



在冲压生产过程中,下料往往是首道工序。下料加工的主要内容是将板料或卷料通过专门的设备裁成一定尺寸规格的条料、块料作为后续冲裁、弯曲、拉深、成形等工序的毛坯,在有些情况下,亦可将下好的料直接作为零件使用。
一般来讲,在冷冲压工序集中的工厂,为便于料材的合理配置、使用及下料加工的生产管理,都设有专门的下料车间或工段。
在冲压件的生产过程中,根据生产批量的大小、加工设备及加工坯料形状的不同,选用的下料设备也不尽相同。按机床的类型及工作原理,板料下料加工的形式可分为剪切、切割及铣切、冲切四大类。
1.剪切
剪切是使板料或卷料通过专门的剪切设备使其沿预定的直线或曲线相互分离的一种冷冲压加工工序。其工作过程是:将板料或卷料放在两剪刃之间,借助外力(人工或电动)带动两剪刃相对运动,并对板料施加压力,使板料沿刃口断开,以达到预定的尺寸及形状。整个剪切变形过程如图3-1所示。
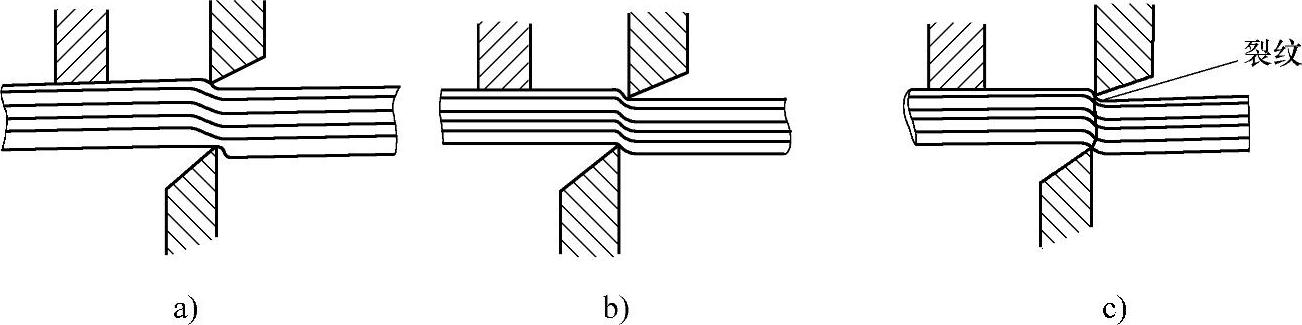
图3-1 剪切变形过程
a)弹性变形阶段 b)塑性变形阶段 c)断裂阶段
(1)弹性变形阶段 剪切开始时,上刀片首先接触板料,并给板料施加压力,此压力由零增加到弹性极限,使材料发生弹性变形,如图3-1a所示。
(2)塑性变形阶段 当上刀片继续下降时,剪刃对材料的压力加大,这时板料所受压力超过弹性极限,使板发生局部的塑性弯曲变形,同时上刀片的刃口开始压入板料内,如图3-1b所示。
(3)断裂阶段 上刀片压入材料至一定深度后,由于应力集中,在剪刃开始处开始发生断裂及裂纹。当压力继续加大,裂纹迅速扩展,最后使材料断裂成两部分,如图3-1c所示。(https://www.xing528.com)
根据施加剪切力形式的不同,剪切主要有手工剪切和机械剪切两种形式。手工剪切是利用手工剪切设备对板料或卷料进行的剪切分离,是一种最简单的原始操作方法,剪切设备简单,但工人劳动强度大、加工效率低;机械剪切是利用专用的剪板机械设备对板料及卷料进行的剪切分离,是冷冲压生产最普遍采用的剪切方法,生产加工效率高,但需要工人有一定的操作技能。
2.切割
切割加工主要有火焰切割、等离子切割、高压水切割、激光切割等。生产中,对异形黑色金属的坯料,一般可采用火焰切割(切割精度约为±1mm)、等离子切割(切割精度达0.5mm以下)、高压水切割(几乎能切割所有的金属及非金属,但设备昂贵)、激光切割(目前,使用光纤做谐振腔的激光切割机已能较好地切割铝、铜等板料,而使用CO2做激光器的激光切割机尚不能切割铝、铜等金属板料,激光切割切缝为0.15~0.5mm,切割精度达±0.1mm以下)等方法加工;而对不锈钢、耐热钢、钛、铝、铜金属及其合金可采用等离子切割、高压水切割、激光切割等方法加工;对淬火钢、硬质合金可采用线切割加工(切割精度达±0.01mm);对复合材料及玻璃、陶瓷、岩石等非金属的加工可采用高压水切割,其他非金属多采用带锯、圆锯等加工。
对于板材厚度超过10mm的钢材料,多采用火焰切割方法。在一些机械加工企业,有时在产品下料加工的生产批量较小、品种不多时,也常采用金属带锯或圆盘锯锯切棒料、管料及型材等。
3.铣切
铣切属机械切削加工,它是利用高速旋转的铣刀对成叠的板料进行的切削加工。在板料上的加工方式主要有:利用专门的大型龙门铣床或回臂铣床对大型曲线形状板料的备料,如航空、汽车覆盖件等;利用普通立式、卧式铣床对小型曲线形状且生产纲领为单件或小批量板料的备料。
在一些机械加工企业,在小批量生产加工棒料、管料、型材及非金属材料时,也常采用立式铣床进行铣切加工。
4.冲切
冲切加工往往要配合冲切模使用,主要是利用安装在压力机上的冲模对板料实现塑性变形加工。一般常用于外形较为复杂的金属或非金属材料的冲切加工,在生产批量较大、品种较多的棒料、管料及型材等下料加工时也常采用。冲压具有加工生产效率高、材料消耗少、零件尺寸稳定、成本低等诸多优点,是一种先进的加工工艺。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。