



典型的砂轮磨粒顶刃可简化为顶部截断的多棱锥形状。砂轮磨粒成屑过程一般认为接近于刀具以较大负前角进行正切削的情况[15,16]。实际上,在典型高效深切磨削(HEDG)条件下,比磨除率比缓进给磨削和传统浅磨要高出100倍,并形成较大的磨屑,砂轮上大粒度磨粒的作用类似于许多小铣刀切削刃。
假设磨粒上的一个倾斜棱面正对切削方向(图3-7),磨粒负前角θ等于磨粒顶部半顶角。根据洛仑(Loewen)和M.C.Shaw[17,18]的分析,在正切削条件下,成屑剪切区传入切屑的热比率R1可表达为
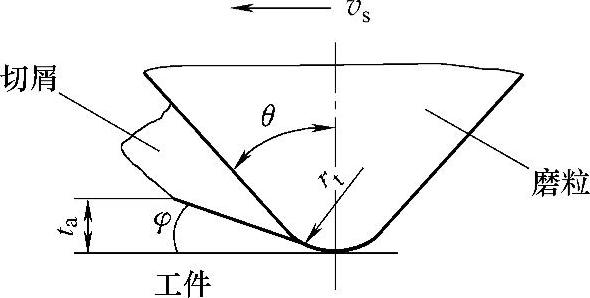
图3-7 磨粒与工件接触区、磨屑示意图

式中 αw——工件材料在达到切屑温度时的热扩散系数;
γ——切屑剪切区切应变;
ta——未变形切屑厚度;
vs——切削速度。
切应变可通过下式导出

式中 φ——剪切角,可由下式估算[10]

λ为切屑与前刀面之间的摩擦角,可由下式导出

式中 Fc——切向切削力;
Fn——法向切削力。
在采用负前角切削模拟磨削过程的试验研究中,将刀具负前角从10°变化到85°,在切削普通碳钢时,切削力比Fn/Fc在1~4之间变化[16],切削深度对切削力比的影响很小,而随着砂轮切削速度的提高,切削力比也仅有小幅降低。类似的,还有对AISI 1045钢的负前角切削试验研究,当刀具负前角从20°变化至70°时,剪切角从18°降低到小于4°时,切削力比从1增大到2[15]。(https://www.xing528.com)
如图3-8所示,将切削力比Fn/Fc从1增大到4,也就是将剪切角从22.5°降低到7°,在材料去除率相同的条件下,传入切屑的热比率R1变化较小,其对切削力比或剪切角的变化并不敏感。
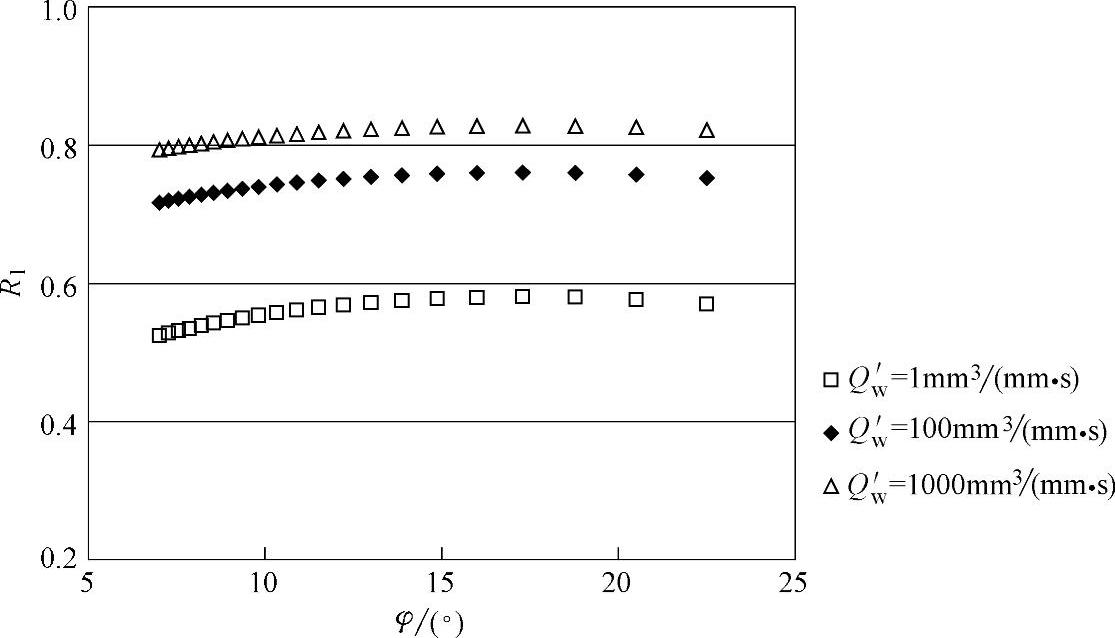
图3-8 热比率R1随剪切角的变化
(ae=3mm,vs=150m/s)
虽然磨粒的切削力比以及剪切角会随磨削参数变化,由于传入切屑的热比率R1对切削力比或剪切角的变化并不敏感,同时在大负前角切削的条件下,剪切角的变化范围很小,可以采用近似方法估算磨粒剪切成屑的剪切角φ。即近似取剪切角为磨粒前刀面与工件表面之间楔形夹角的一半(图3-7),其用于评估传入切屑的热比率R1已经足够准确
φ=(90-θ)/2 (3-12)
磨粒顶部的半顶角大约为55°~60°,对于一般的分析,可直接用磨粒顶部的半顶角作为其负前角。如果进一步考虑磨粒顶部切削刃刃口钝圆半径rt的影响(见图3-7),则磨粒有效负前角会随磨粒切削深度(变形磨屑厚度)变化

式中 ta——平均磨屑厚度;
rt——磨粒刃口钝圆半径,一般估计其应在rt=5~10μm范围。
实际上,磨粒有效负前角θe只是在比磨除率较小(磨屑厚度较小)的情况下才对磨削参数变化比较敏感。其会在一定程度上影响剪切角的变化,但总体来说,其对传入磨屑热比率的估算影响较小。
最大未变形磨屑厚度可采用下式估算[19]

式中 vw——工作台移动速度;vs——砂轮线速度;ae——磨削深度;ds——砂轮直径;Nd——砂轮表面动态磨刃密度;r——未变形磨屑宽度与厚度比;θ——磨粒有效半顶角。动态磨刃密度Nd可由下式估算

式中 Ag——比例系数,Ag≈1.2;c1——砂轮表面磨粒体积密度,可通过砂轮表面静态磨刃密度Ns导出;α与β取值范围在0<α<2/3,1<β<2/3之间,具体数值由参数p和m确定[13]。1<p<2代表磨粒在砂轮径向的分布,而0<m<1代表砂轮的锋利程度:m=1时为非常锋利的磨粒,m=0时为钝化的磨粒。对于处于良好工作状态的砂轮,大致可以取p=1.5和m=0.8,代表相对锋利的砂轮状态。沿磨削区接触弧长方向,未变形磨屑厚度从0变化至最大值,未变形磨屑厚度的平均值可近似为

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。