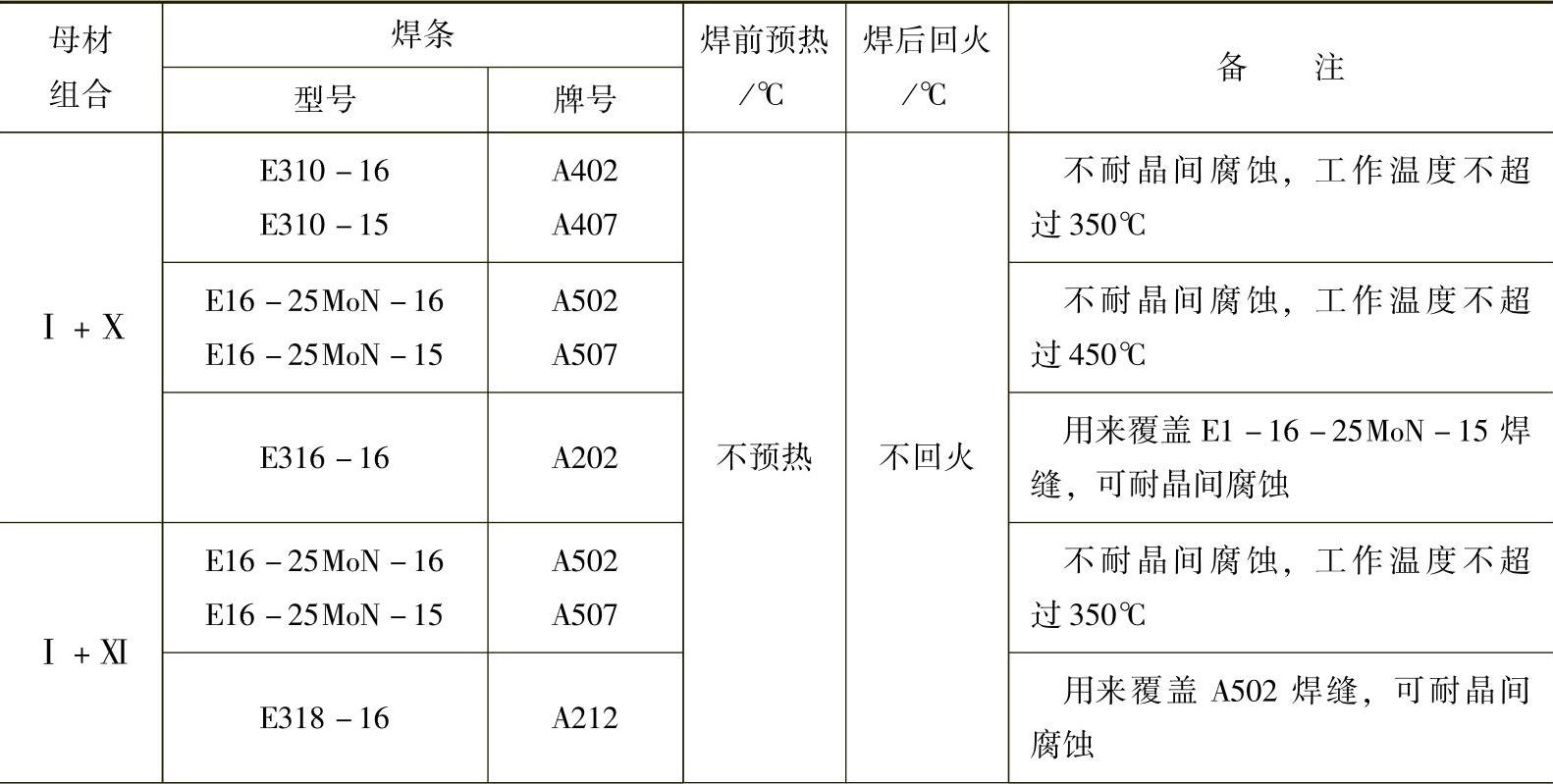
(2)焊接材料的选择及热处理工艺 珠光体钢与奥氏体型不锈钢组合的焊接时,焊接材料的选择必须遵守以下原则:焊接材料必须能够克服珠光体钢对焊缝稀释作用带来的不利影响;能够抑制或减轻熔合线附近碳元素的扩散迁移导致的脱碳层软化和增碳层的脆化;能够抑制或减轻过渡区脆性层的形成与危害,以及提高接头抗热裂纹和冷裂纹的能力,避免冷裂纹、热裂纹的产生。如果采用焊条电弧焊方法,奥氏体型不锈钢与珠光体钢组合焊接时焊条的选用、预热及焊后热处理工艺见表2-53;如果采用气体保护焊方法(TIG、MIG),则可参考表2-54。
表2-53 奥氏体型不锈钢与珠光体钢组合焊接时焊条的选用、预热及焊后热处理工艺(摘自GB/T983—2012)
(续)
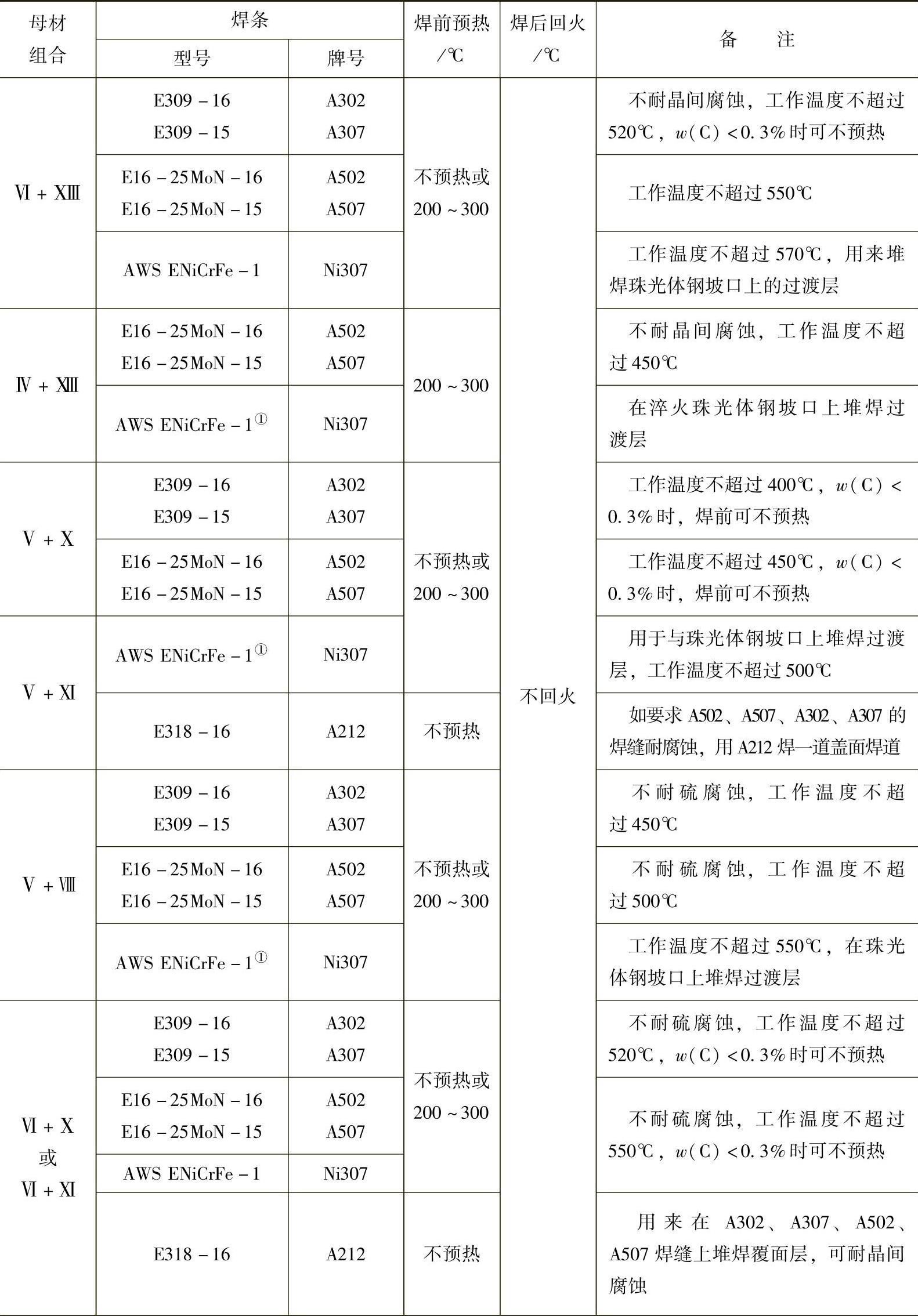
(续)
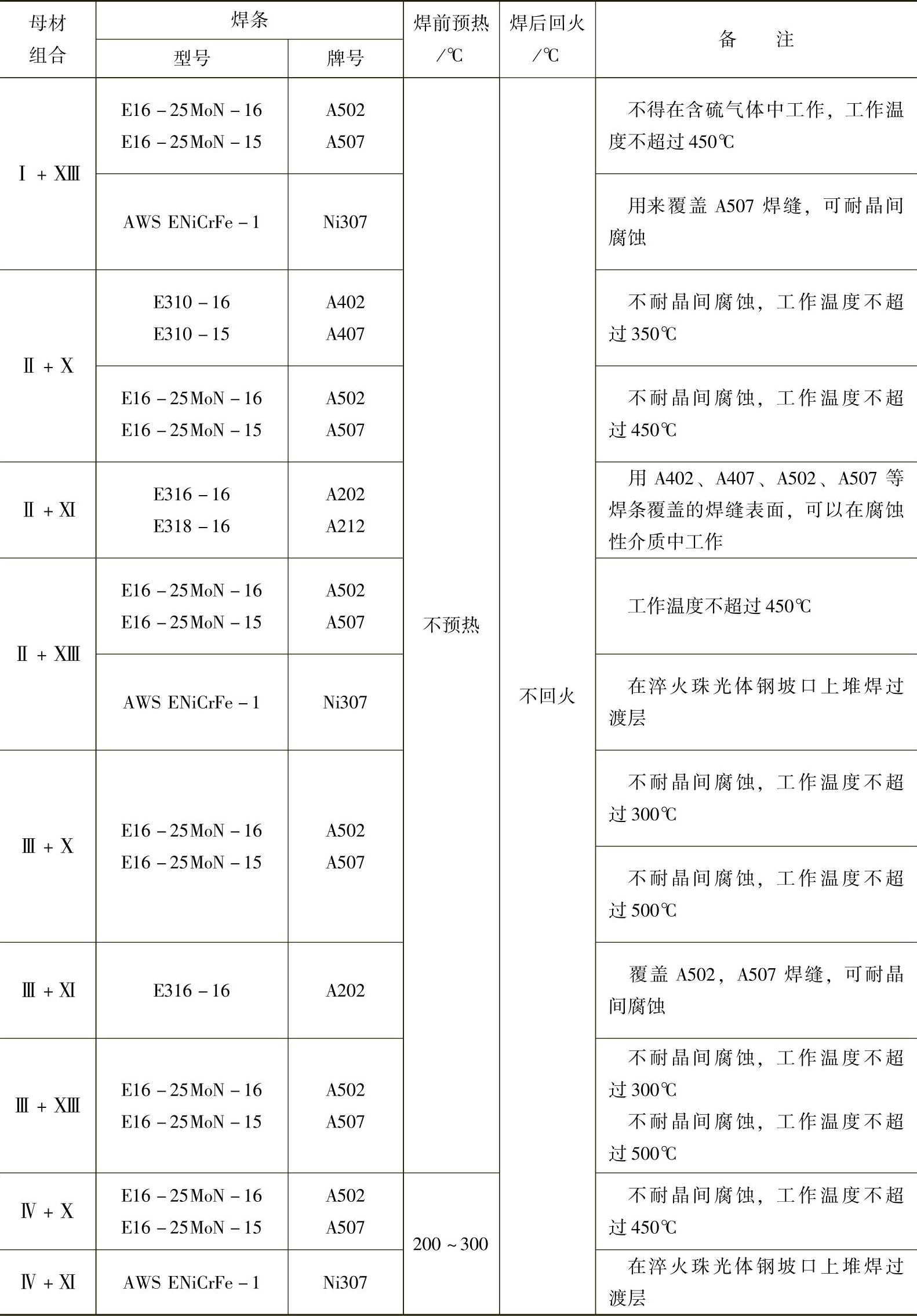
表2-54 奥氏体型不锈钢与珠光体钢组合气体保护焊时焊接材料的选用

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。