



下面通过两个注塑实例说明应用Moldflow分析软件辅助热流道浇注系统的设计。实例一,热流道浇注铰链文具盒塑件的浇口数目和位置的优化;实例二,实现左右泵壳塑件的流道的流变平衡浇注。
1.铰链文具盒的热流道浇注
用PP塑料在240℃浇注对合的铰链文具盒。铰链文具盒制件体积为284cm3,盒体壁厚为1.75mm,有把手扁孔,用三段弯折铰链对合,然后用弹性卡夹锁紧。铰链文具盒左右盖的铰链连接是制品浇注质量的关键。塑料熔体流动方向直穿铰链,聚合物分子链的取向方向就是弯折开合方向。需充分利用PP分子链排列方向的弯曲疲劳强度,保证铰链文具盒有足够的弯折开合次数。为此,先确定浇口数目,再优化浇口位置。
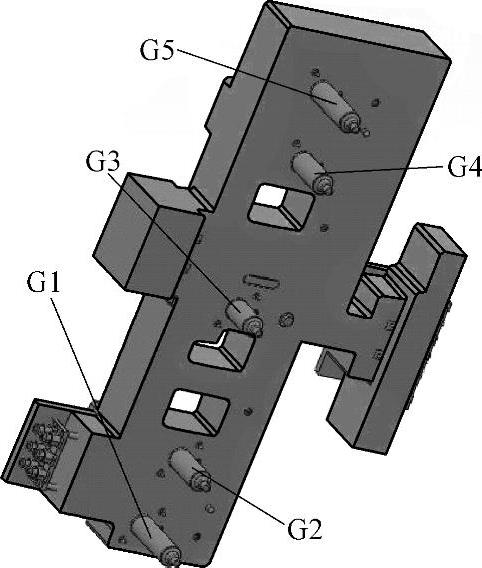
图9-51 五喷嘴注射的热流道浇注系统
(1)确定铰链文具盒的浇口数目和位置 用Moldflow分析功能选择“浇口位置”,分两次输入2和4个浇口数目,运行时操作步骤如下:
1)双击“任务视窗”中的“充填”按钮,系统弹出“选择分析序列”对话框。如图9-52所示,在该系列中选择“浇口位置”,单击“确定”按钮。
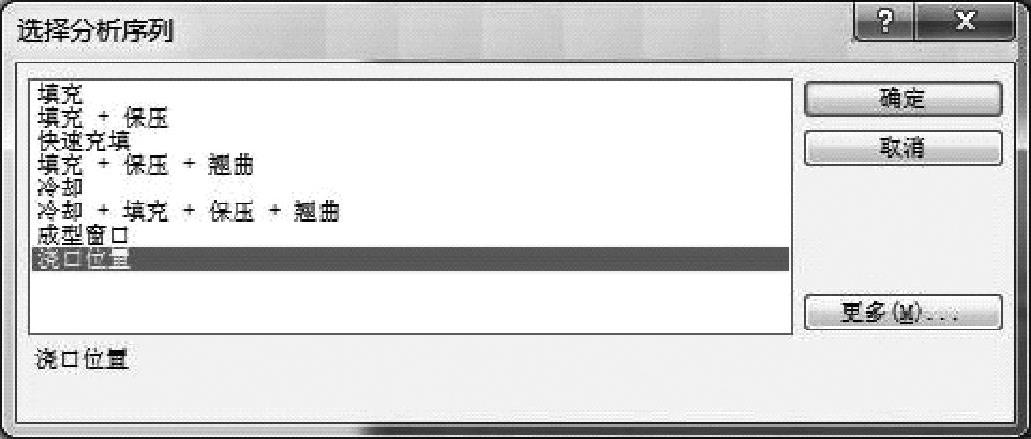
图9-52 分析系列中选取“浇口位置”
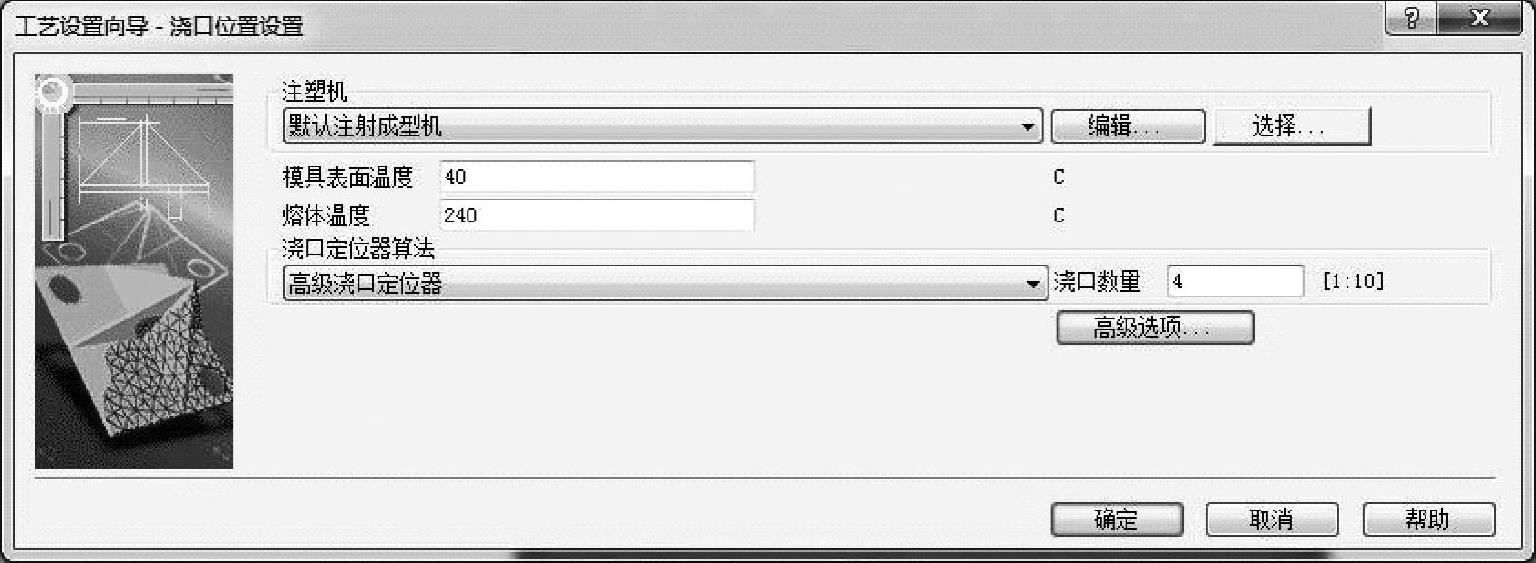
图9-53 “工艺设置向导-浇口位置设置”对话框
2)完成“热塑性塑料”中的材料品种牌号的选择。
3)双击任务栏中“工艺设置”,系统弹出“工艺设置向导-浇口位置设置”对话框,如图9-53所示。对注射机、模具表面温度和熔体温度均可默认。在“浇口数目”栏输入1~8范围内的某个浇口数目。选定“高级浇口定位器”,输入“最小厚度比”“最大设计注射压力”“最大设计锁模力”,可选定或指定。
4)在分析任务视图上,单击“开始分析”,再单击分析日志,监视分析进程。图9-54为4个位置分析后的屏幕显示。
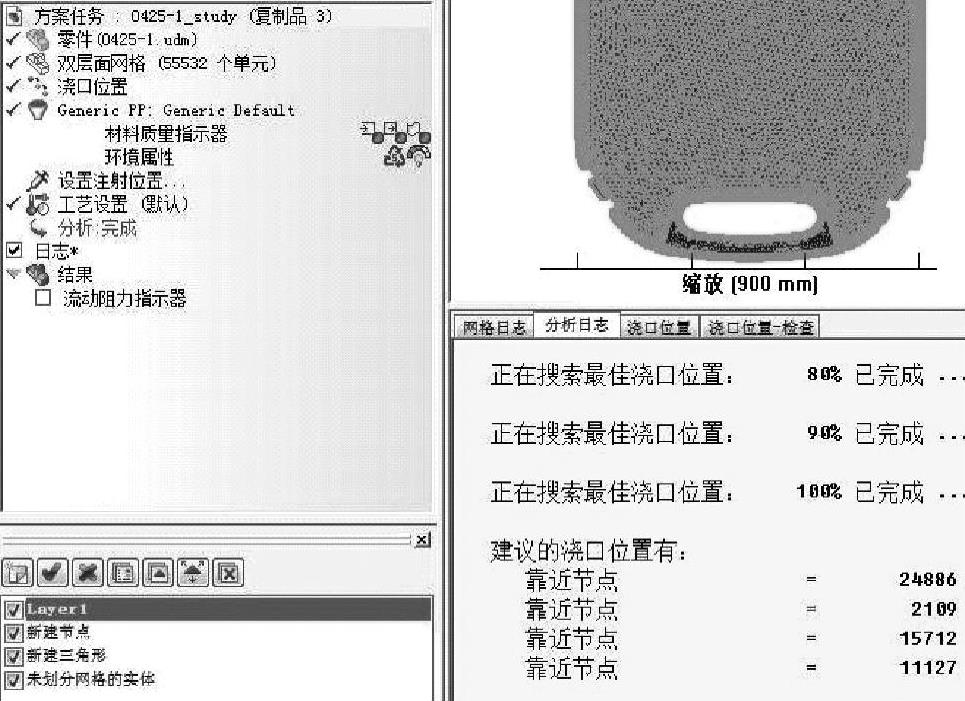
图9-54 4个浇口位置分析后的屏幕显示
5)用“结果”的“信息查询”功能,也可用“结果”的“检查”功能,显示流动阻力高低或匹配好坏数值。在图9-54所示的分析日志中可获得最佳浇口位置的节点。图9-55所示为流动阻力最低的注射点位置。
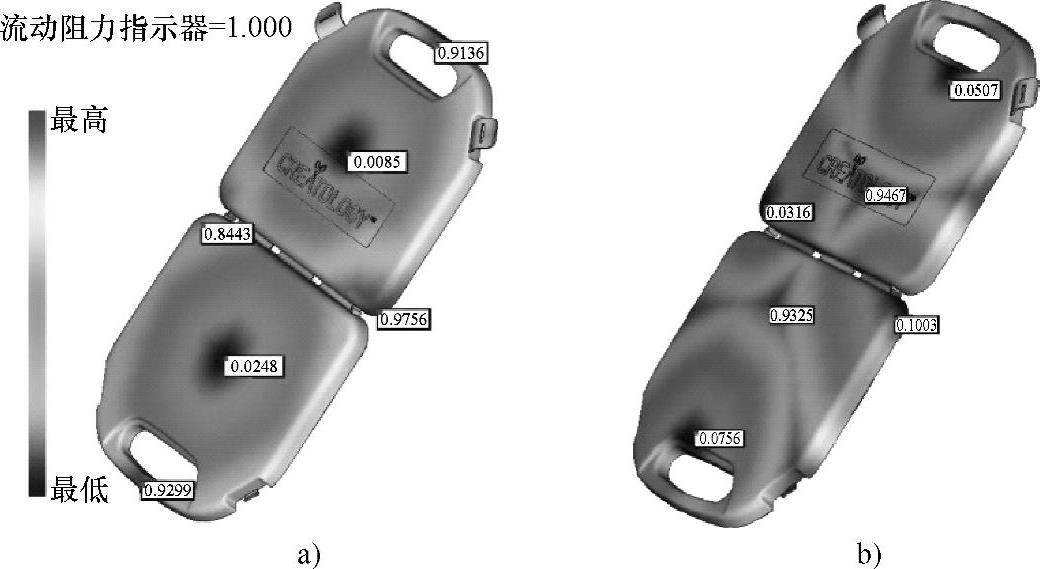
图9-55 流动阻力最低的注射点位置
a)设置2个注射点 b)设置4个注射点
如图9-55所示,图标0.008和图标0.248的位置是流动阻力最小的点,即理想的浇口位置。对图9-55b所示的图标0.0756、0.1003、0.0316和0.0507四个浇口,如果实施流动充填,熔合缝分布错乱是不可取的。为此,改为二浇口并列对射流动充模,如图9-56b所示。
如图9-56a所示,一条较长熔合缝接近铰链,接触角从0.377°到118.7°,需要改善。如图9-56b所示,两条熔合缝接近铰链,接触角为58.58°,需要改善。盖板中央在二浇口之间有较长熔合缝,接触角为77.06°,对于半透明聚丙烯是不良的可见槽痕。
塑料熔体前锋是放射性的曲线。首先汇合点的接触角为0°。两料流前沿曲线的切线夹角为接触角。接触角大的位置,物料汇合滞后,熔合材料的强度较差。熔合缝区域的材料力学性能还与料流汇合位置的温度有关。
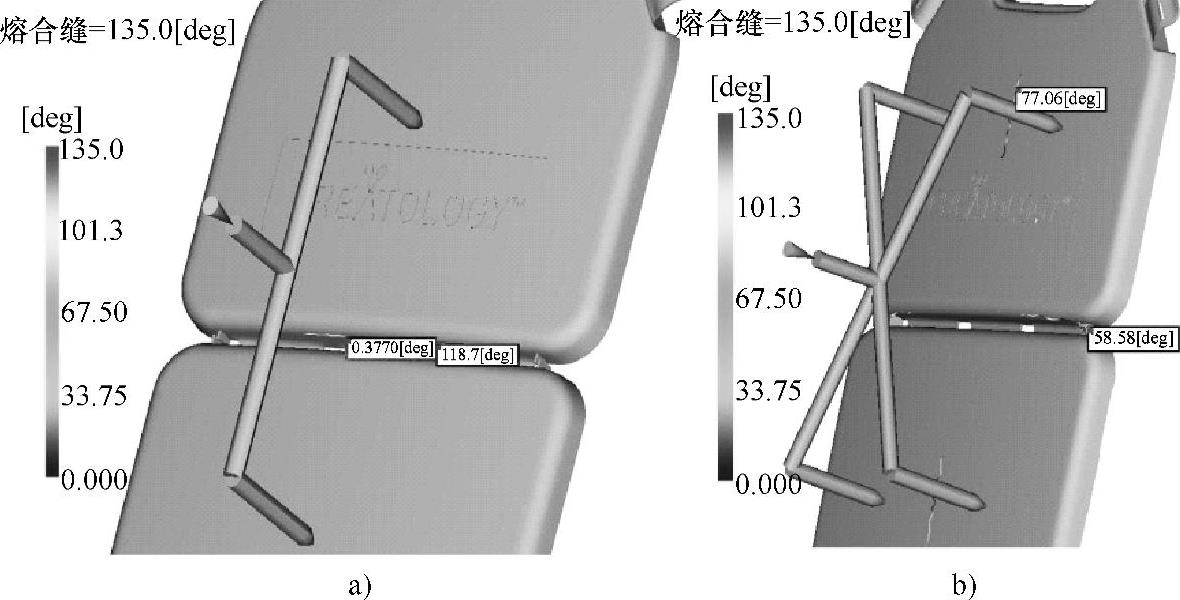
图9-56 注射点对称布置时塑料铰链区域的熔合缝
a)2点注射的熔合缝 b)4点注射的熔合缝
用接触角分析熔合缝质量,用Moldflow软件分析结果。选择“图形属性”中的“加亮”选项卡,再单击“…”键,在“选择结果”中选择“熔接线”,如图9-57所示。
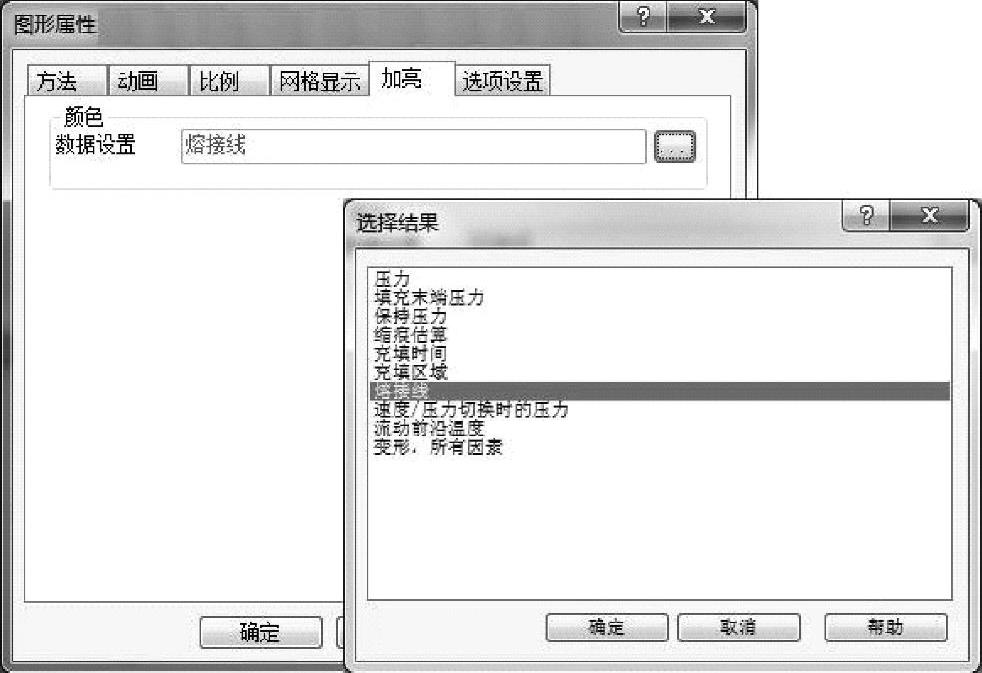
图9-57 在“选择结果”中选择“熔接线”
(2)熔合缝分布的改善 应该否决四个浇口浇注铰链文具盒的方案。为了确保铰链位置的取向,改善熔合缝的分布,将一个浇口偏离对称位置20mm。如图9-58a所示,两浇口对称位置浇注,在1.28s时两股料流前锋开始汇合,会合的接触较大,熔合缝较长。如图9-58b所示,两个浇口非对称位置浇注,熔料前锋全线推进铰链的窄缝隙中。在1.30s时两料锋开始融合,型腔中气体向外侧挤排。熔合缝较短,已离开铰链有颇多距离。
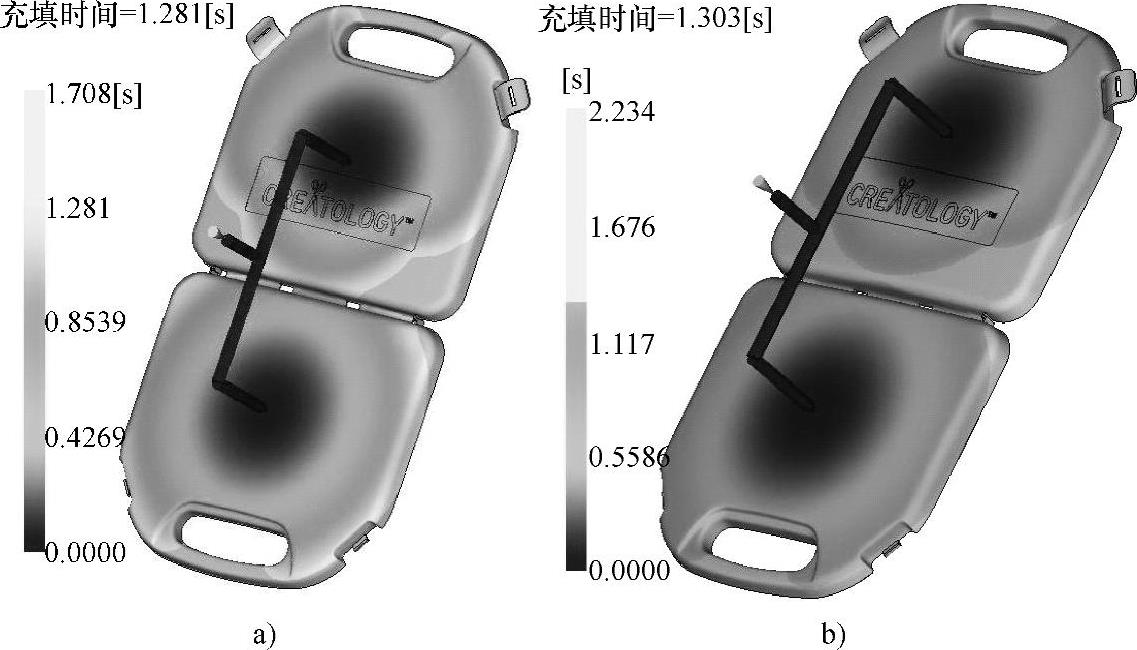
图9-58 塑料熔体料流前锋在铰链区域汇合状态
a)注射点对称布置时 b)注射点偏置20mm时
用流动前沿温度查询熔合缝质量,用Moldflow软件分析结果。选择“图形属性”中的“加亮”选项卡,再单击“…”键。在“选择结果”中选择“流动前沿温度”,如图9-59所示。
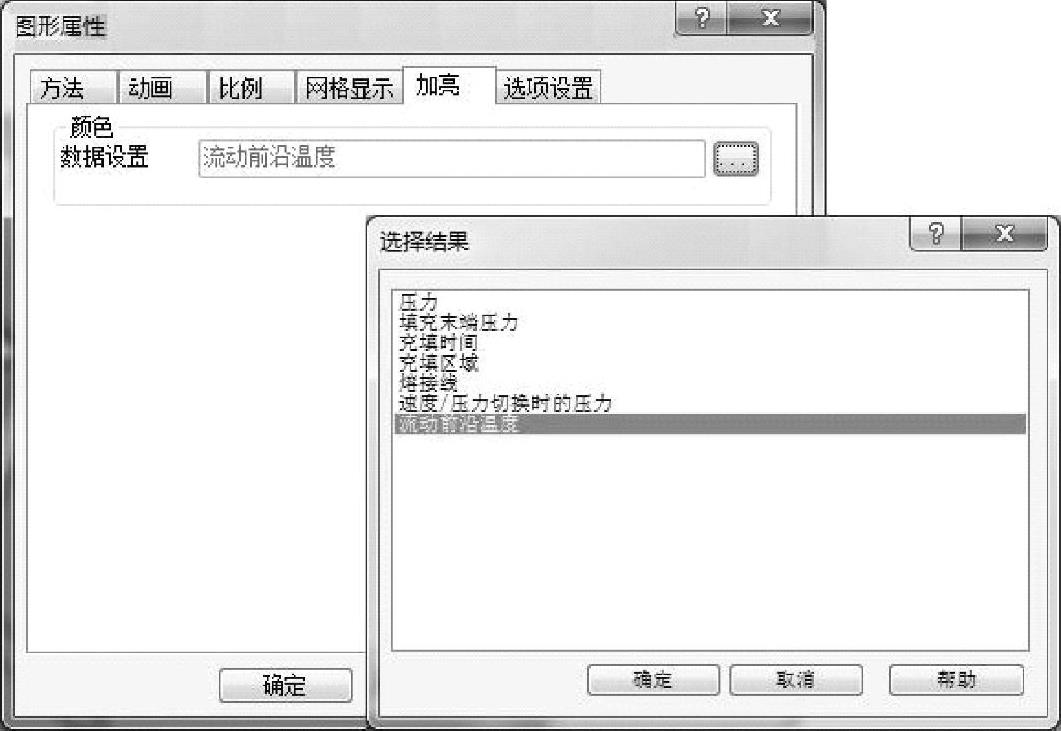
图9-59 在“选择结果”中选择“流动前沿温度”
再用流动前沿温度审视熔合缝的质量,如图9-60所示。不对称布置的两个浇口浇注的熔合缝要短很多,料流前锋汇合时的温度为225℃左右,与图9-60a所示的对称布置的两个浇口浇注熔合缝汇合时的温度差异很小。鉴于对熔合缝的长度和位置、接触角和汇合温度的评定,铰链文具盒用图9-60b所示的不对称布置的两个浇口浇注为好。
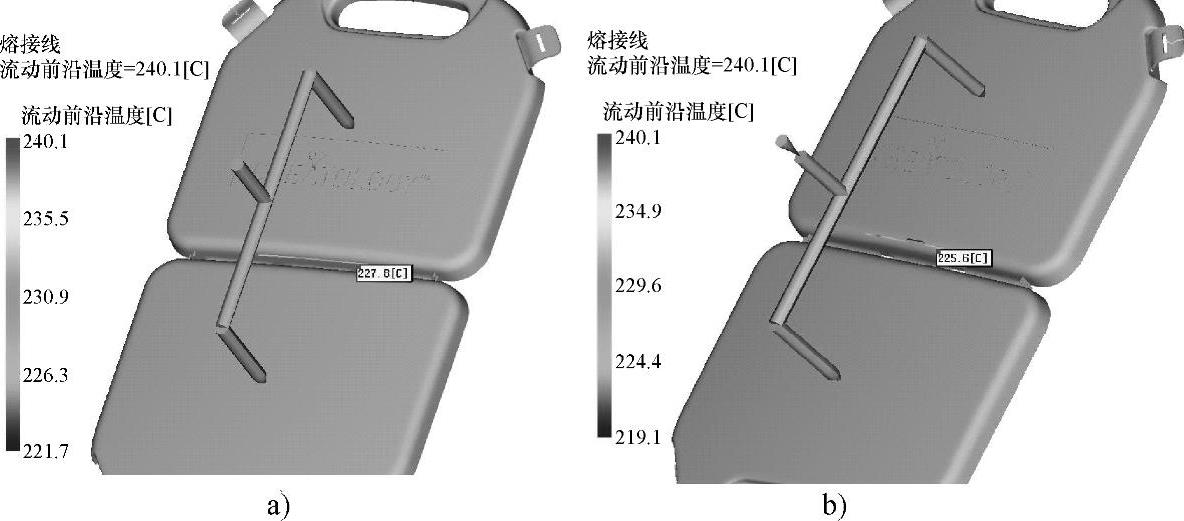
图9-60 塑料铰链区域熔合缝的温度
a)注射点对称布置时 b)注射点偏置20mm时
注射点对称布置时,分流道总长240mm,流道直径为12mm,两个针尖式喷嘴的流道直径为12mm,长度120mm,浇口直径为3mm。最终采用9-60b所示的注射点偏置20mm的方案,两喷嘴型号和直径不变,熔合缝分布得到改善,注射压力为48MPa,锁模力为3200kN,比前者略有下降。已注射成型的本色PP文具盒上的熔合缝无槽痕且不显眼,着色的文具盒上无可见熔合痕迹。
2.成对泵壳的平衡浇注
(1)平衡浇注成对泵壳的流动分析 泵壳的一对左右合拢盖用PC+PBT的共混塑料注射成型。泵壳的壁厚为3.5mm,最大直径达380mm,平置时最大高度为254mm。两个合成的壳体要充填的型腔体积为918cm3,总重1017g。成对注塑件并列置于同一模具成型,总投影面积达到1885cm2。但是,注射工艺和成型收缩率一致,以保证两片泵壳能密合在一起。
图9-61所示为流动分析最终结果,可以看出有良好的流动和压力平衡。对泵壳的流动分析经过以下四个过程:
①两个壳体的浇口位置的流动分析。
②一模二件的初步流动分析。
③流道平衡分析。
④调整热流道浇注系统后的流动分析。(https://www.xing528.com)
(2)用流动分析软件自动寻觅浇口位置 泵盖单点注射,注射位置用分析软件寻觅。如图9-62所示,制件周边都有最高的流程比,流动阻力最小区域就是注射点的位置。使注塑件的压力和温度分布最好的注射位置,就是浇口的位置。应用流动分析软件自动寻觅浇口位置操作过程可参见图9-52~图9-54。
然后进行初步流动分析。两个针阀式喷嘴,流道直径为12mm,阀针直径为8mm,高度为195~204mm。热流道板上流道直径为12mm,单向长度为185mm,两型腔间距用夹角调节,并保证锁模中心。在265℃下流动分析表明,注塑成型两个泵壳,在注射压力150MPa、保压压力120MPa和锁模力19240kN下,充模流动不平衡。主要原因是两个泵体的注射量之比为4/5。为此对左右分流道进行流变平衡分析。
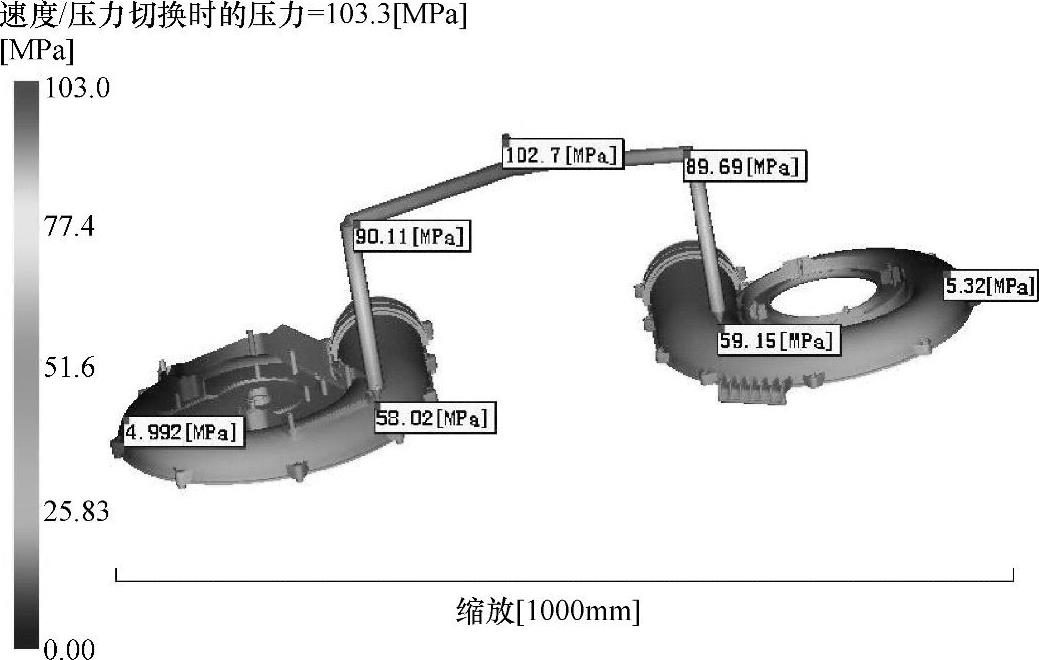
图9-61 流动分析最终结果
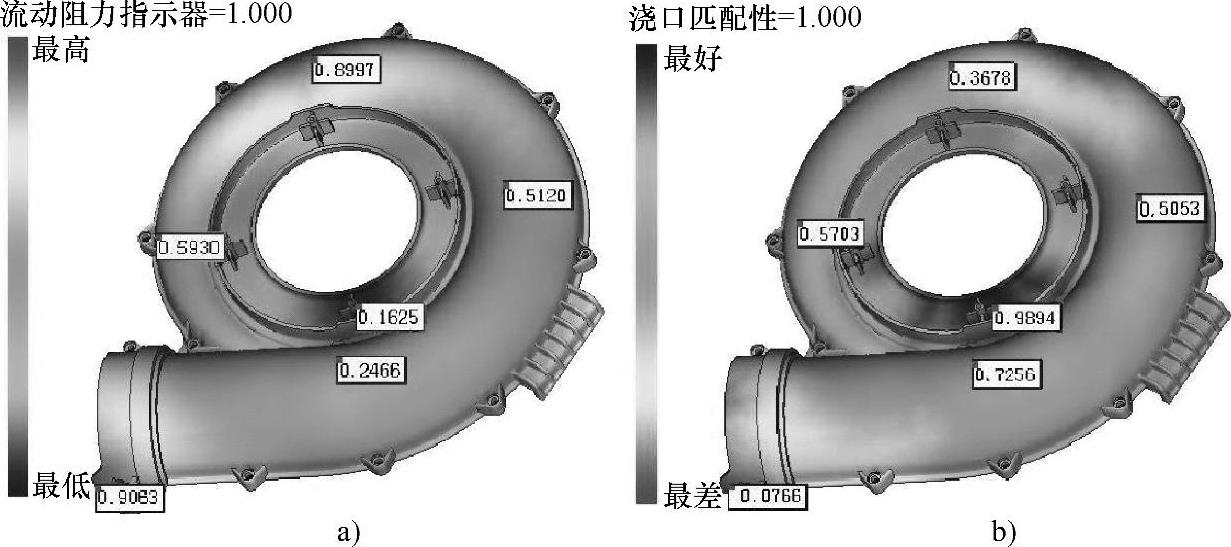
图9-62 寻觅最佳注射位置
a)流动阻力均匀 b)浇口位置匹配压力分布
(3)流道的平衡分析
1)选择分析类型。双击“任务视窗”中的“充填”按钮,系统弹出“选择分析序列”对话框,如图9-63所示。选择“流道平衡”。如果找不到“流道平衡”功能,可单击“更多”。
2)设置工艺条件。在菜单中“分析”里选择“工艺设置向导”命令,或者在任务视窗中单击“工艺设置默认”,系统弹出“工艺设置向导-充填设计”对话框,如图9-64所示。对模具表面温度和熔体的温度,采用注射塑料材料品种的默认值。充填时间和速度压力切换以自动为宜。
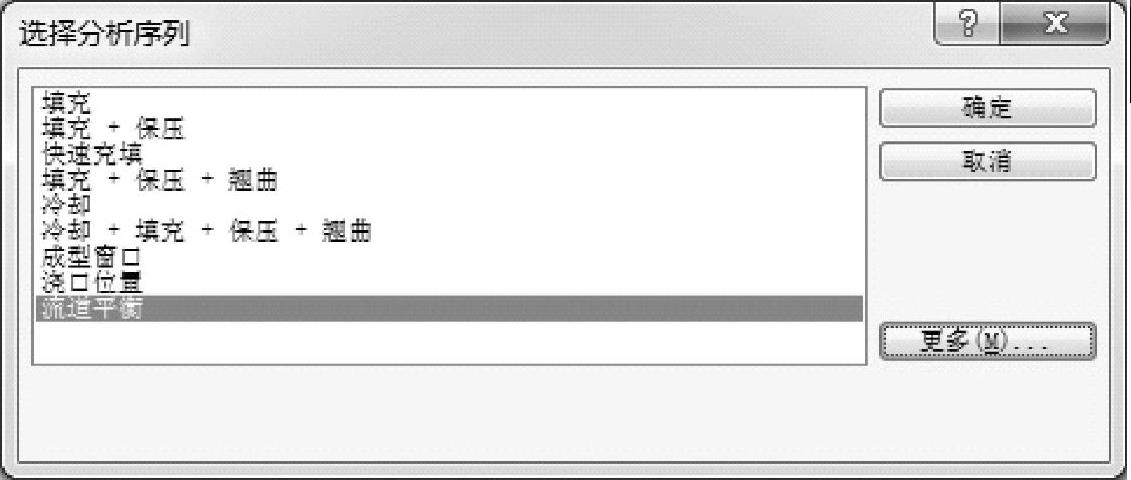
图9-63 “选择分析序列”对话框
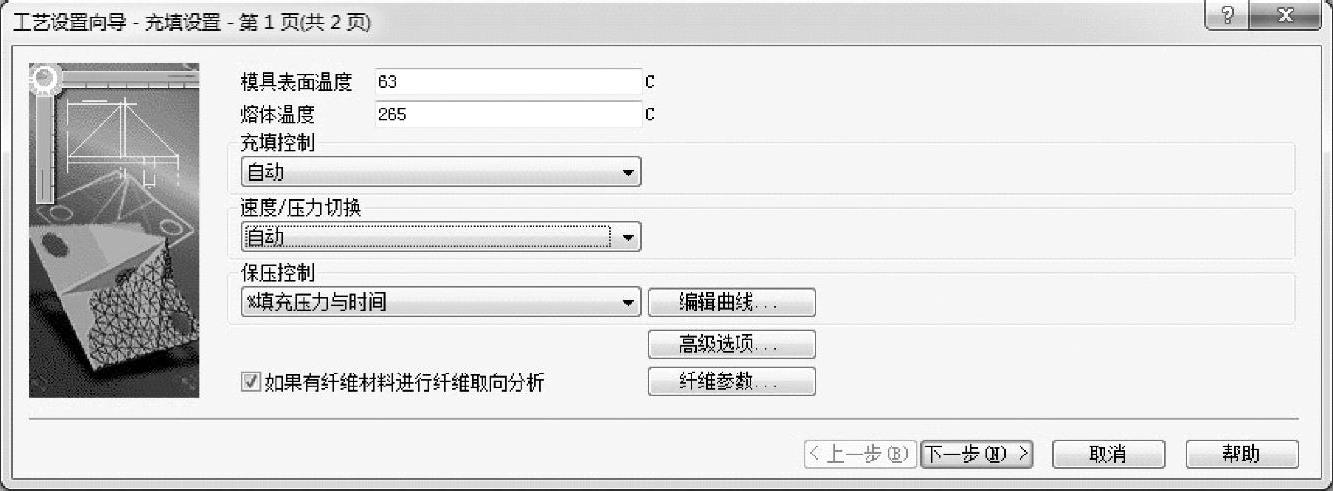
图9-64 “工艺设置向导-充填设计”对话框第1页
3)目标压力设置(见图9-65)。80MPa为常用注射压力。目标压力过小会导致分析失败。大型薄壁制件的目标压力为120MPa。目标压力越大,得到的平衡流道的直径越大。流道平衡的高级选项常用默认值。
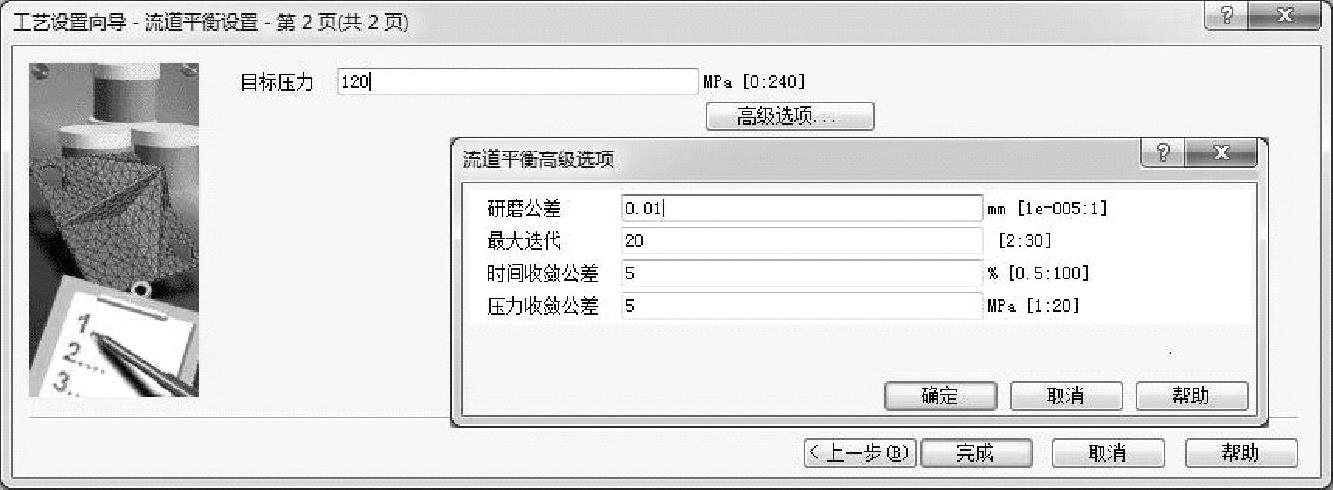
图9-65 “工艺设置向导-流道平衡”对话框第2页
4)被平衡的流道要设置成不受约束。单击要平衡的分流道,用快捷键打开流道“属性”,弹出如图9-66所示的“流道属性”选项卡。设置分流道直径,单击“编辑流道平衡约束…”。对平衡的流道,设置直径为“不受约束”,如图9-67所示。本实例中左右分流道不受约束,但两针阀式喷嘴的内外直径是固定不变的。

图9-66 “流道属性”选项卡

图9-67 “横截面尺寸”和“流道平衡约束”对话框
5)流道平衡过程。图9-69中的“任务”栏有按原分流道直径的流动分析结果。在分析结果的最后一项,跳出“优化”文件夹,有“体积更改”项,单击后给出图9-68所示的“流道体积应更改”百分比。左右分流道通过的注射体积量是不同的。在“任务”栏中,出现新建“流道平衡”的项目,在流道平衡后的结果中打开这个新的工程项目。
由图9-69右下角的分析日志可知,流道平衡是对“时间不平衡”“压力不平衡”和“截面不平衡”的三个参量进行逐次迭代分析运算,有20次。计算机每次选代耗费的时间等同于项目充填分析的时间。有限元单位数越多,时间越长。最终寻觅到流道平衡参数。然后,经第21次运算,给出流道平衡的分析结果。
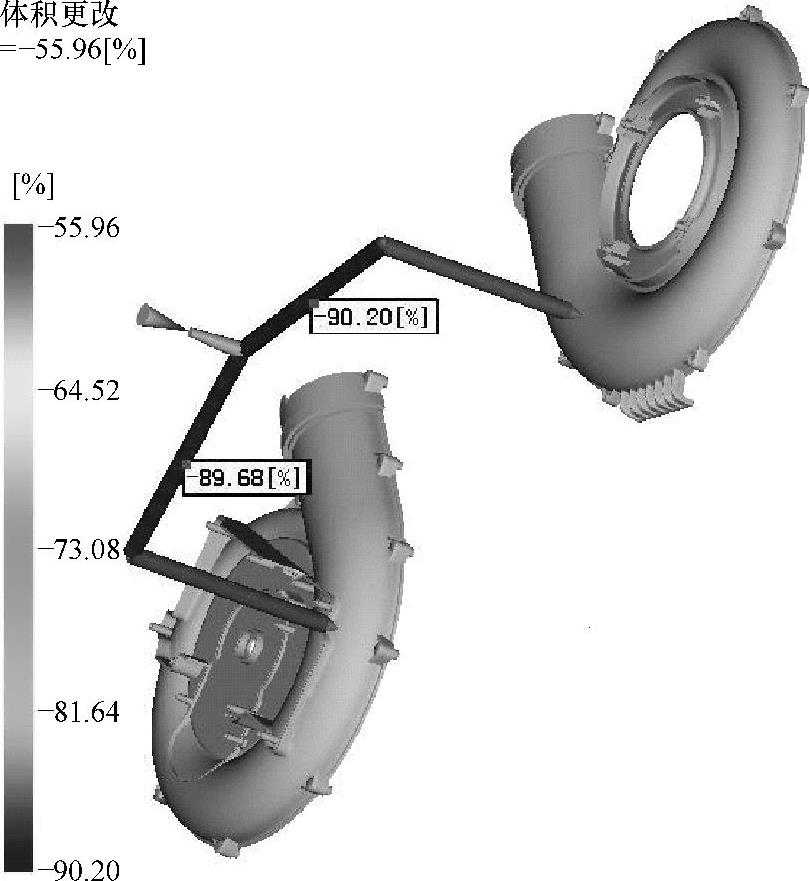
图9-68 “流道体积应更改”分析结果
6)解读流道平衡结果。流道平衡分析在迭代计算完成后,会自动生成“流道平衡工程”,如图9-69中“任务”栏所示。图9-70所示为流道平衡分析的结果。两个分流道的直径被缩到d1=5.14mm和d2=5.01mm。注射时间为2.234s、注塑压力为66MPa时左右两通道压力对称。但是,流动充模前锋只到达泵体的一半,要充满型腔,注射压力需在80MPa以上,最大锁模力需在3000kN以上。左分流道具有剪切速率9107s-1,左针阀式喷嘴的剪切速率为4517s-1。右分流道具有剪切速率
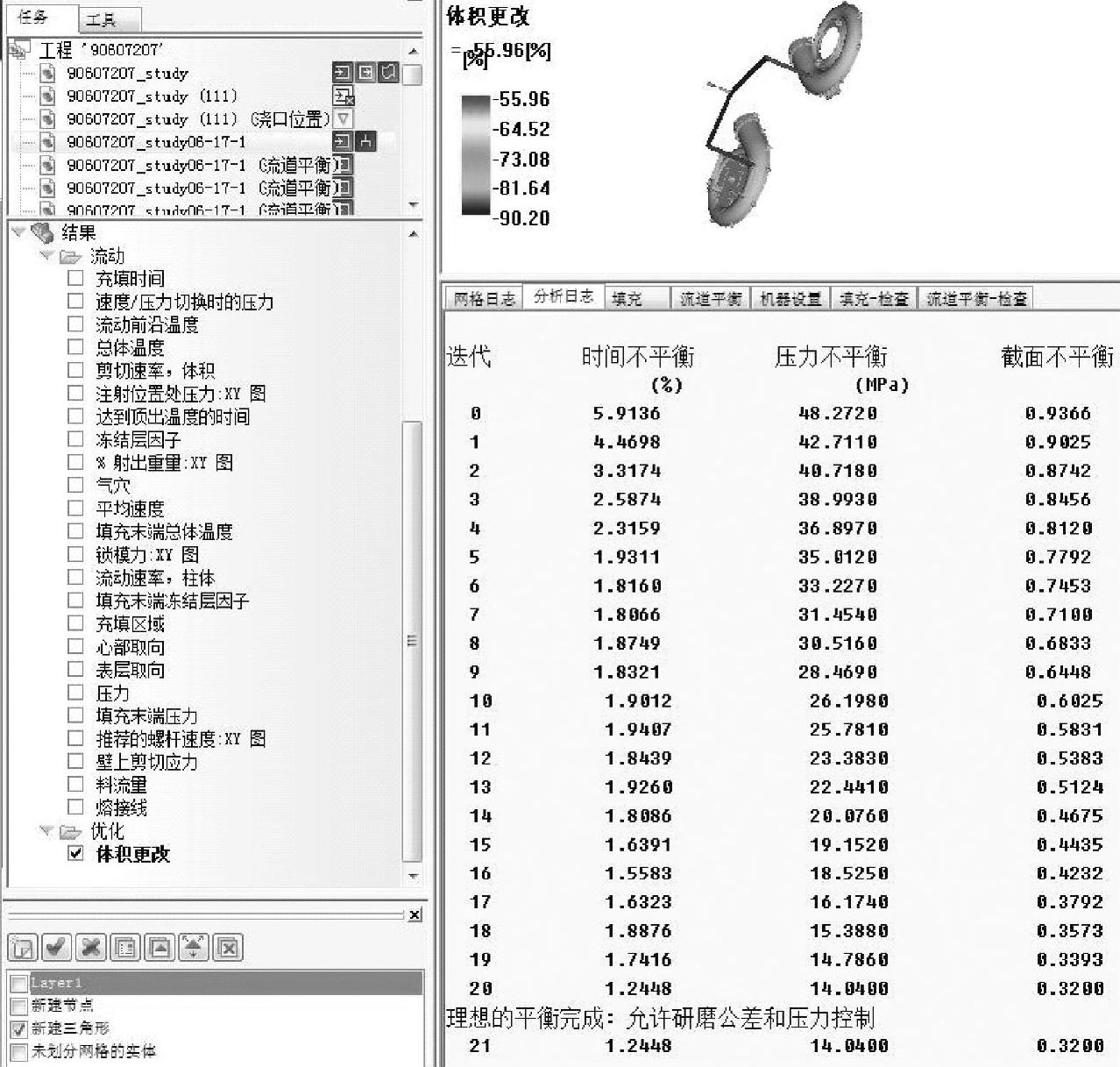
图9-69 迭代计算过程
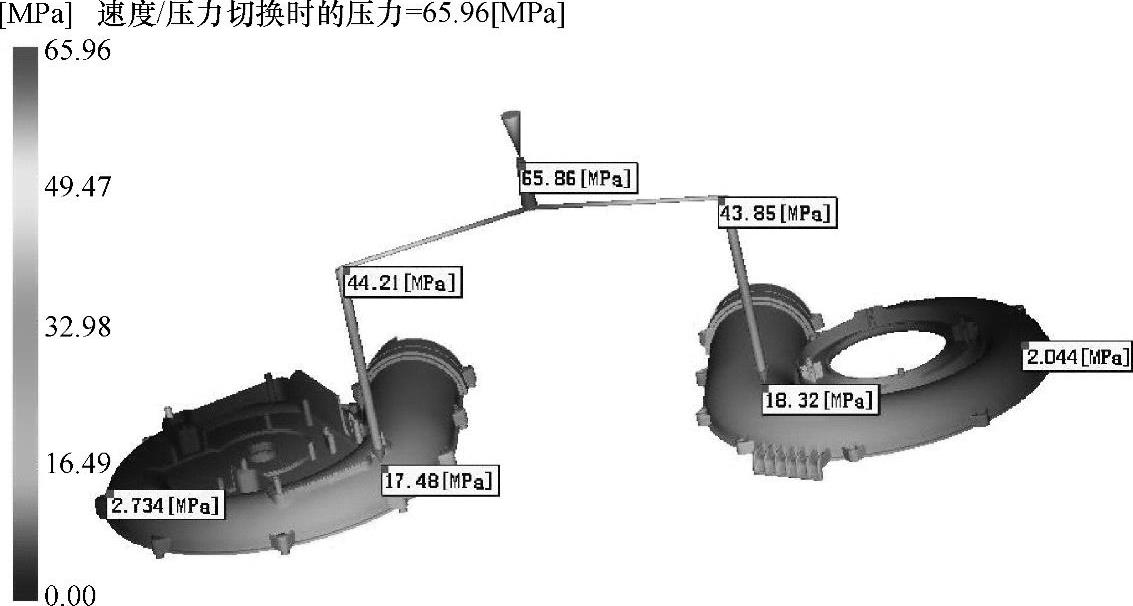
图9-70 流道平衡分析的结果
5167s-1,右针阀式喷嘴的剪切速率为2537s-1。两者均远高于分流道的合理剪切速率102~103s-1范围。Moldflow流道平衡分析结果提供的流道直径比d1/d2是1.02597。为充满两塑件型腔,必须调整热流道浇注系统。
(4)调整热流道浇注系统
1)调整过程。
①将注射时间从2.234s逐次压缩到1.2s。
②提高体积流率,让左右分流道的剪切速率在102~103s-1范围内,逐次将左分流道直径从12mm扩大到20mm。
③按流道平衡的直径比d1/d2=1.026,把右分流道扩孔到18.8mm。
④两通道的体积流率增加,应该增加针阀式喷嘴的环隙。左喷嘴流道直径为20mm,阀针直径为10mm。右喷嘴流道直径为18mm,阀针直径为8mm。环隙通道的单向间隙都是5mm,保证左右通道流动平衡。
⑤原默认的塑料熔体温度为265℃,升高到270℃加热流道。
①流动动画显示,充填两个泵壳的料流前锋同时到达型腔终点。
②速度压力切换时,左右注射通道的压力降接近,差值在2MPa之内。
③左侧分流道内剪切速率为344s-1,左喷嘴流道内剪切速率为912s-1。右分流道内剪切速率为265s-1,右喷嘴流道内剪切速率为664s-1。都在合理范围内。
④热流道浇注系统的压力损失45MPa过高,建议缩短分流道长度,减少针阀式喷嘴的高度。
⑤注射时间1.183s时充填的注射压力为110MPa,保压压力为80MPa,保压时间为11s,锁模力为15000kN。必须用高速高压的注射机模塑成型。
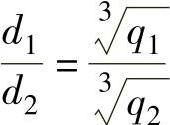
3)评议。Moldflow分析软件的流道平衡要考虑三个参量,迭代运算很费时。流道平衡的结果必须靠人力的调整。如果掌握左右泵壳充填的体积流量q1和q2,用下式就可推算出左、右直径比
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。