



热处理的工艺参数,包括各种工艺方法的加热方式、加热介质、加热速度、加热温度及其保温时间、冷却方式、冷却介质及其温度、冷却中转温度和终止温度等。
1.加热介质和冷却介质的确定
加热介质和冷却介质的正确选择对热处理质量有着极重要影响,是热处理工艺主要参数之一。加热介质和冷却介质的种类及应用,在第1章的1.11节已详述,在此不再赘述。
2.加热速度的确定
热处理加热速度的确定,与所处理的金属材料种类和所处理对象的牌号、规格、结构复杂程度以及装炉量等有关。
(1)预备热处理的加热速度 预备热处理一般主要应用于冶金企业生产的锻轧型材和机械制造企业生产的铸锻毛坯件的处理。由于所处理的对象装炉量及型号、规格差别等都较大,故预备热处理的加热速度也不尽相同。
1)冶金企业生产的大锻件预备热处理的加热速度。根据工艺类型(正火、高温回火、退火)和钢种、坯料截面大小以及装炉温度等的不同而异。
①对于碳素结构钢和低合金结构钢大锻件锻后采用热装炉正火和高温回火时,其加热速度不限,即按炉子的有效功率升温即可。
②对于中碳合金结构钢和弹簧钢大锻件锻后采用热装炉正火和高温回火时,坯料截面小于300mm的加热速度不限(按炉子有效功率升温);坯料截面300~1000mm的加热速度一般控制在不大于60~80℃/h(截面越大,加热速度越慢)。
③对于碳素结构钢和低碳低合金结构钢以及中碳低合金结构钢和弹簧钢大锻件锻后采用冷装炉正火和高温回火时,坯料截面小于300mm的加热速度不限,截面300~500mm按炉子有效功率升温,坯料截面500~700mm的加热速度一般控制在不大于100℃/h,坯料截面尺寸300~500mm的控制在60~80℃/h(截面越大,加热速度越慢)。
④对于高碳低合金钢大锻件锻后采用热装炉球化退火时,截面200mm以下的加热速度不限,截面200~500mm的按炉子有效功率升温,坯料截面500~700mm的控制在小于80℃/h,坯料截面700mm以上的加热速度应控制在不大于70℃/h。
⑤对于高碳低合金钢、高速工具钢、滚珠轴承钢和热锻模钢大锻件锻后采用冷装炉球化退火时,其加热速度不限,即按炉子的有效功率升温即可。
2)机械制造企业生产的钢质铸锻件预备热处理的加热速度,根据钢种和毛坯规格以及毛坯结构的复杂程度等,参照上述不同规格型材的加热速度确定。铸铁毛坯件,虽然有效厚度一般不大,但应力较大、热传导慢,因此,加热速度不宜过快。
①灰铸铁毛坯件的预备热处理加热速度一般控制在80~100℃/h即可,其截面越大加热速度越慢。
②可锻铸铁石墨化退火升温阶段的加热速度应控制在30~40℃/h或从室温加热到300~400℃时停留3~4h,以便石墨充分形核。
③球墨铸铁去应力退火的加热速度视其结构复杂程度而定,一般控制在80~100°C/h即可。
④合金铸铁,特别是高合金铸铁去应力退火的加热速度应根据其形状复杂程度和有效厚度确定:形状简单的中、小件控制在小于100℃/h,形状复杂件最好浇注凝固后700℃出型直接入炉或视复杂程度以20~50℃/h的加热速度升温为宜。
3)非铁金属及其合金的锻轧型材和铸造毛坯件,一般有效截面尺寸不大且导热性好。因此,非铁金属及其合金的预备热处理的加热速度不限,可按炉子有效功率升温即可。
(2)最终热处理的加热速度
1)钢制零件的最终热处理加热速度:
①大型零件淬火的加热速度。大型零件经过切削加工后,其最大有效截面尺寸不超过300mm者,可不控制加热速度,即炉温达到淬火(或回火)温度,零件装炉后随炉升温即可,如图2-4b所示;有效截面尺寸300~500mm者,冷态零件装入200℃以下的炉子中并随炉升温到指定的淬火温度进行保温。
②中、小型(有效厚度≤200mm)零件淬火的加热速度。除零件结构复杂或高碳高合金钢制零件外,一般可进行快速加热。即将炉温升至淬火温度以上100~200℃装入零件,随之炉温降至淬火温度进行保温,如图2-4d所示。
③结构复杂的零件或高碳高合金制零件的加热速度。为了避免产生裂纹和减小变形,结构复杂的零件和高碳高合金钢制零件,其淬火加热速度,一般采用分级加热(即1~2次预热后,再在淬火温度加热,如图2-4a所示。
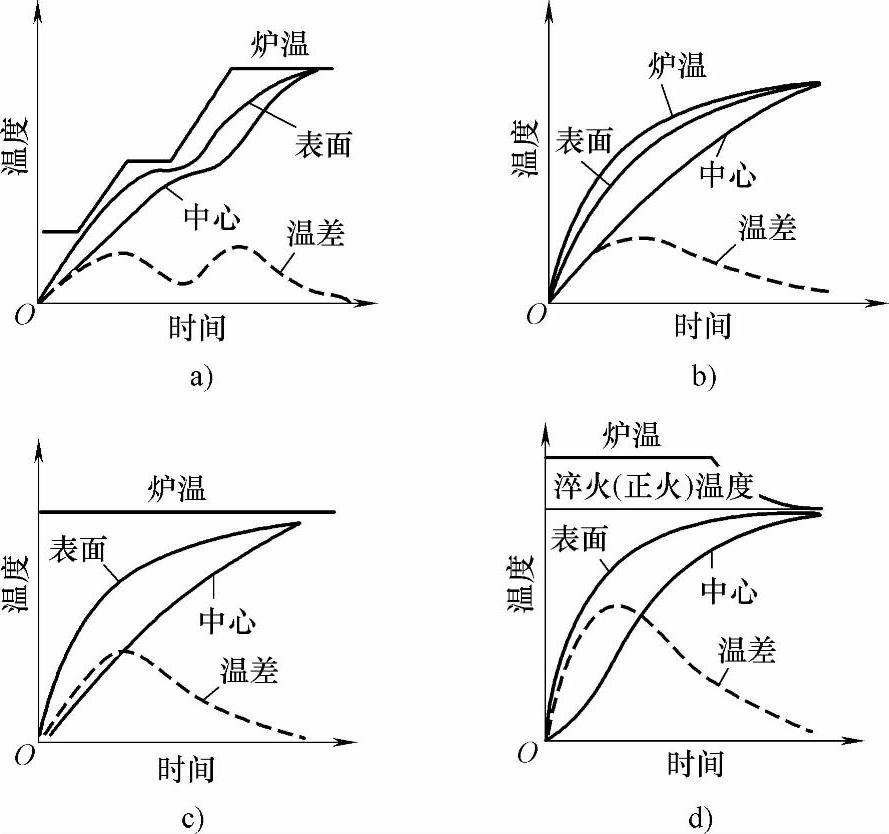
图2-4 零件整体热处理常用的加热方式
a)分级(阶梯)加热 b)随炉升温加热 c)高温加热 d)快速加热
2)铸铁件的最终热处理加热速度:
球墨铸铁件的淬火加热速度,视其有效厚度决定加热速度。一般有效厚度≤100mm者不控制加热速度,即按炉子的有效功率随炉升温;有效厚度100~200mm者可在200~300℃预热后直接加热到淬火温度;有效厚度>200mm者可在650℃和850℃分两次预热后升温到淬火温度进行保温,或者以≤100℃/h的加热速度从室温直接加热到淬火温度进行保温。
其他类型铸铁件一般较少进行整体淬火处理,其预备热处理就是最终热处理。
3)非铁合金件的最终热处理加热速度:非铁合金件的最终热处理,主要是铝、镁、钛等三类合金的固溶处理(淬火),其加热速度一般应严格控制在3~5℃/min。
3.加热温度及其保温时间的确定
各种材料及其零件的热处理加热温度和保温时间,是热处理各种工艺方法的最主要工艺参数之一,是确保热处理质量的关键因素。设计各种热处理工艺方法的加热温度和保温时间时,可参照以下推荐的参数,并结合实际零件结构特点和技术要求等予以确定。
(1)常用钢的型材和锻轧毛坯预备热处理加热温度及保温时间
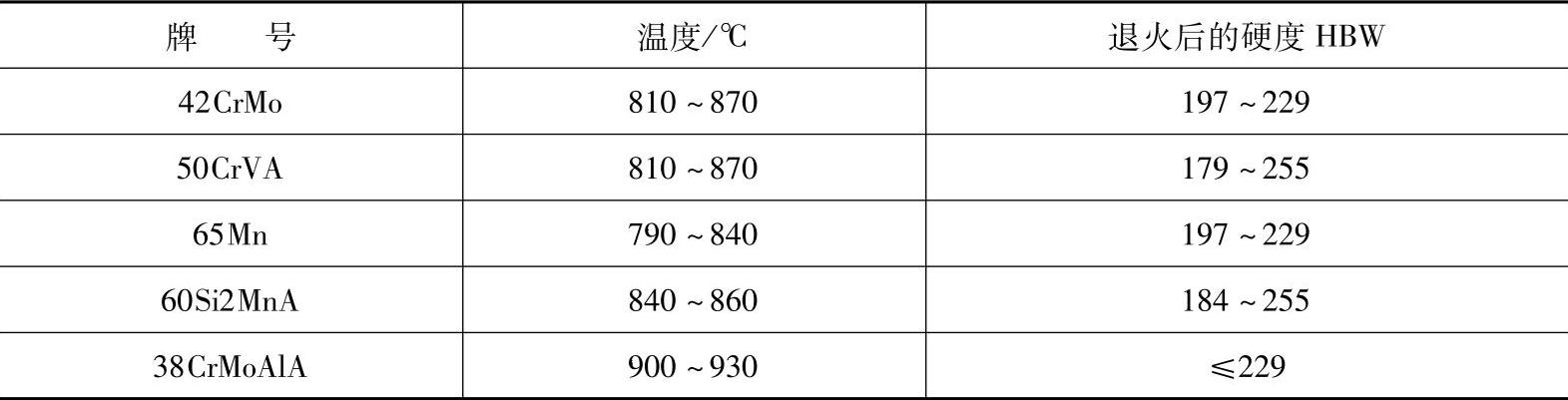
1)结构钢锻轧毛坯的正火。碳素结构钢和低合金结构钢毛坯的预备热处理,通常是正火处理;高合金结构钢正火后增加一次高温回火。表2-4所示为常用钢的正火加热温度及处理后的硬度。
表2-4 常用钢的正火加热温度及处理后的硬度
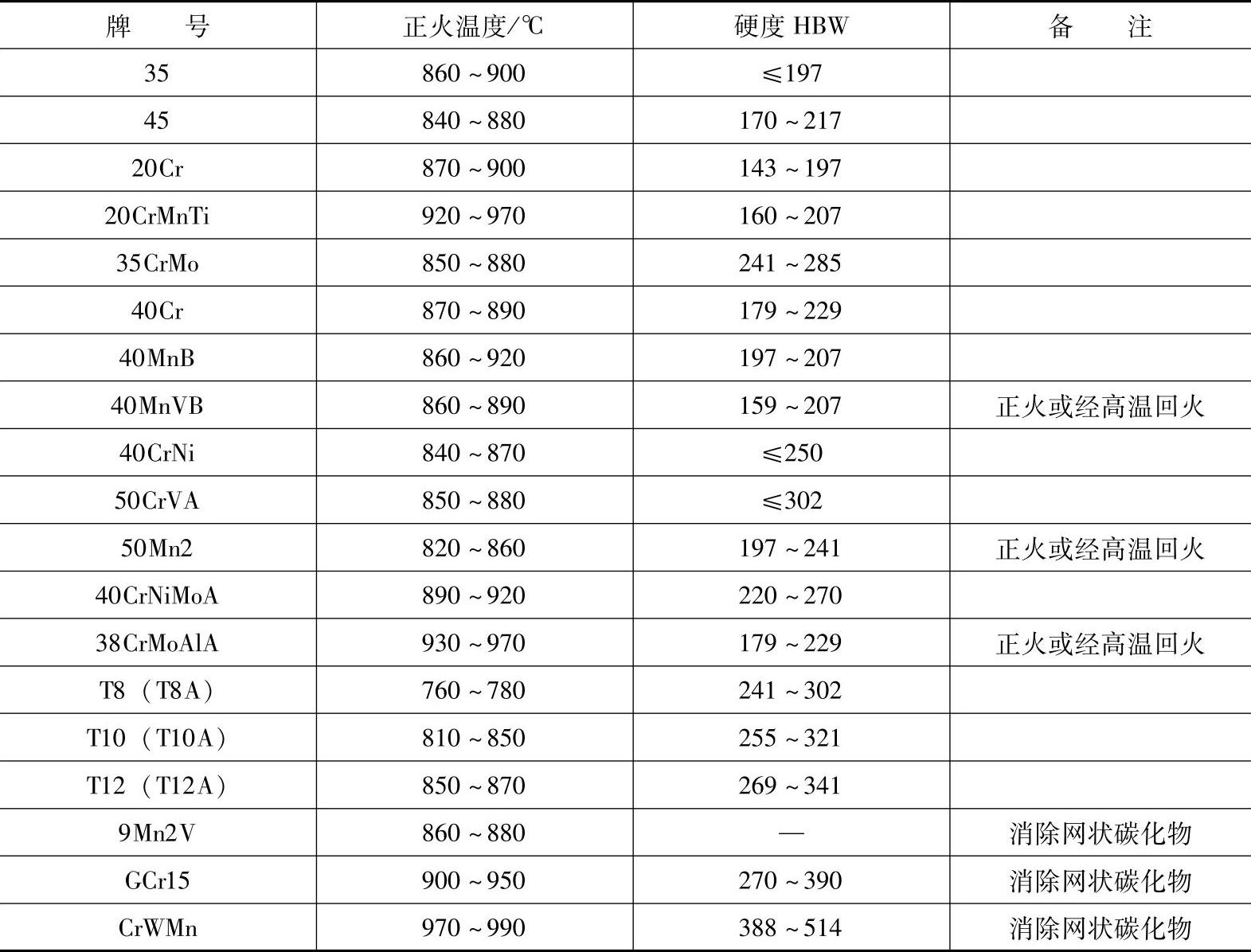
实践表明,对于本质细晶粒钢,其加热温度不超过950~1000℃,保温时间不是过分的长,基本不会过热。因此,有的企业在可控气氛加热条件下,通过提高加热温度来提高生产率并不影响正火质量。
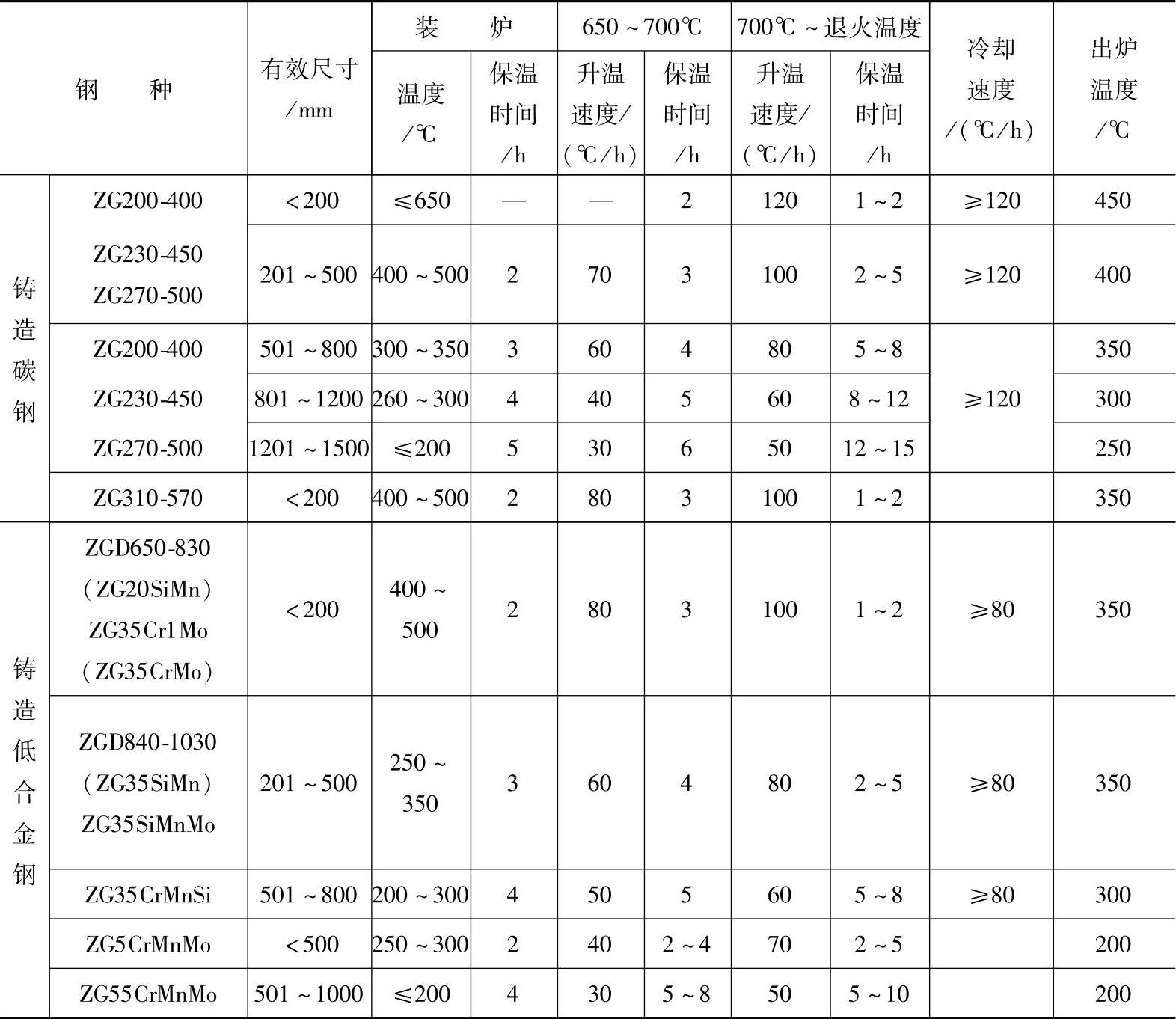
2)常用铸钢件完全退火的加热温度和保温时间如表2-5所示。
表2-5 常用铸钢件毛坯完全退火的工艺参数
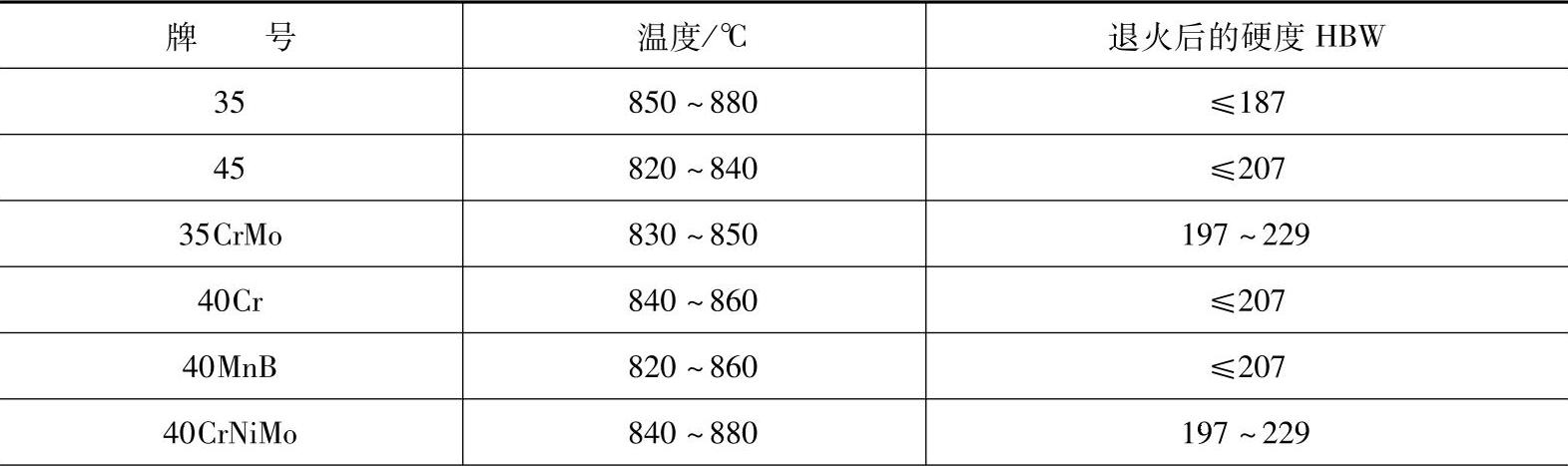
3)常用结构钢的完全退火加热温度及处理后的硬度如表2-6所示。
表2-6 常用结构钢的完全退火加热温度及处理后的硬度
(续)
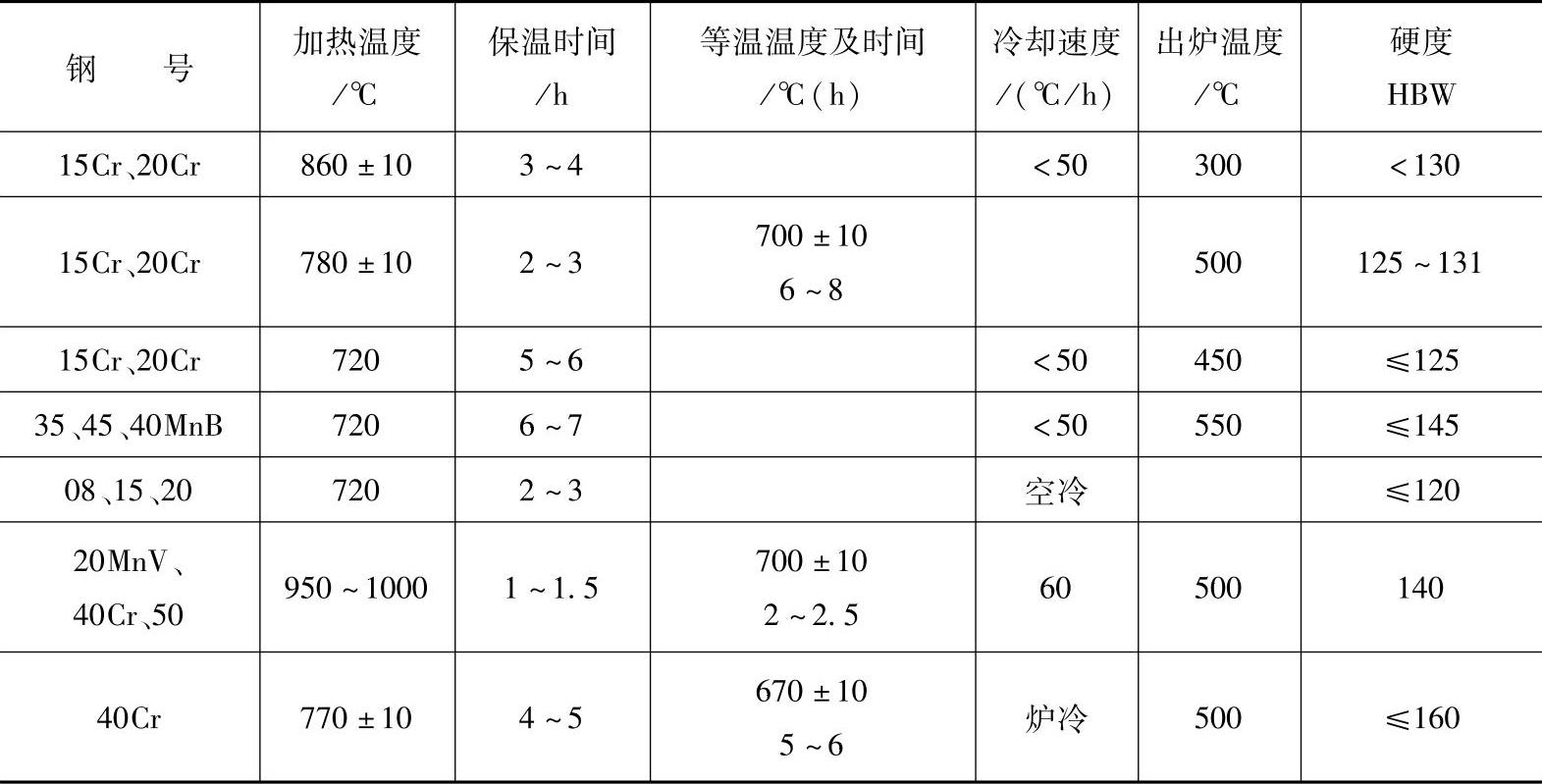
4)常用钢的球化退火加热温度和保温时间。表2-7~表2-9分别为常用合金结构钢毛坯等温退火工艺参数、常用工具钢毛坯球化退火工艺参数、几种冷挤压钢件的球化退火工艺参数。
表2-7 常用合金结构钢毛坯等温退火工艺参数
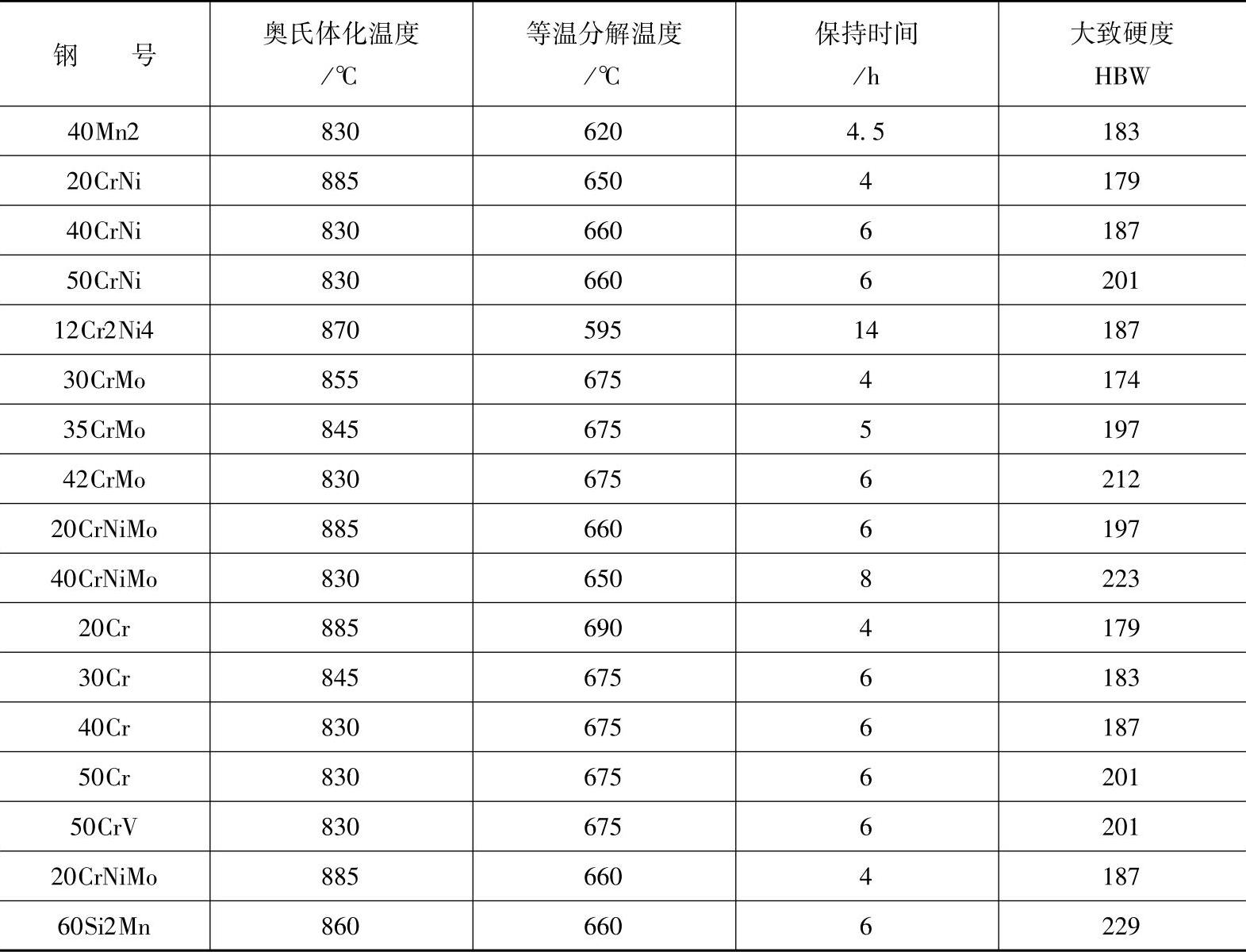
表2-8 常用工具钢毛坯球化退火工艺参数

(续)
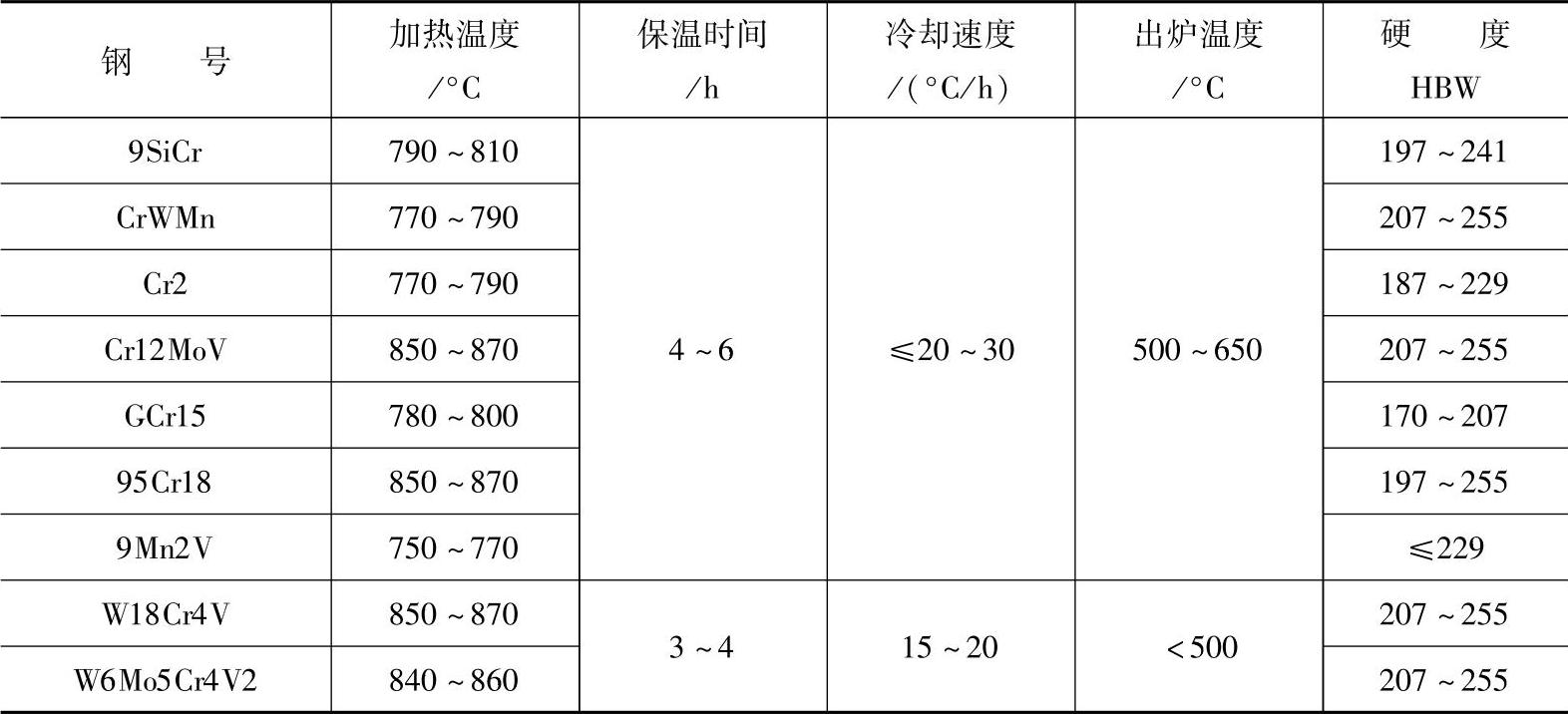
表2-9 几种冷挤压钢件的球化退火工艺参数
(2)常用钢制零件最终热处理的加热温度及保温时间
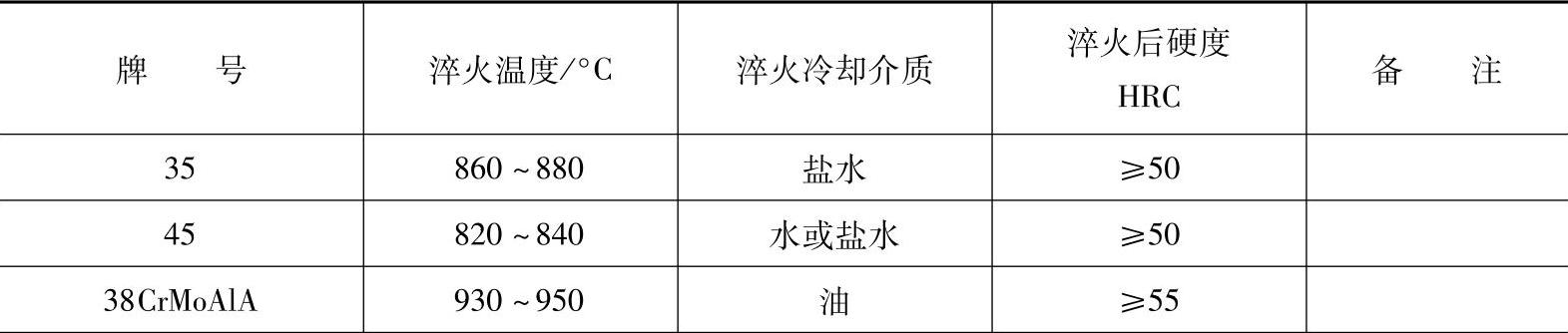
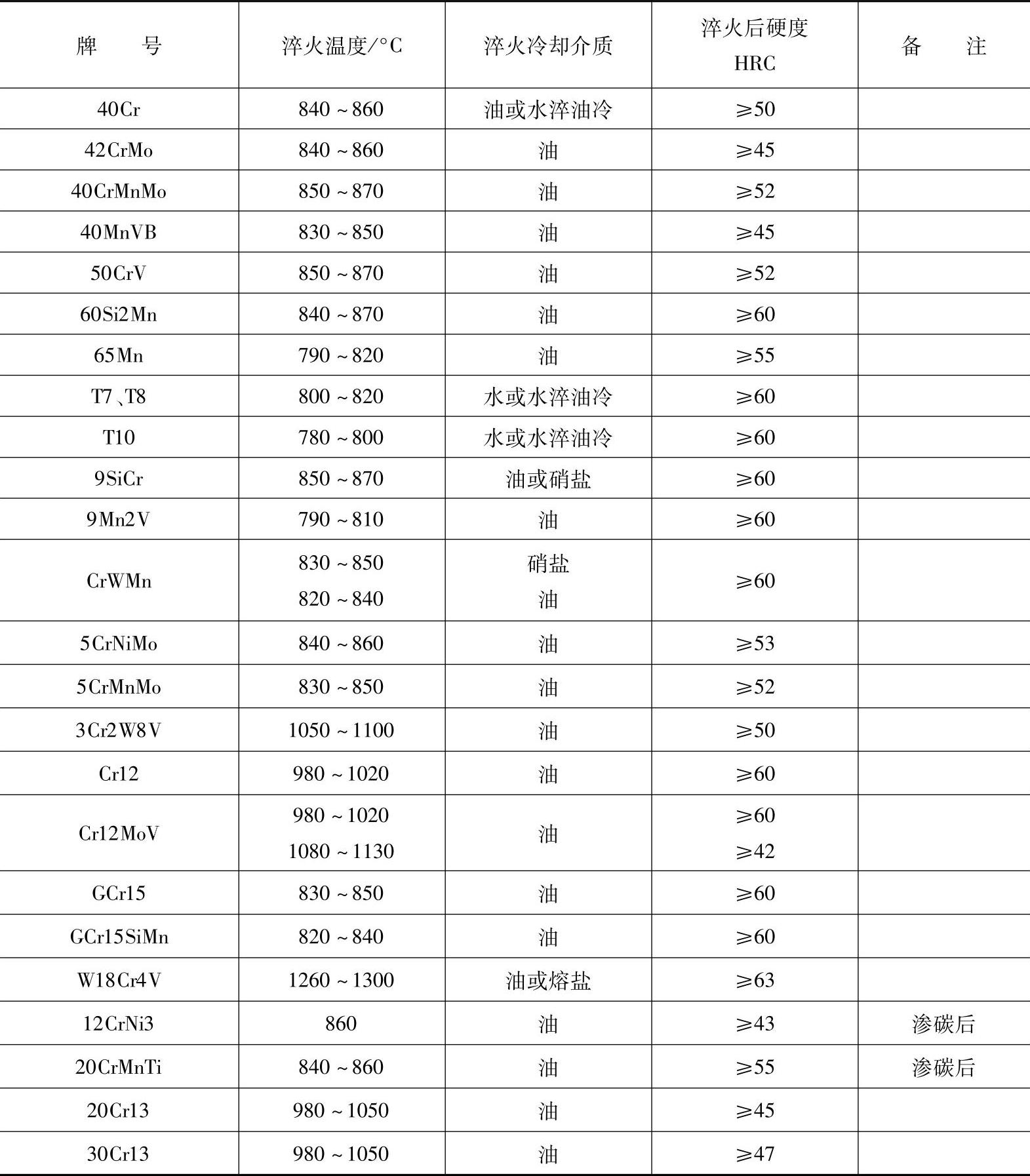
1)常用钢的淬火加热温度及处理后的硬度如表2-10所示。
表2-10 常用钢的淬火加热温度及处理后的硬度
(续)
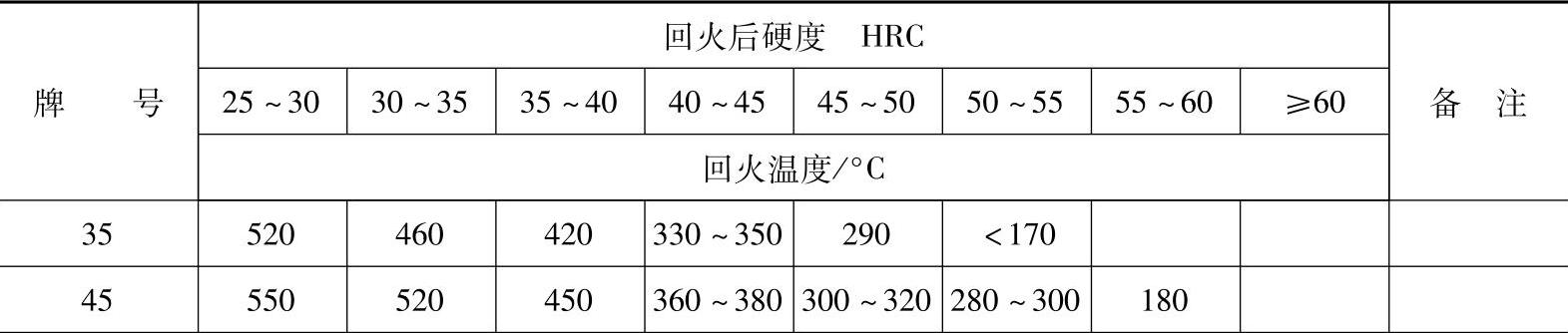
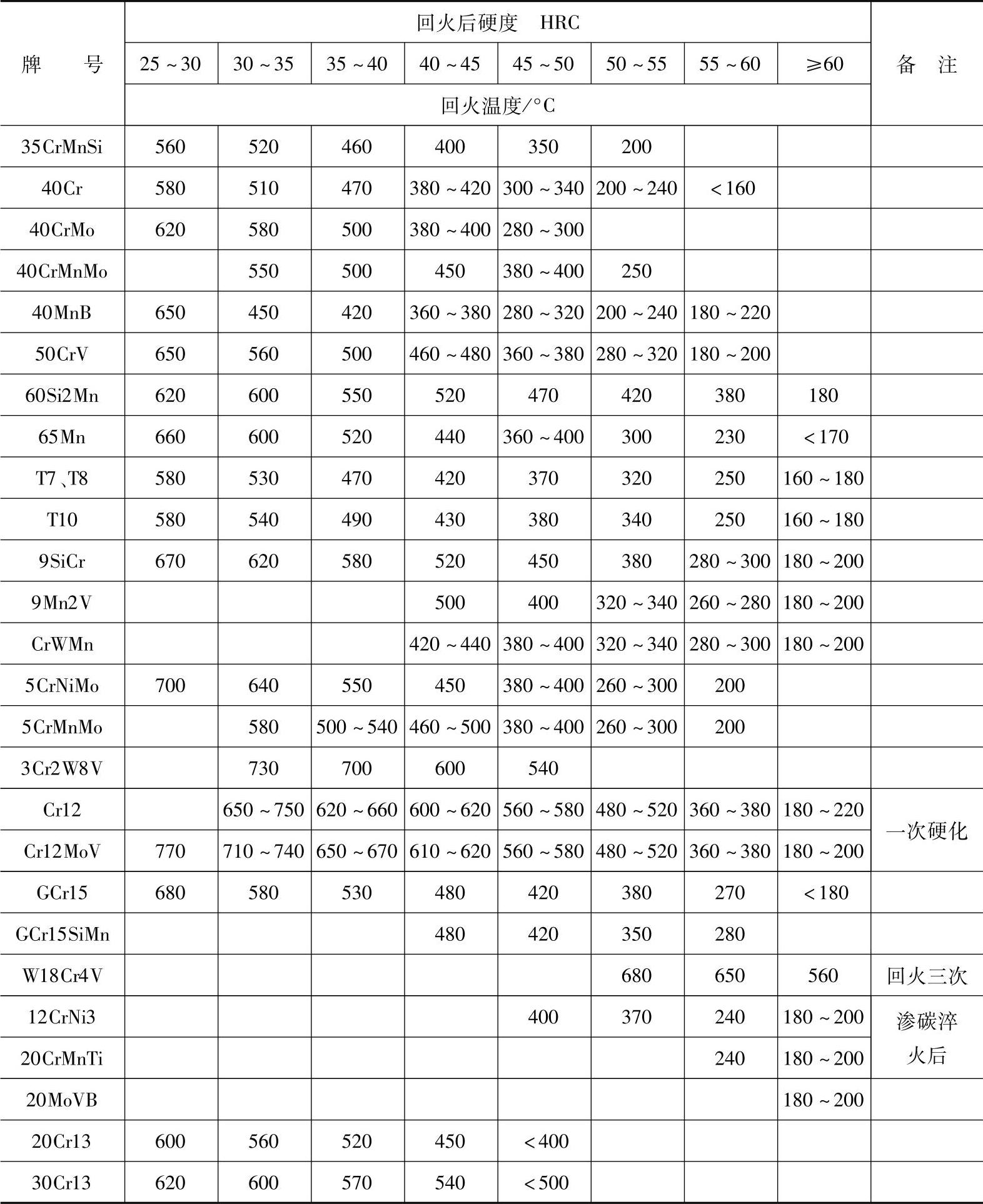
2)常用钢的回火加热温度及处理后的硬度如表2-11所示。
表2-11 常用钢的回火加热温度及处理后的硬度
(续)
3)常用钢冷处理温度和保持时间:根据处理温度的不同,冷处理分为冰冷处理(0~-80℃),中冷处理(-80~-150℃),深冷处理(-150~200℃)三种。
由于冷处理目的是将钢件淬火后的残留奥氏体继续转变成马氏体,故冷处理温度一般大多在Mf点附近即可。由于大多数钢种的Mf点不低于-100℃(如表2-12所示),所以,常用的冷处理温度在-30~-80℃,即属于冰冷处理,对于Mf点低于-100℃的钢种,根据特殊技术要求可采用更低的处理温度。
冷处理的保持时间:由零件有效厚度、装炉量多少决定,以确保零件内外整体温度一致为原则。当零件与介质直接接触时,单件和小批生产的保持时间一般为0.5~1h,批量生产和零件与介质非直接接触时采用1~2h。
表2-12 常用钢种的Ms点和Mf点及冷处理效果
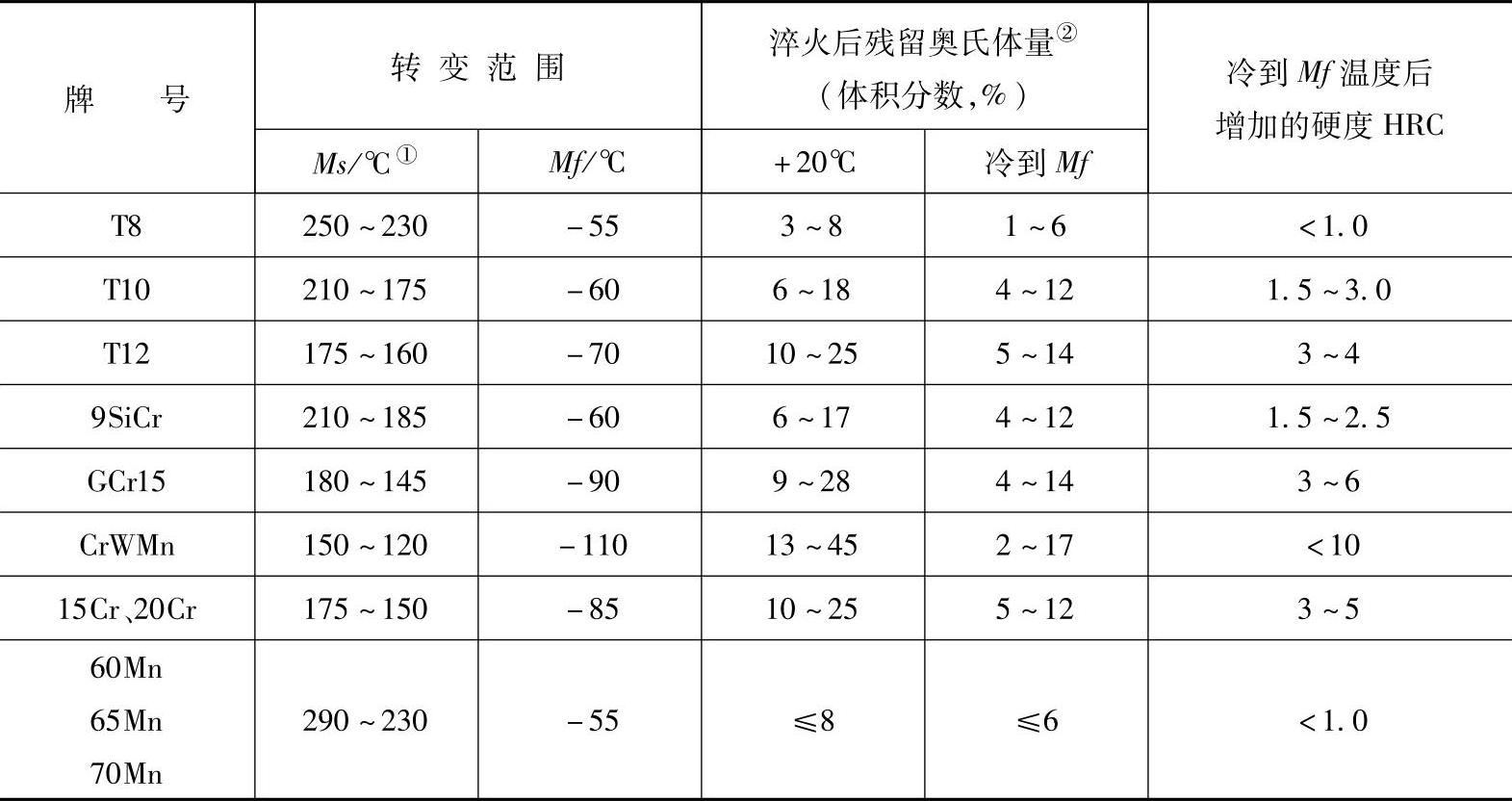
① Ms点温度范围的变化是由于钢发生化学成分的波动而引起的。
② 在保证形成均匀的奥氏体的淬火温度淬火后,得到的奥氏体数量(冷却剂为通常适合于该类钢的冷却剂)。
(3)常用铸铁件的正火和退火加热温度和保温时间
1)典型灰铸铁件去应力退火加热温度和保温时间如表2-13所示。
表2-13 典型灰铸铁件去应力退火工艺参数
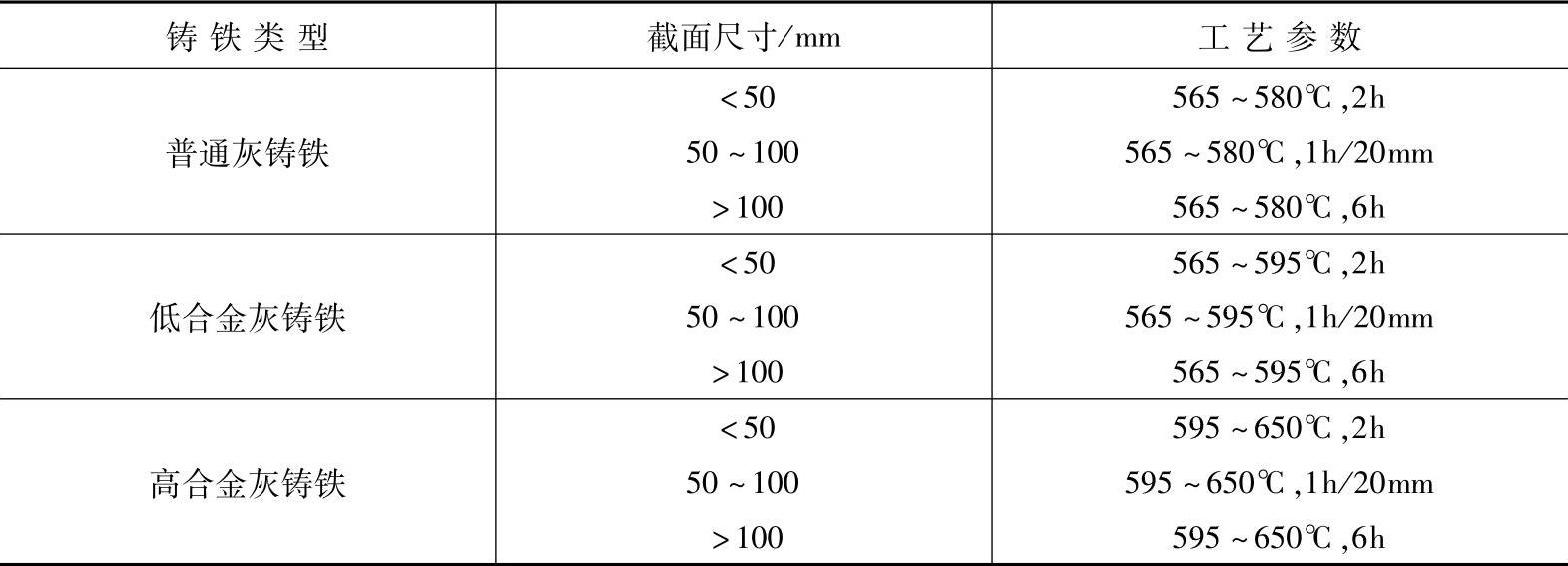
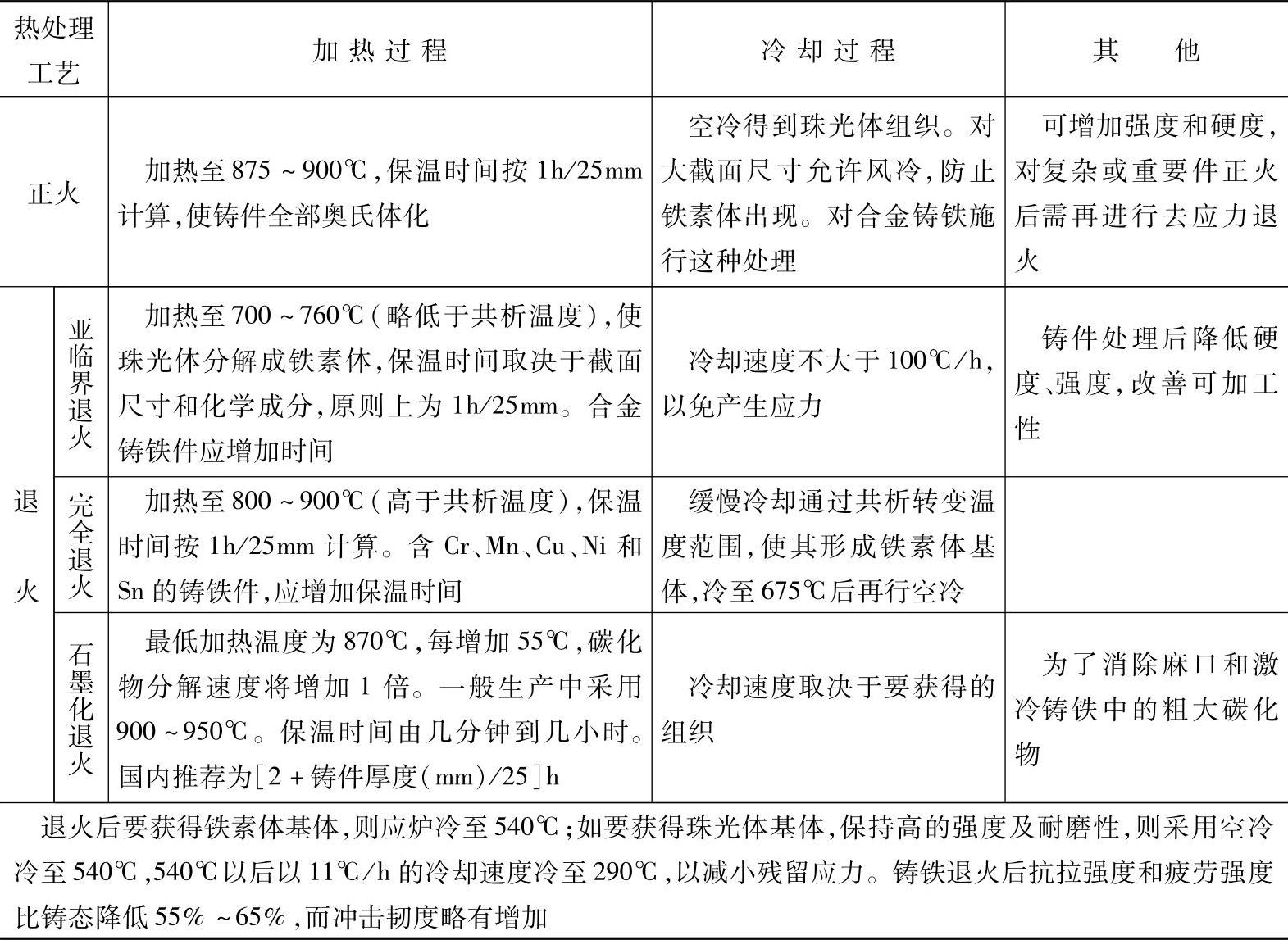
2)灰铸铁正火和退火加热温度和时间,如表2-14所示。
表2-14 灰铸铁正火和退火加热温度和时间
3)球墨铸铁退火和正火的加热和冷却如表2-15所示。
表2-15 球墨铸铁退火和正火的加热和冷却
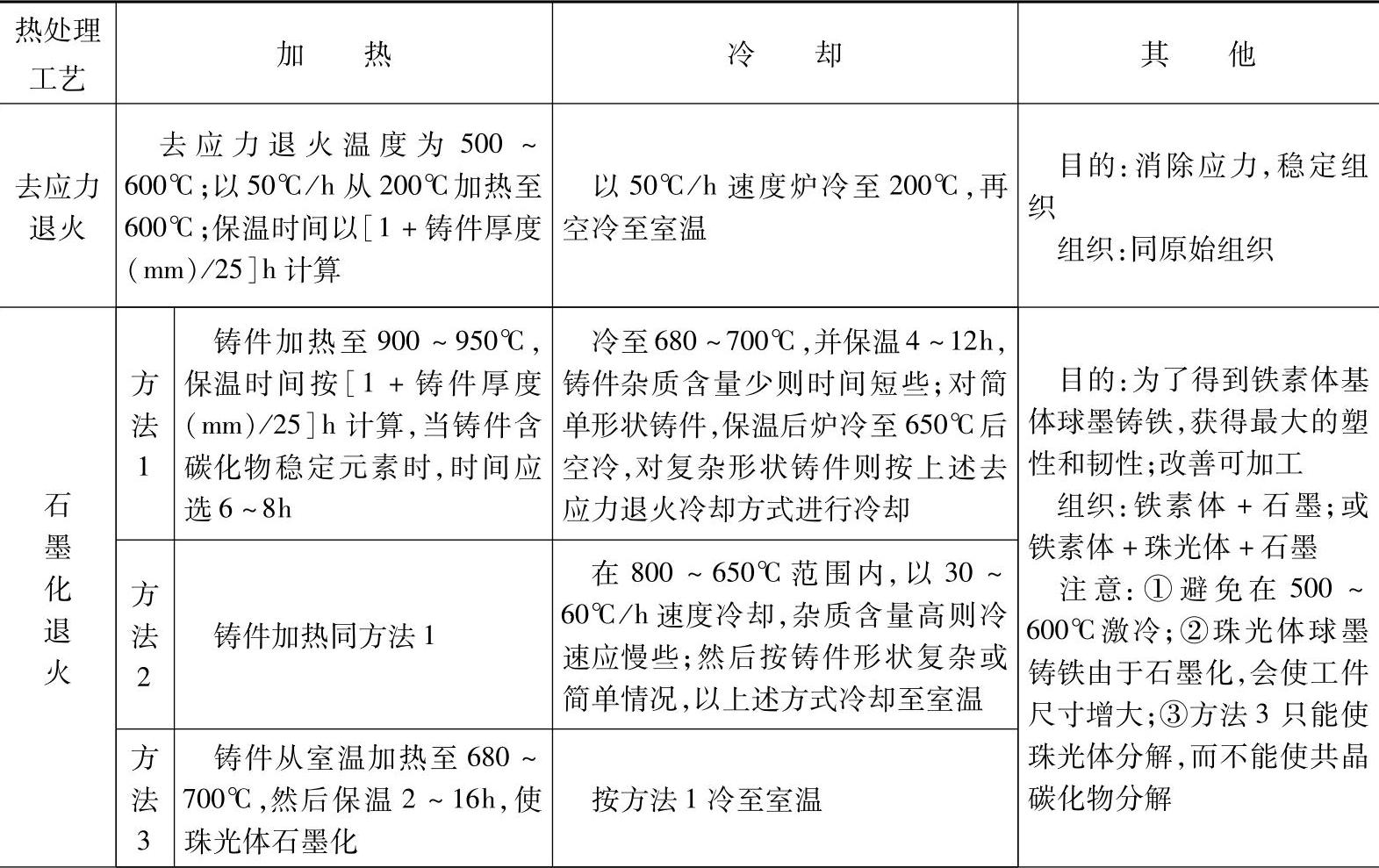
(续)
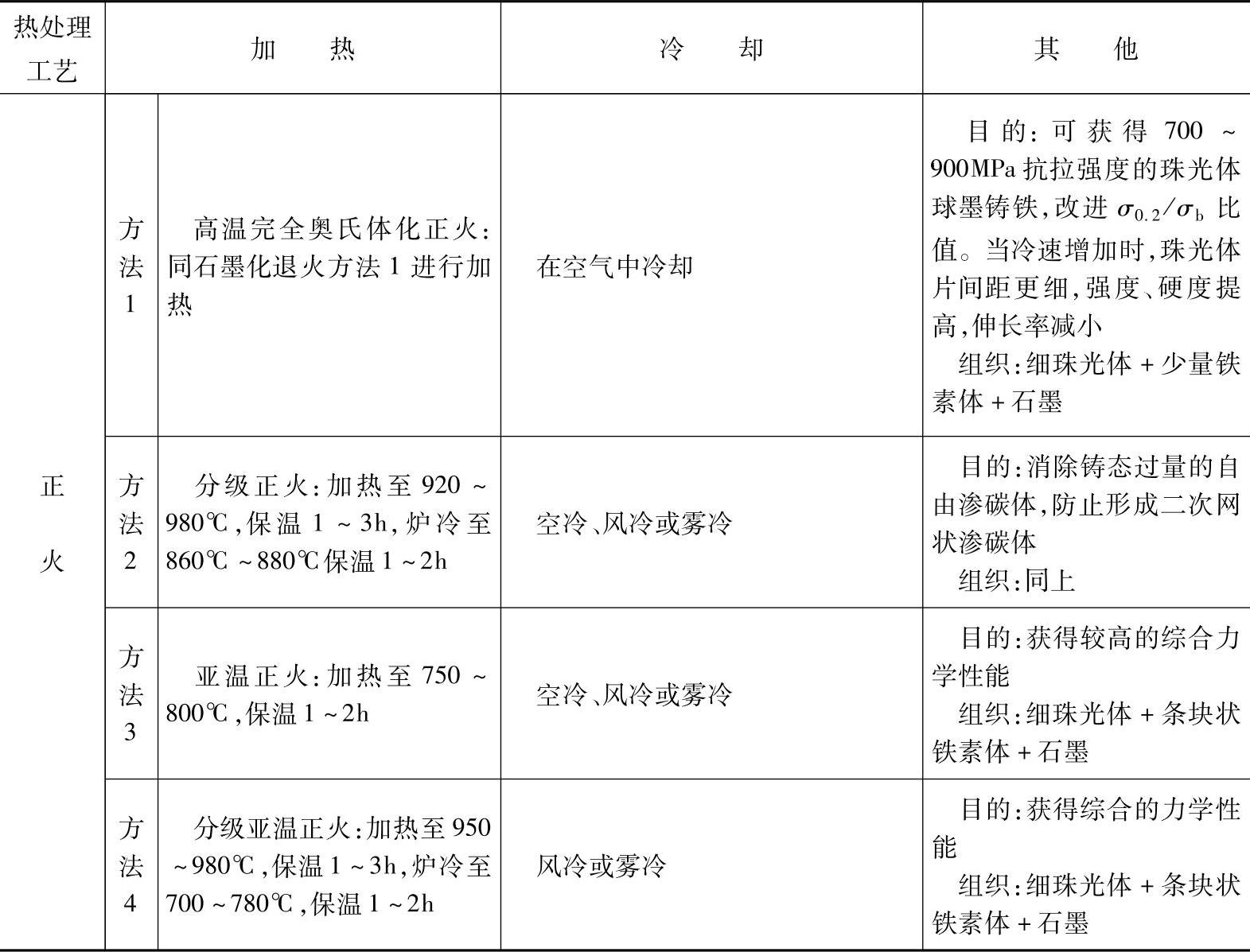
注:复杂铸件正火后需进行回火。
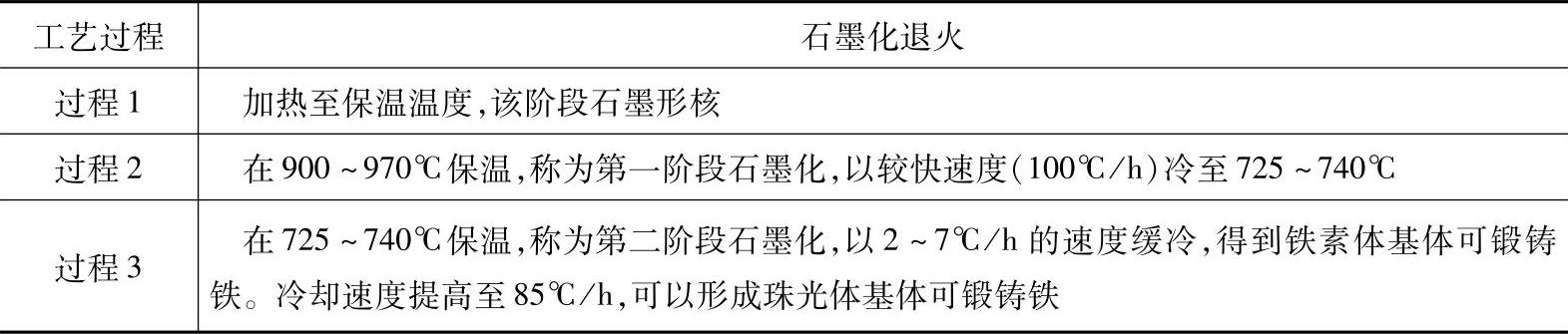
4)可锻铸铁的石墨化退火加热和保温如表2-16所示。
表2-16 可锻铸铁的石墨化退火过程及其加热温度
(4)常用铸铁件的淬火回火加热温度和保温时间
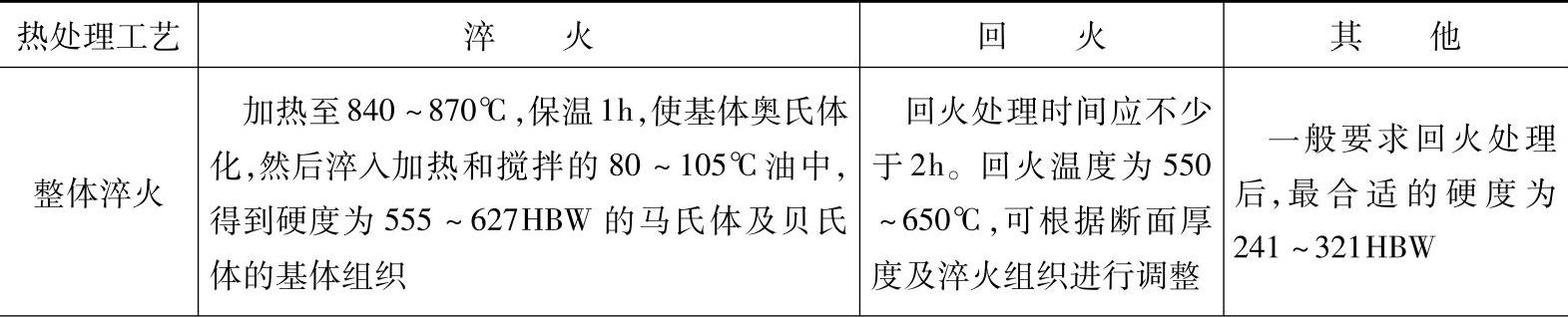
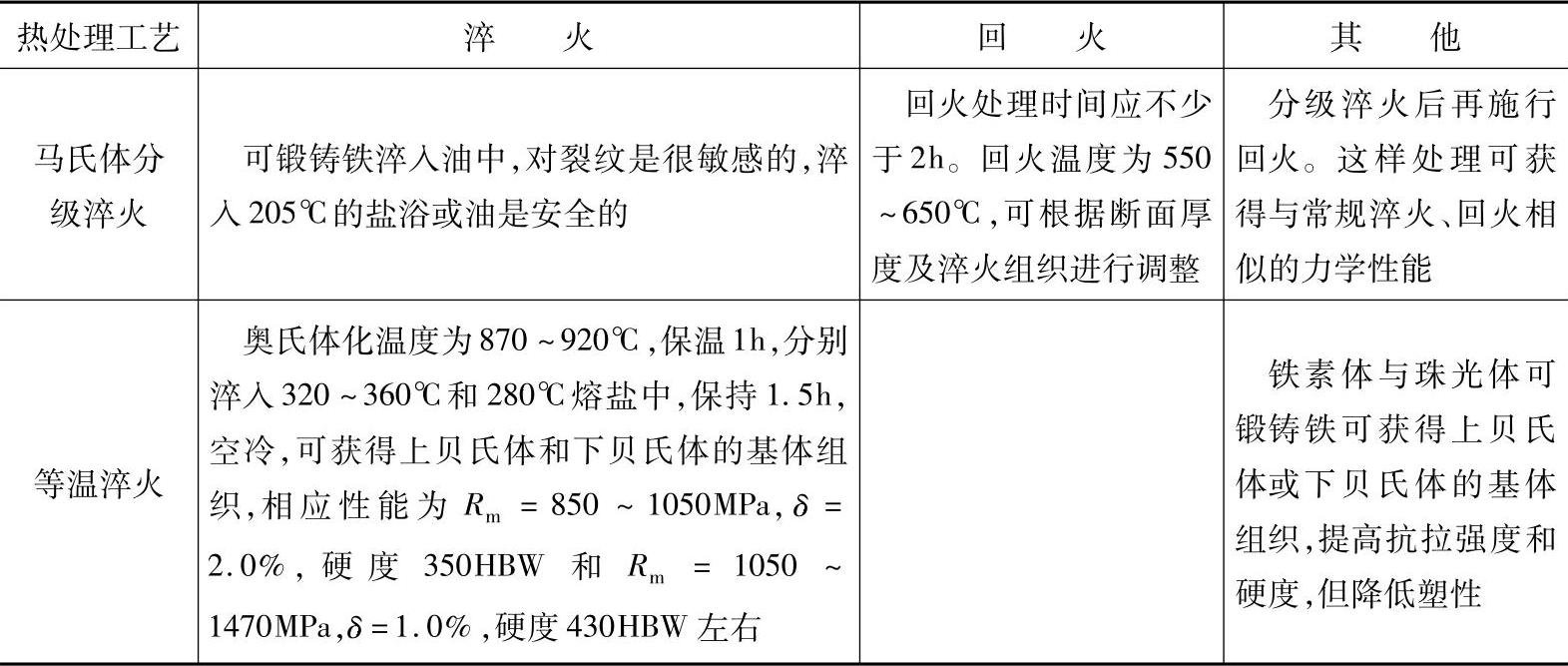
1)可锻铸铁整体淬火和回火的加热温度和保温时间如表2-17所示。
表2-17 可锻铸铁淬火回火的加热温度和保温时间
(续)
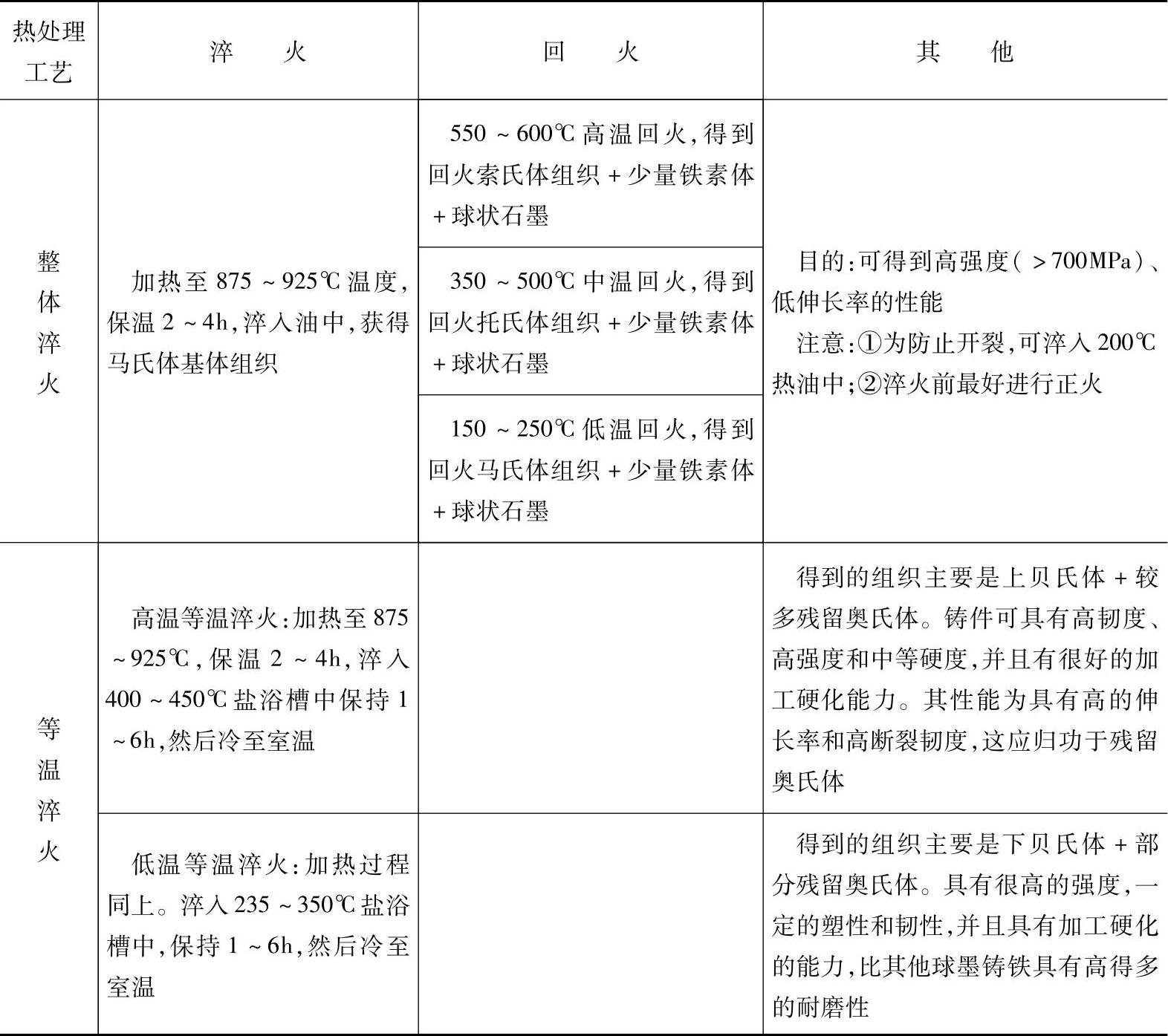
2)球墨铸铁整体淬火和回火的加热温度和保温时间如表2-18所示。
表2-18 球墨铸铁淬火回火的加热温度和保温时间
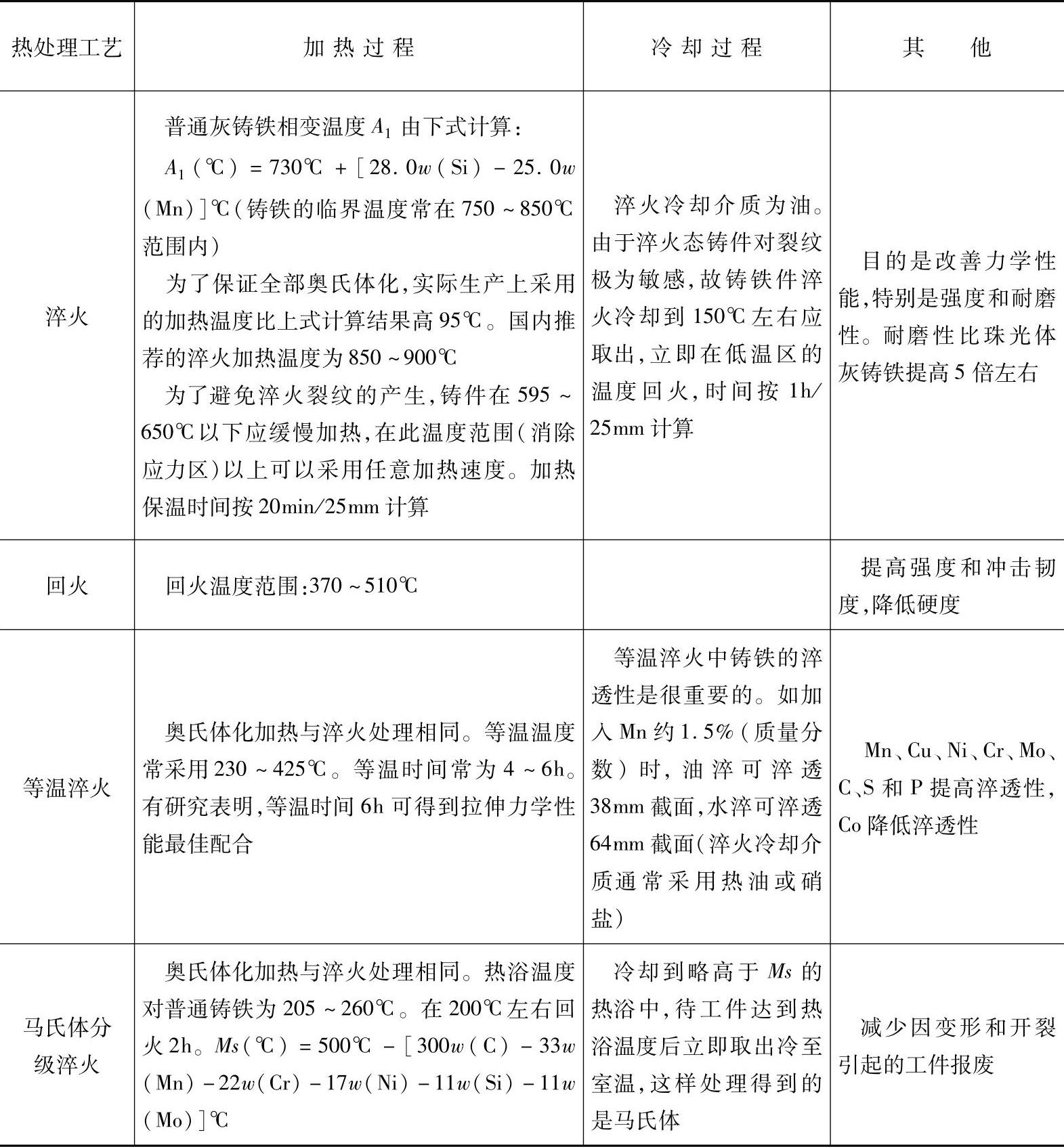
3)灰铸铁的淬火温度,一般为850~900℃,回火温度范围大致为370~510℃。具体确定方法如表2-19所示。
表2-19 灰铸铁淬火和回火加热温度与时间
(5)非铁金属及其合金的热处理加热温度和保温时间
1)铜及其合金的热处理加热温度和保温时间,如表2-20~表2-30所示。
表2-20 纯铜的再结晶退火加热温度

表2-21 黄铜的去应力退火加热温度
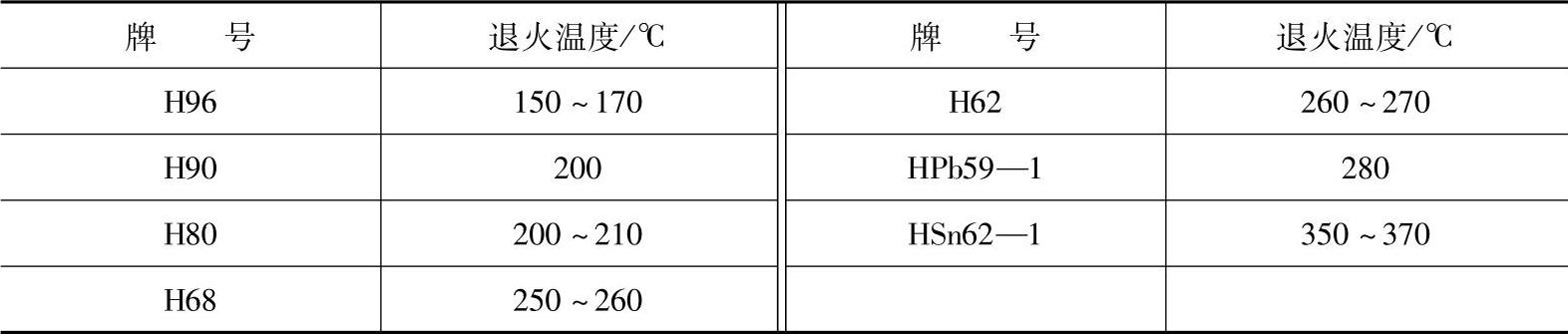
表2-22 黄铜冷变形加工的序间退火加热温度
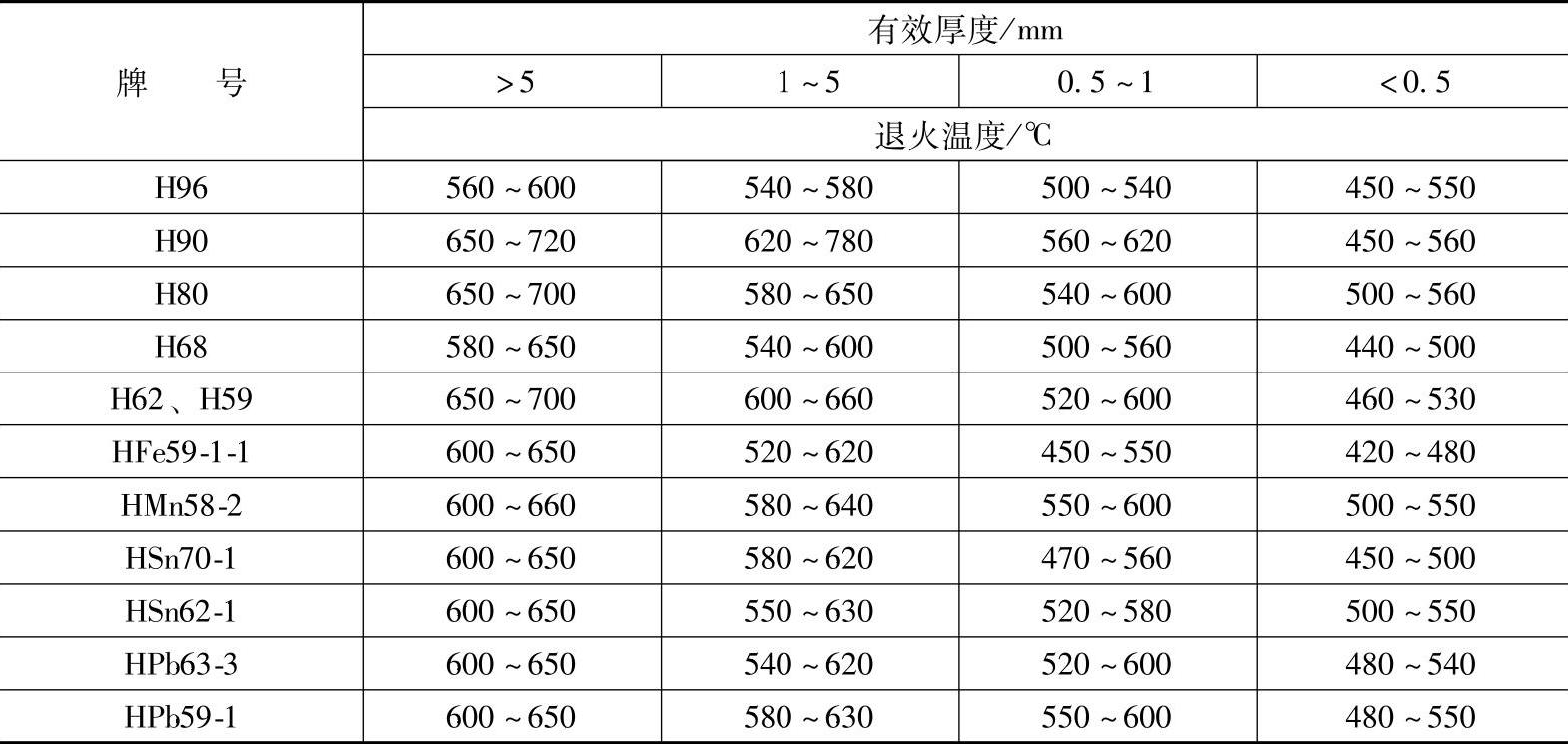
表2-23 黄铜管材和棒材的再结晶退火加热温度
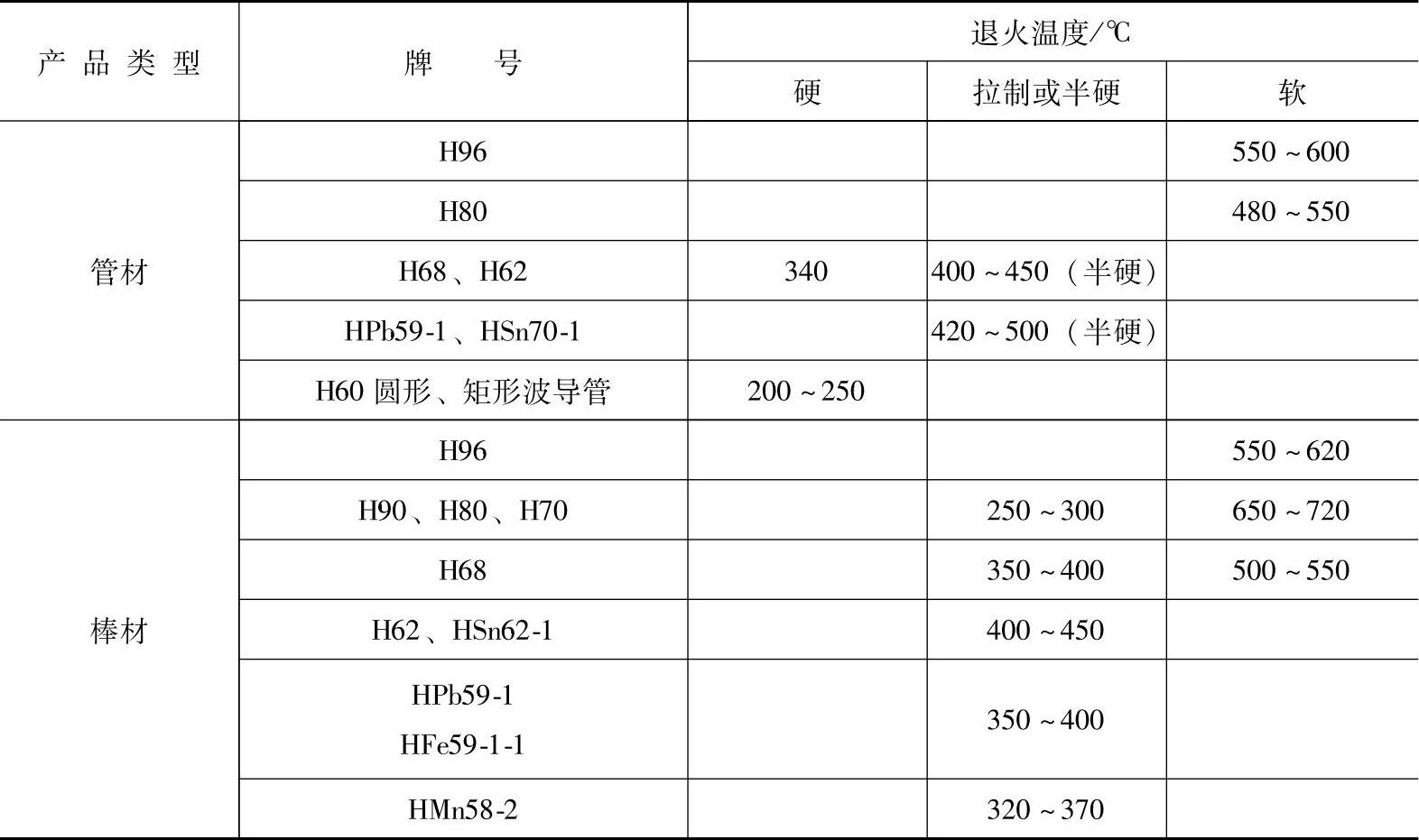
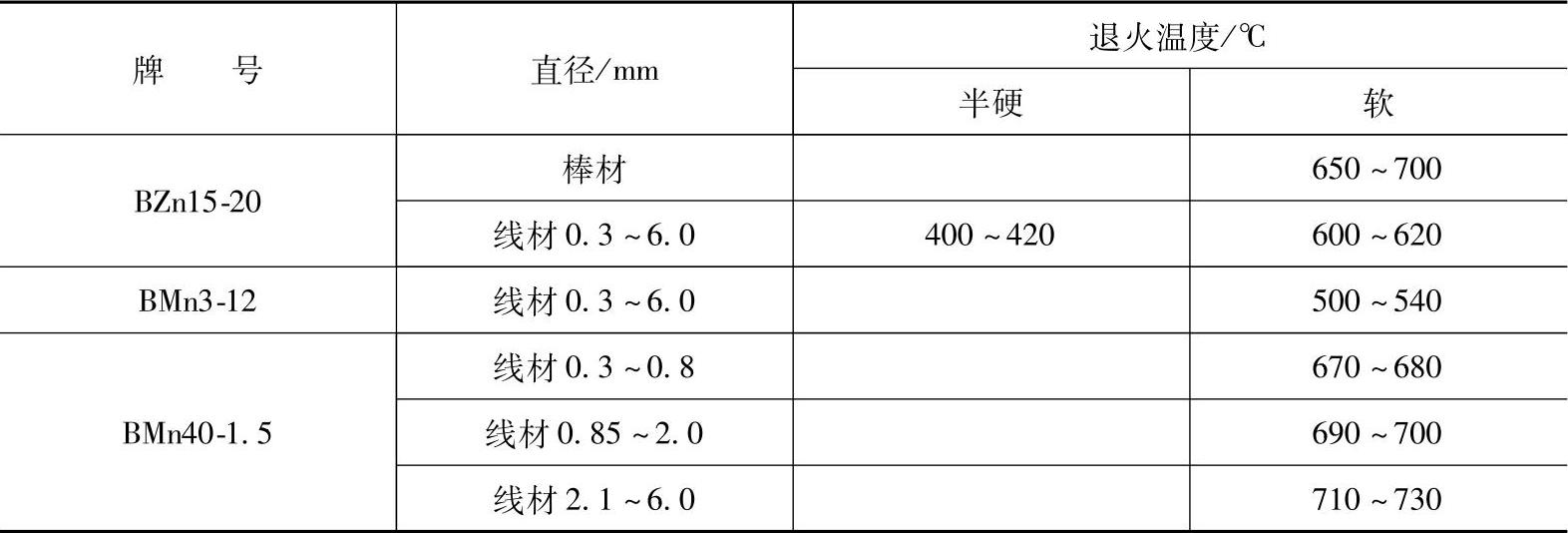
表2-24 黄铜线材的再结晶退火加热温度
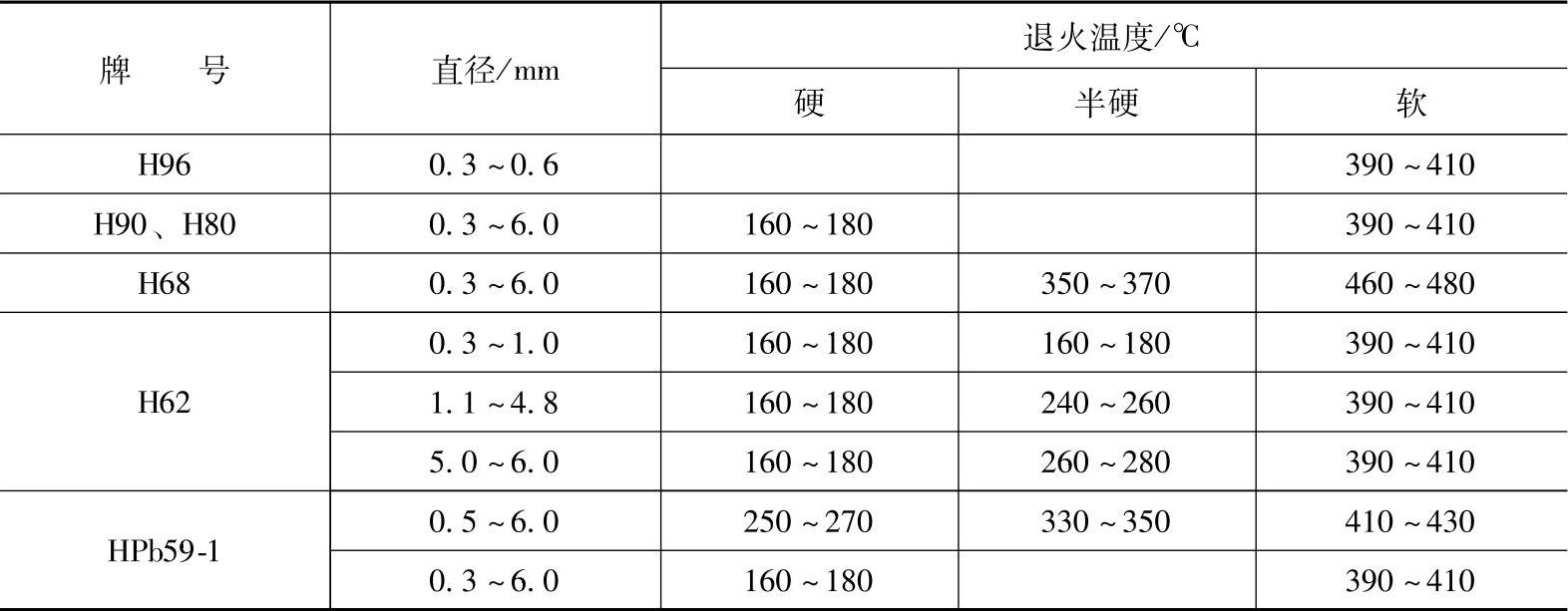
表2-25 锡青铜的序间的退火加热温度
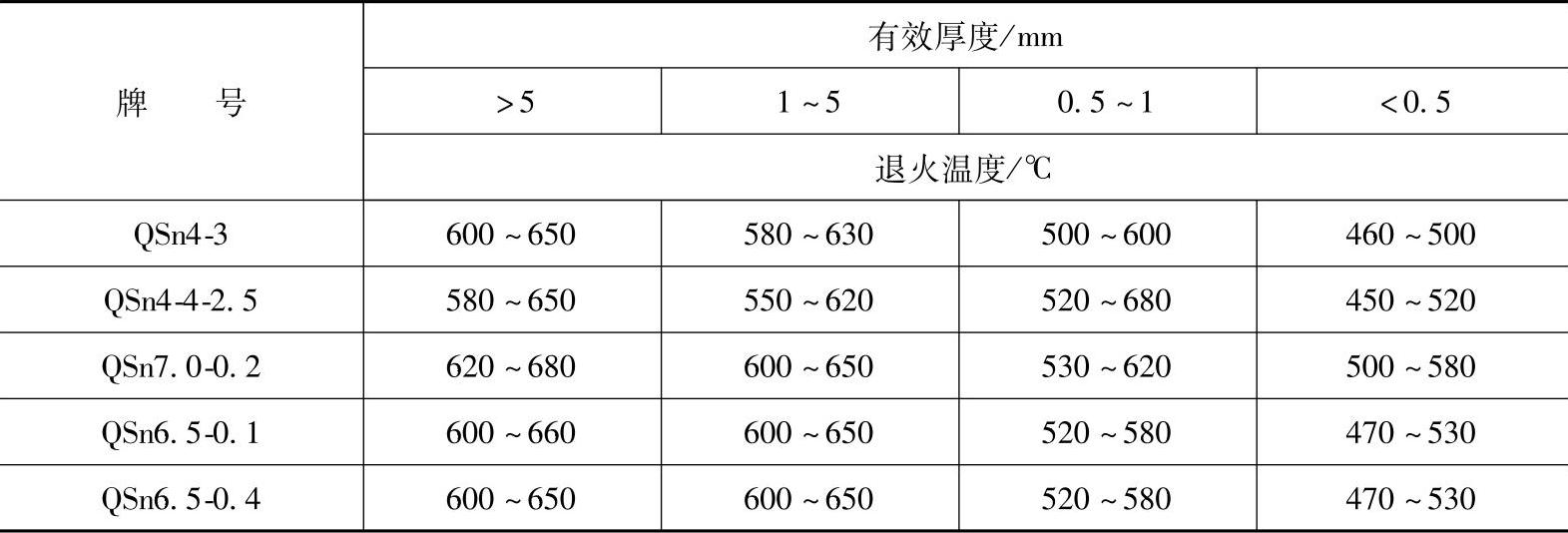
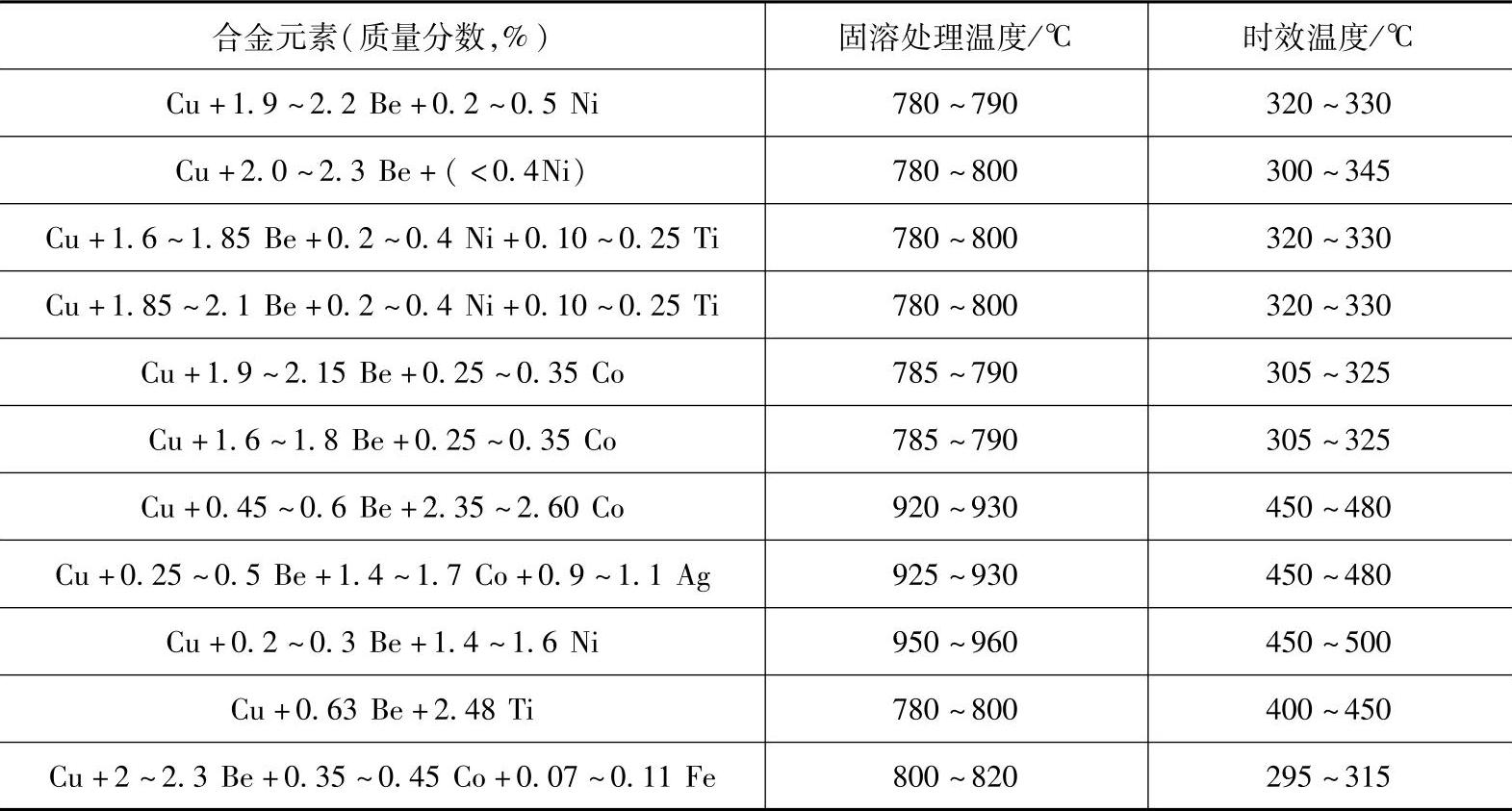
表2-26 铍青铜固溶处理和时效加热温度
 (https://www.xing528.com)
(https://www.xing528.com)
表2-27 薄板、带材和有效厚度很小的工件固溶处理保温时间

表2-28 白铜铸锭的均匀化退火加热温度

表2-29 白铜的序间再结晶退火加热温度
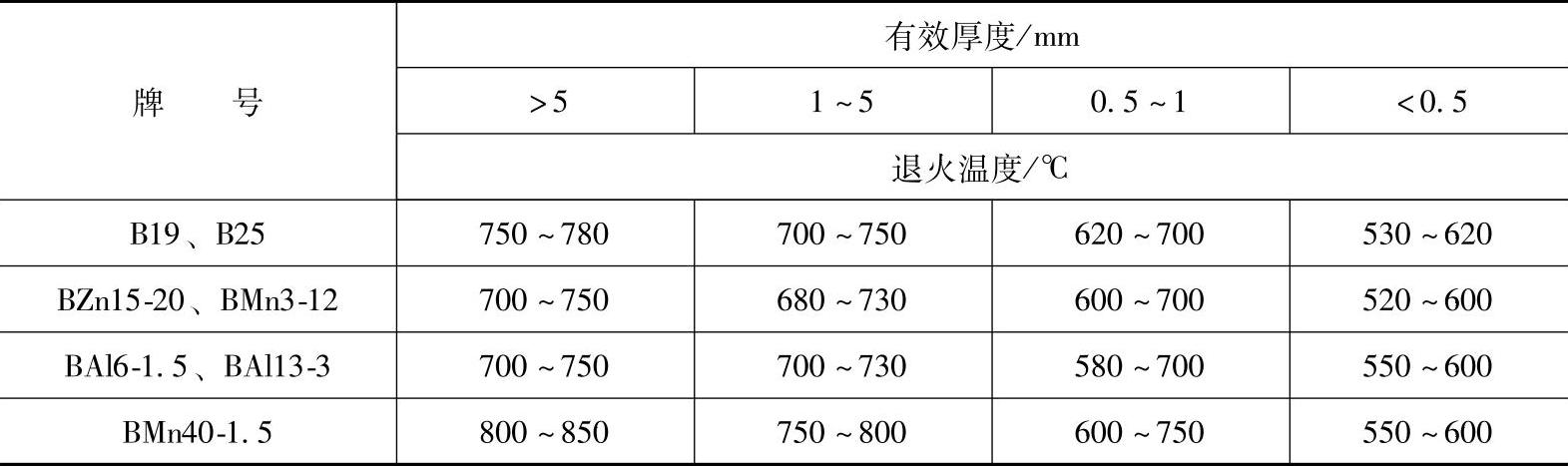
表2-30 白铜成品棒材、线材的最终退火加热温度
2)铝及其合金的热处理加热温度和保温时间,如表2-31~表2-36所示。
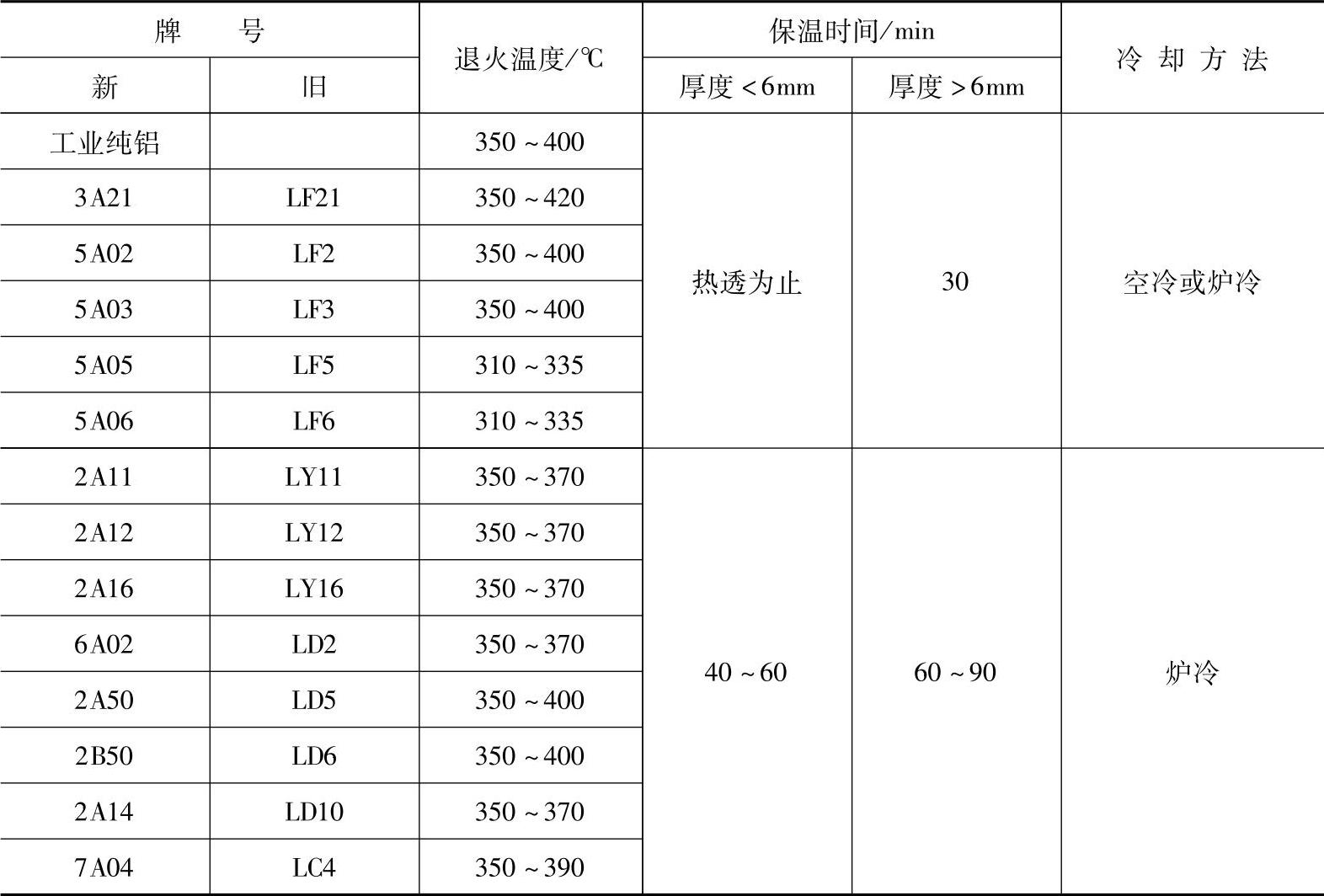
表2-31 几种防锈铝合金去应力退火加热温度和保温时间

表2-32 变形铝合金再结晶退火加热温度和保温时间
注:表中所列是在空气循环炉中的加热制度。盐浴加热时,保温时间可按表中数据缩短1/3,在静止空气炉中应增加1/2。
表2-33 变形铝合金的固溶处理加热温度
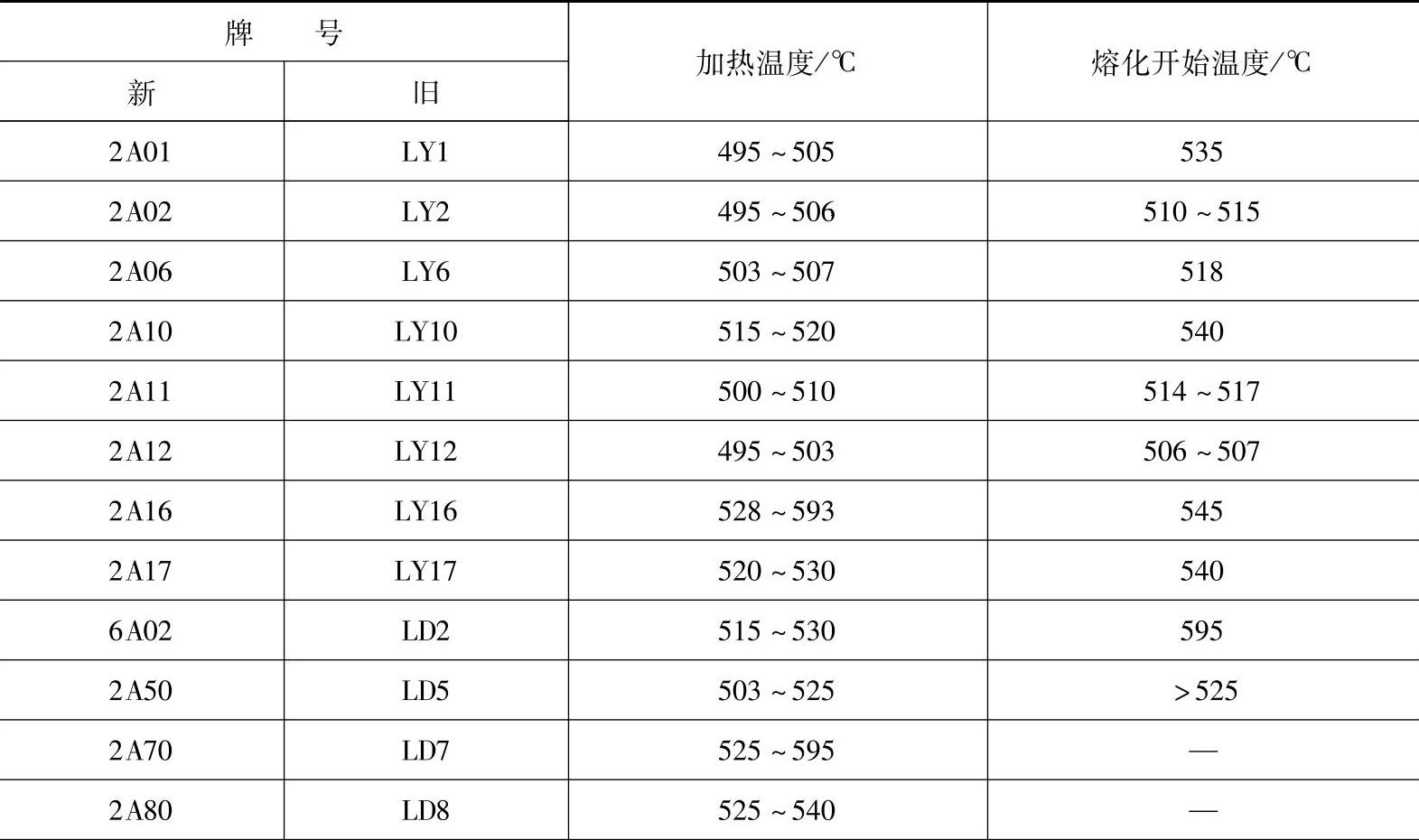
(续)
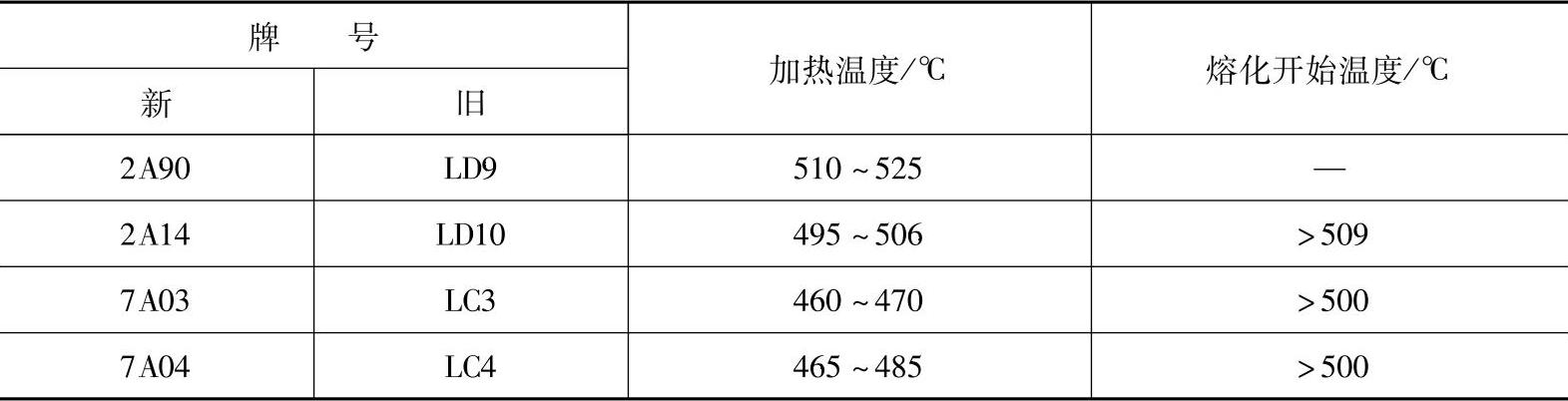
表2-34 变形铝合金的时效加热温度和保温时间
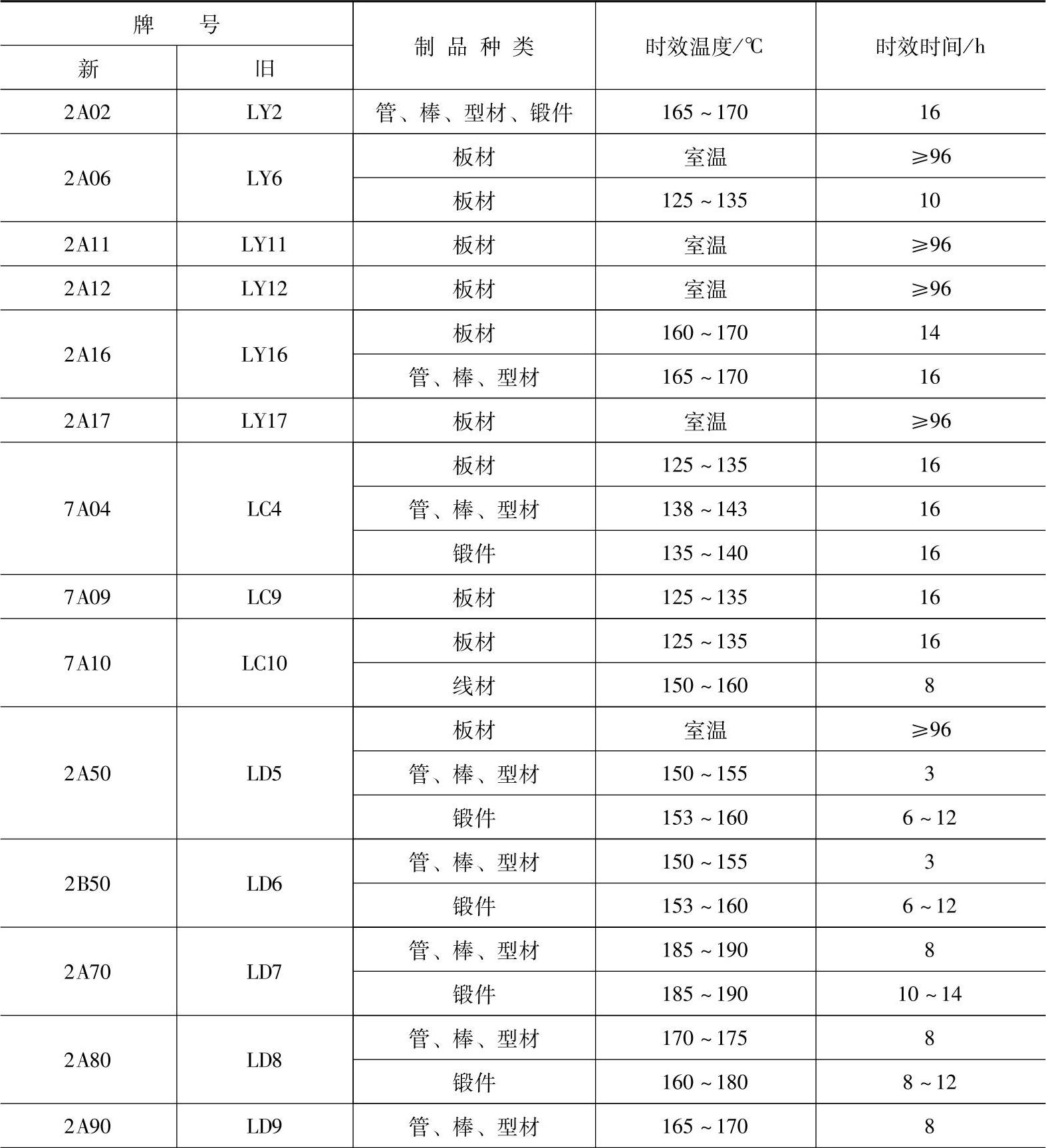
(续)
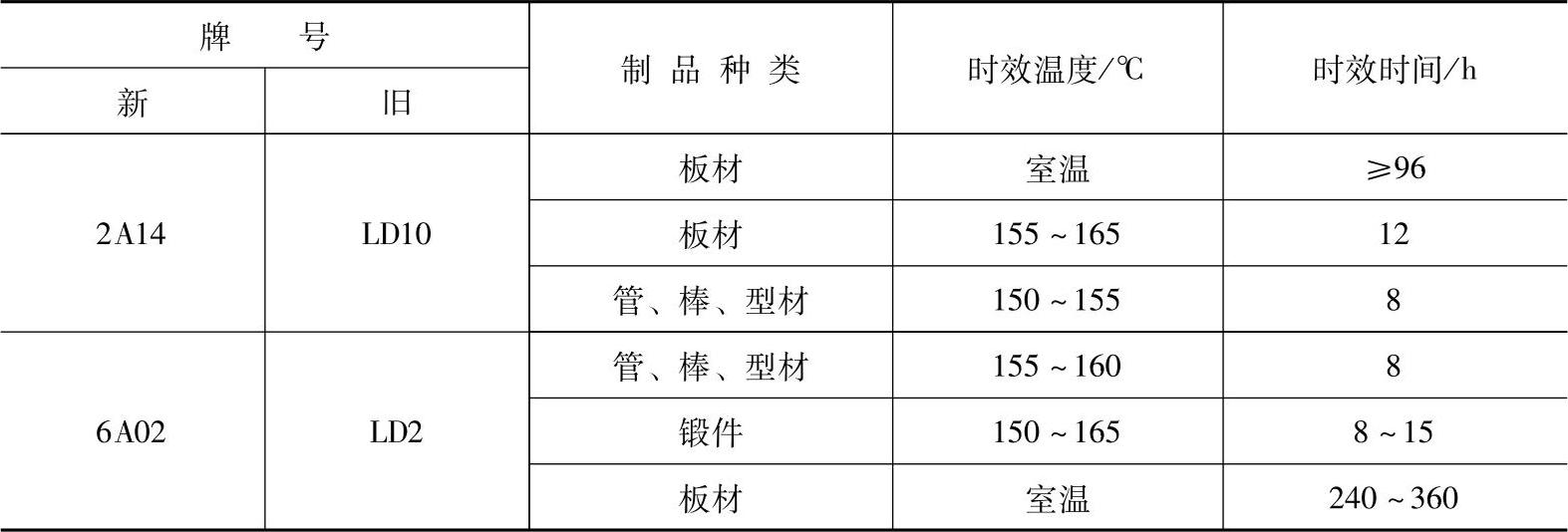
表2-35 几种硬铝合金回归处理加热温度和保温时间
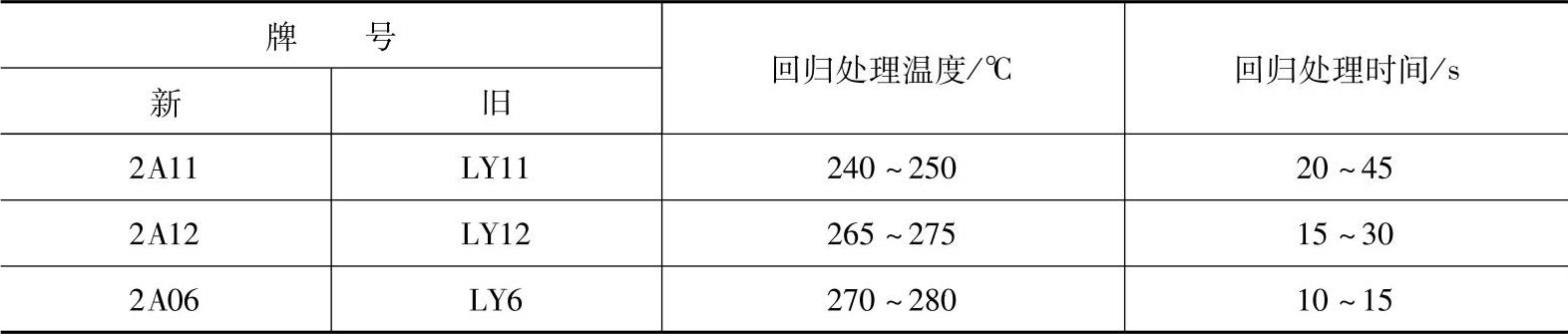
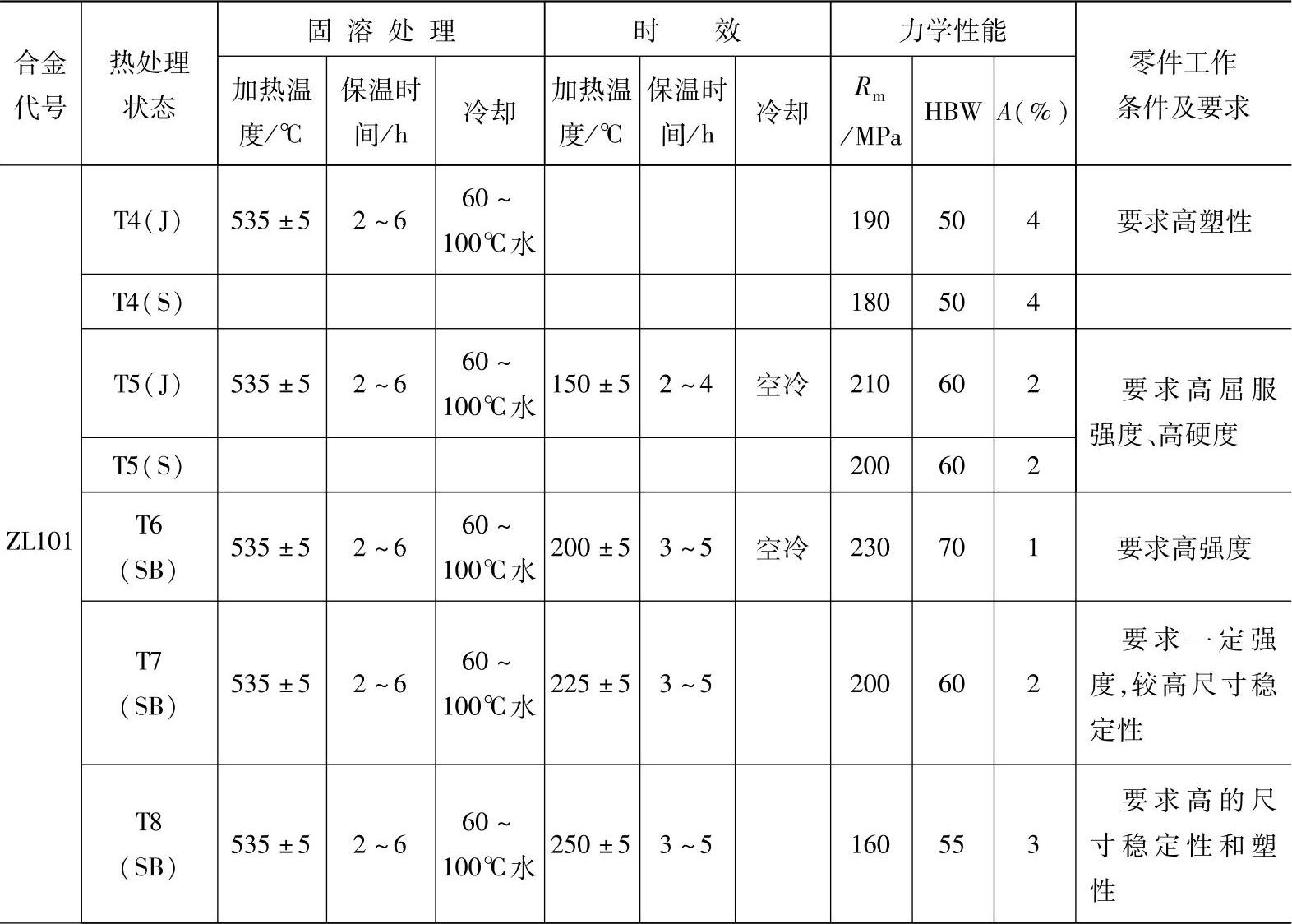
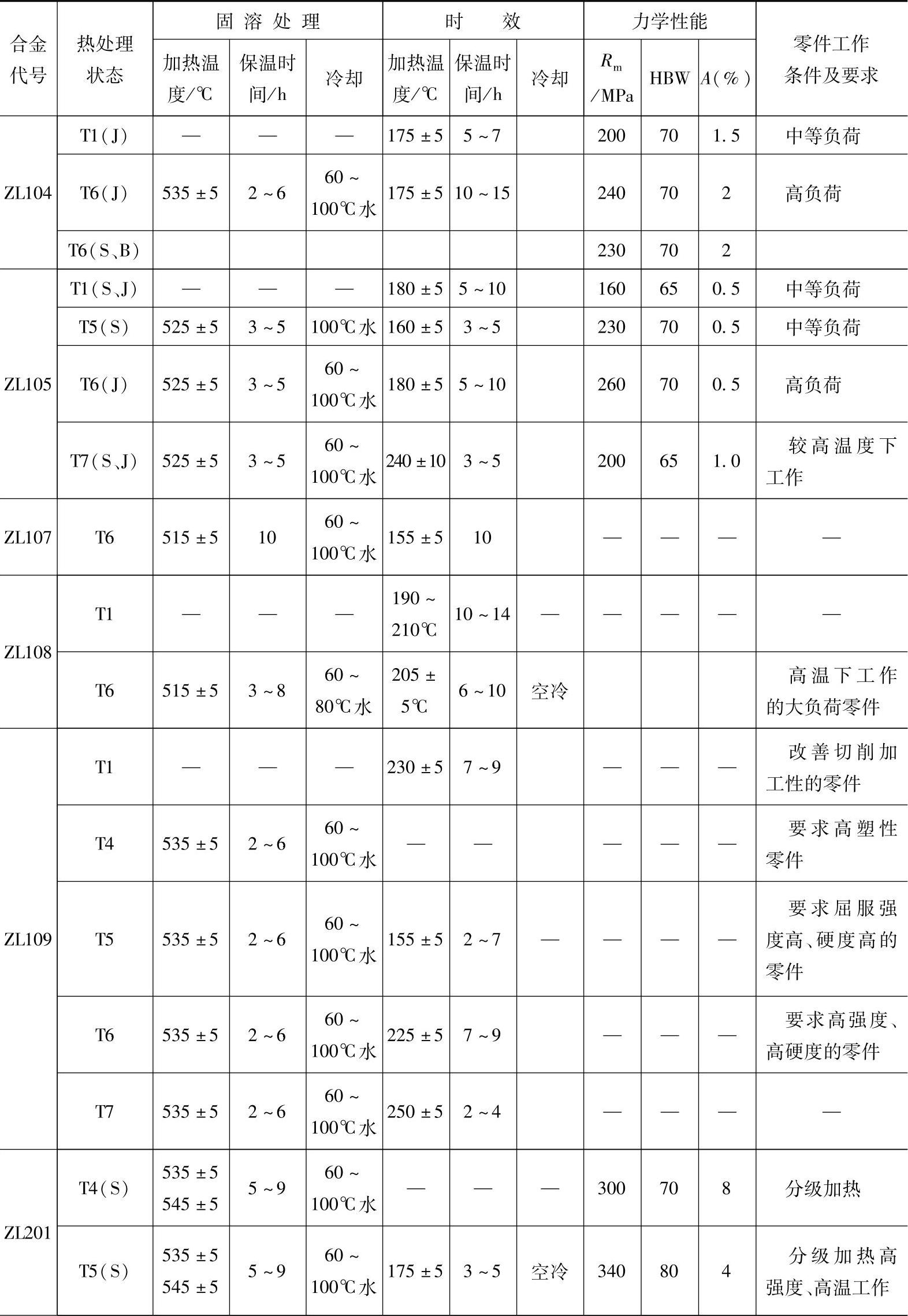
表2-36 铸造铝合金件的热处理工艺参数
(续)
(续)
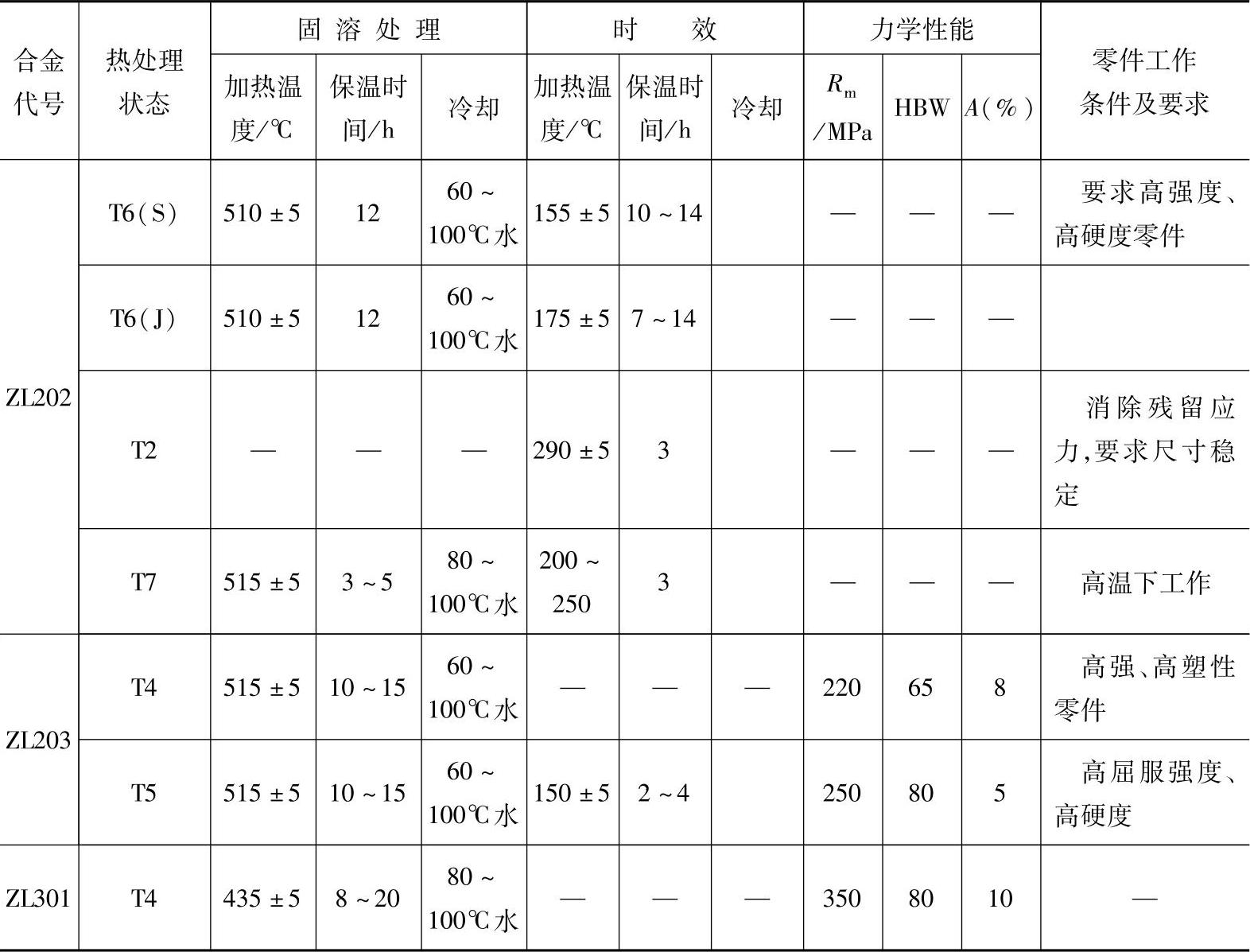
注:J—金属型;S—砂型;B—变质。
3)镁及其合金的热处理加热温度和保温时间,如表2-37~表2-38所示。
表2-37 变形镁合金退火加热温度和保温时间
注:1.完全退火保温时间应以工件发生完全再结晶为限,时间可适当缩短。
2.当ME20M要求强度较高时,可以在260~290℃进行退火;当要求较高的塑性时,则需要在320~350℃进行退火。
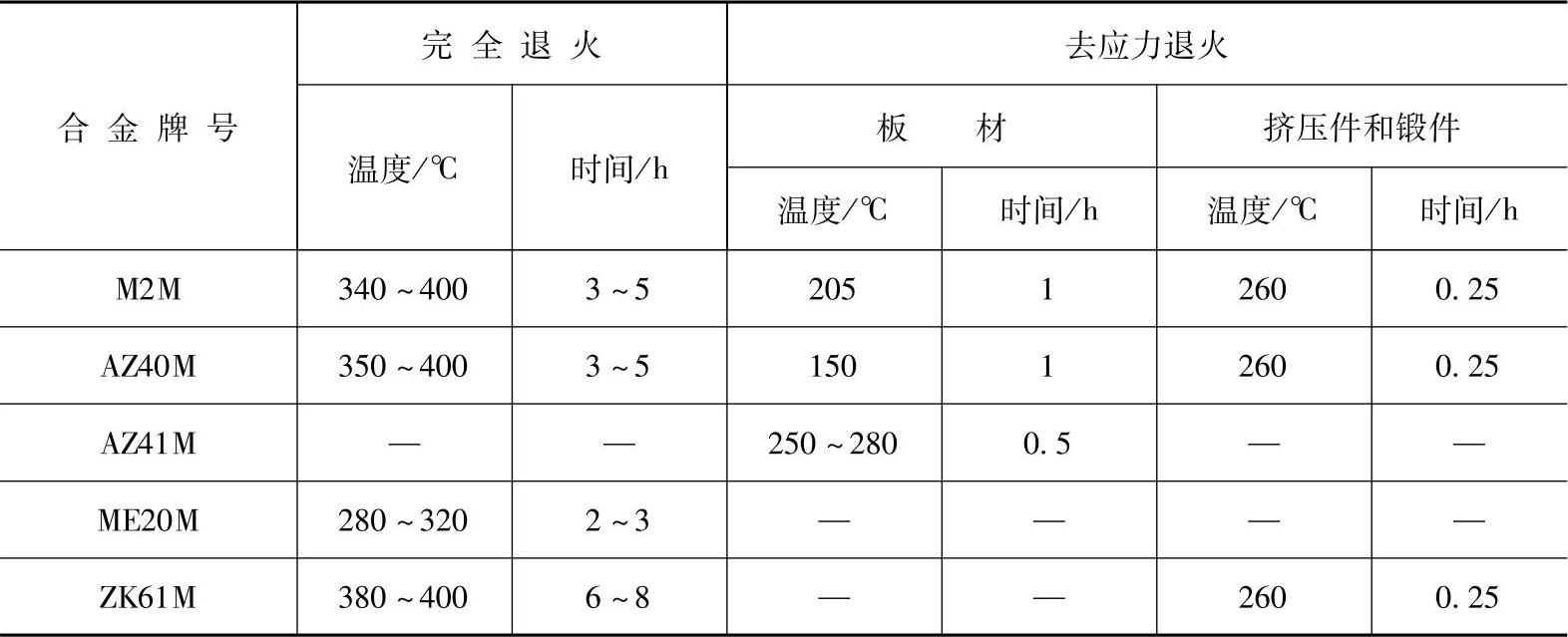
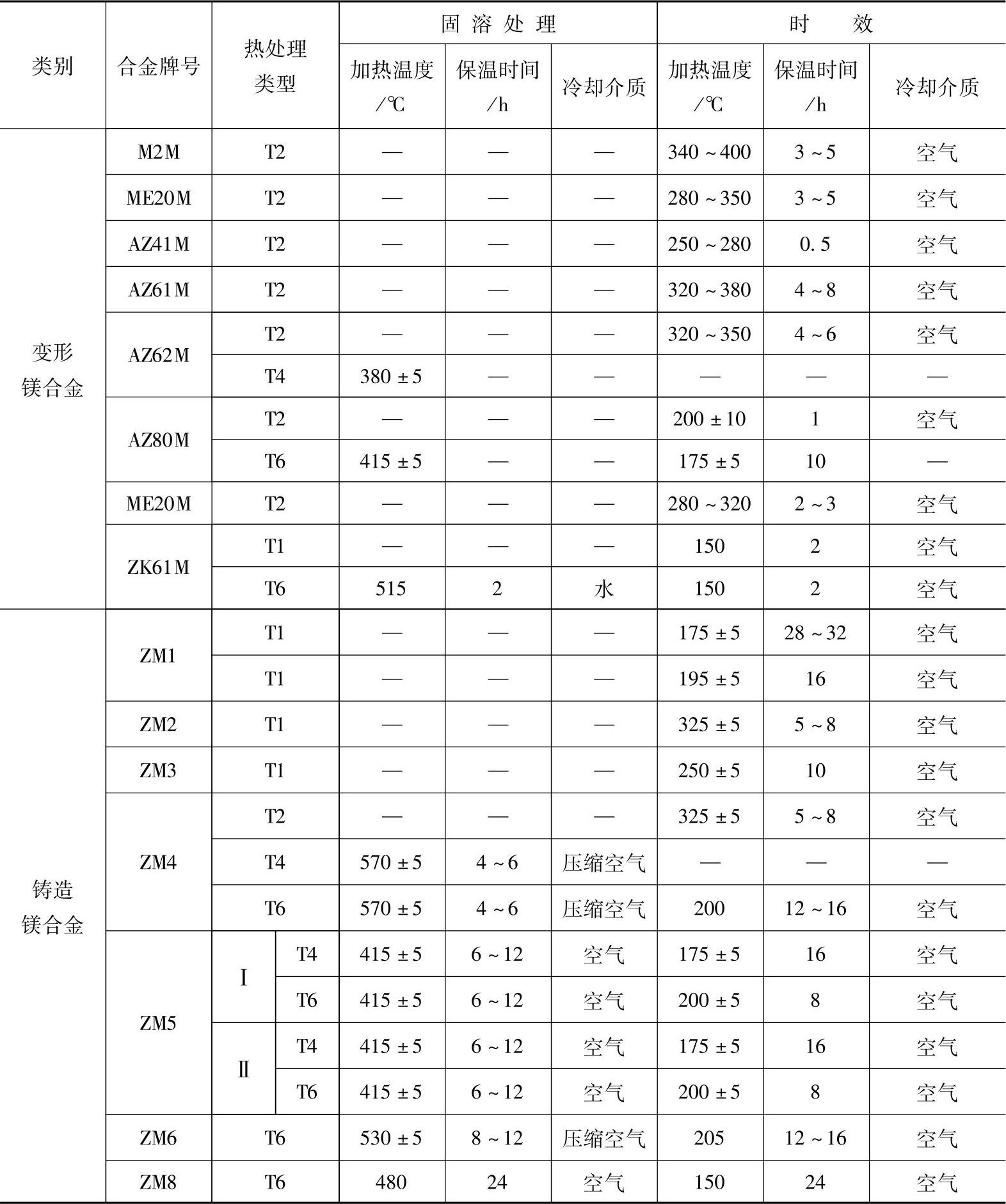
表2-38 常用镁合金的热处理加热温度和保温时间
4)钛及其合金的热处理加热温度和保温时间,如表2-39~表2-41所示。
表2-39 钛及钛合金去应力退火加热温度和保温时间

(续)
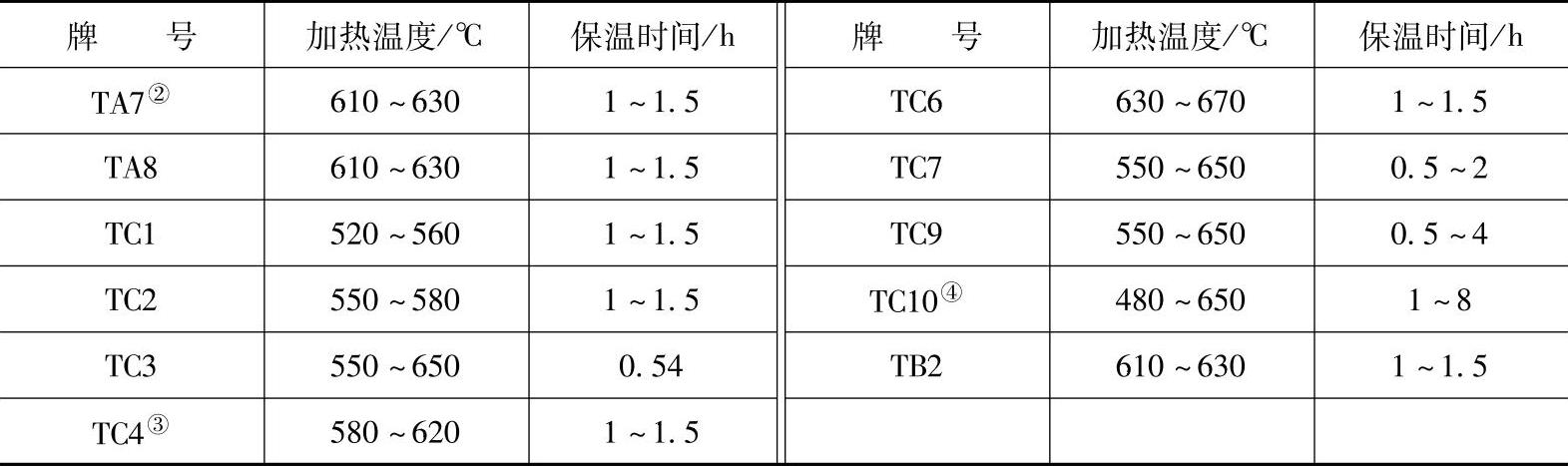
① 可采用的规范:540℃,0.5~1h;480℃,2~4h;427℃,8h。
② 可采用的规范:540~650℃,0.25~4h。
③ 可采用的规范:480~650℃,1~5h,或用590℃,1h。
④ 可采用的规范:590℃,2h。
表2-40 钛和钛合金的各种退火加热温度和保温时间
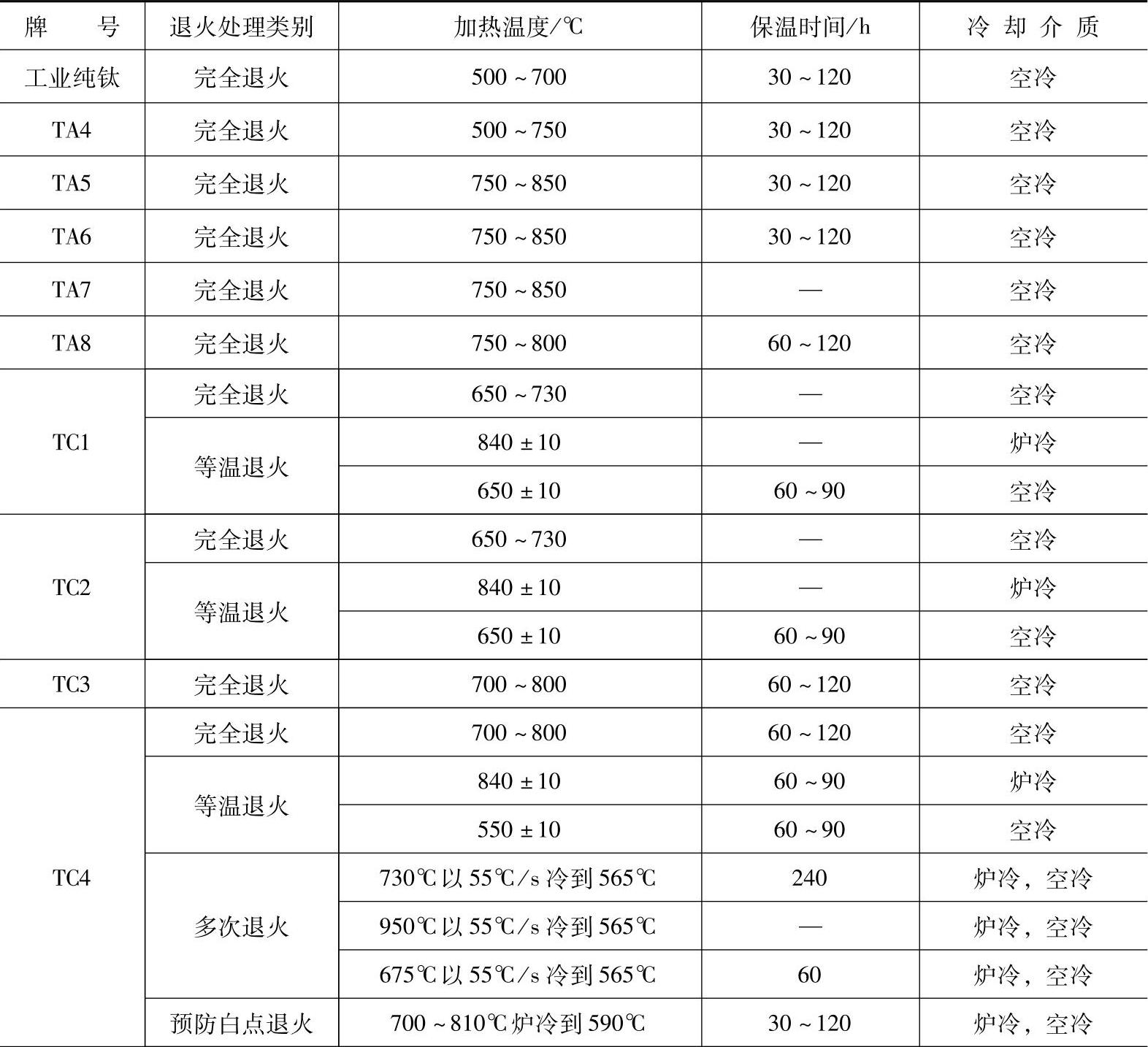
(续)
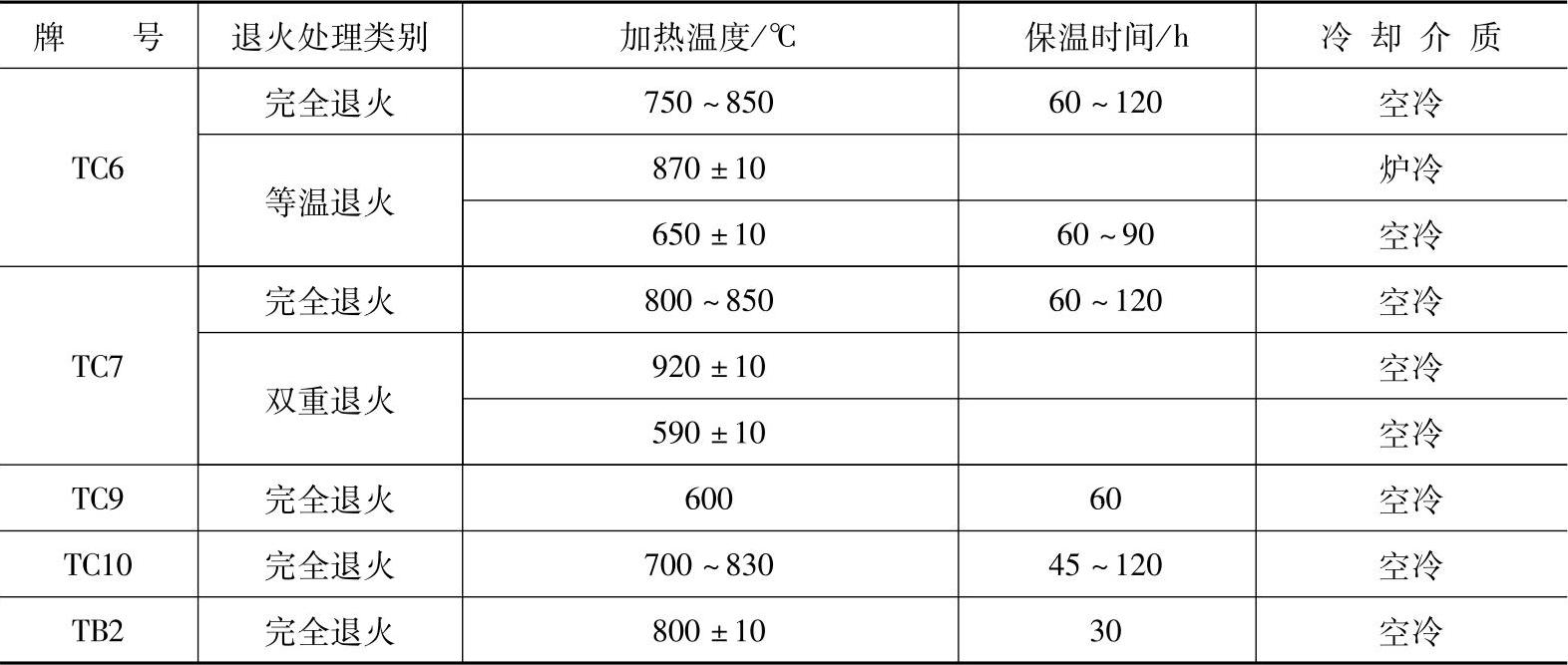
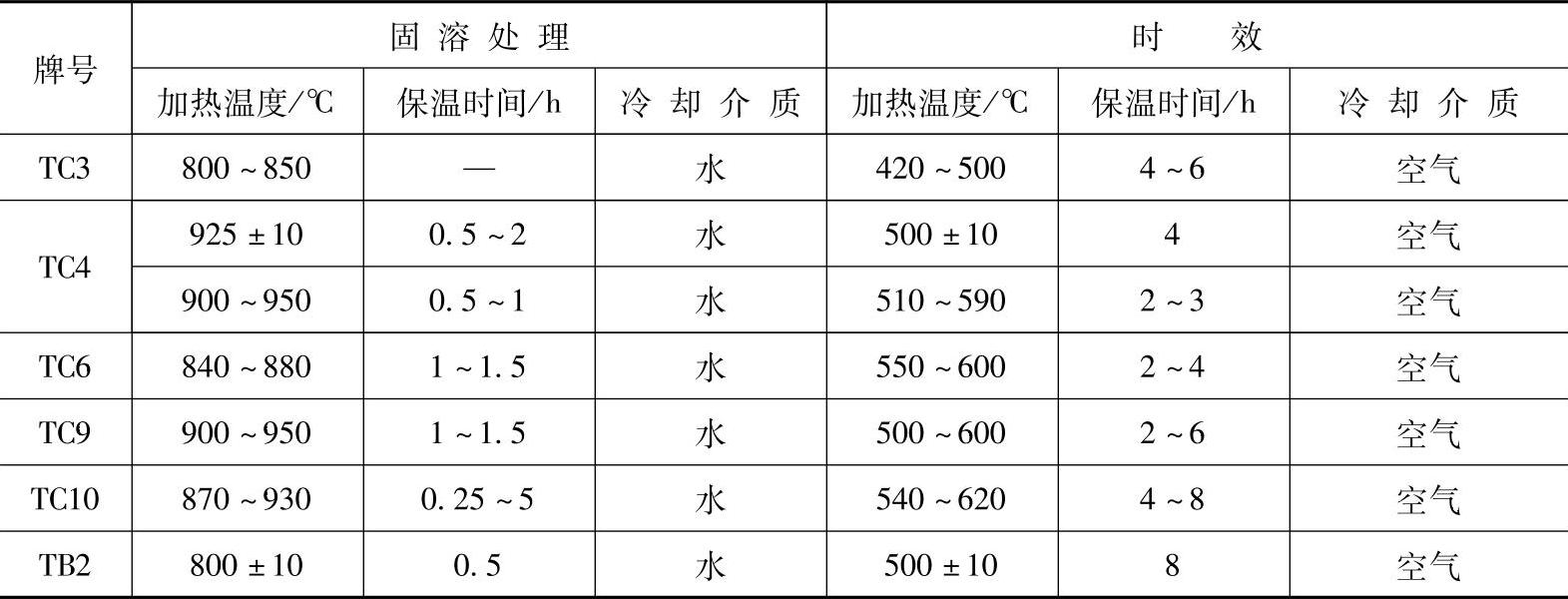
表2-41 钛合金固溶处理和时效加热温度和保温时间
(6)粉末冶金件的热处理加热温度和保温时间
1)铁基粉末冶金件的淬火回火工艺参数,如表2-42所示。
表2-42 铁基粉末冶金件的淬火回火工艺参数

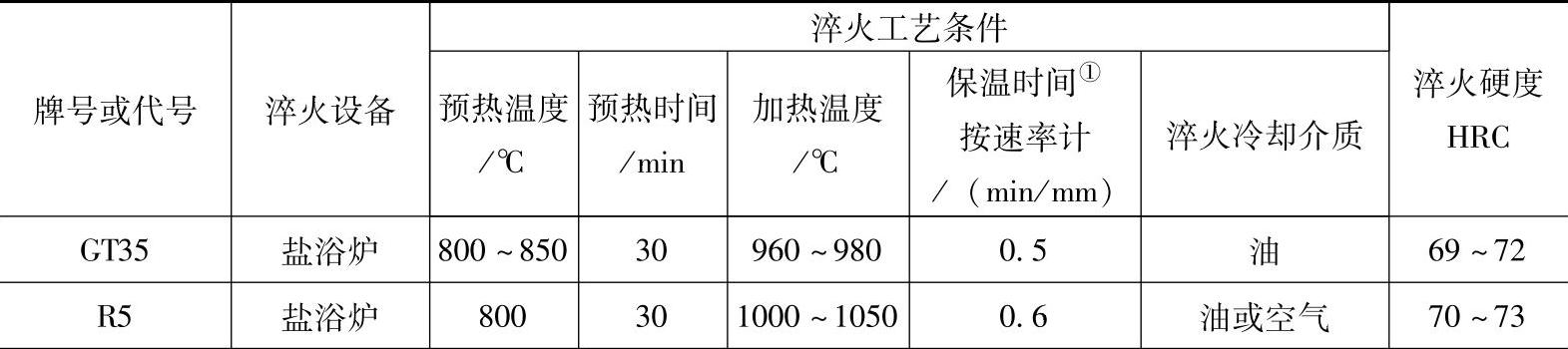
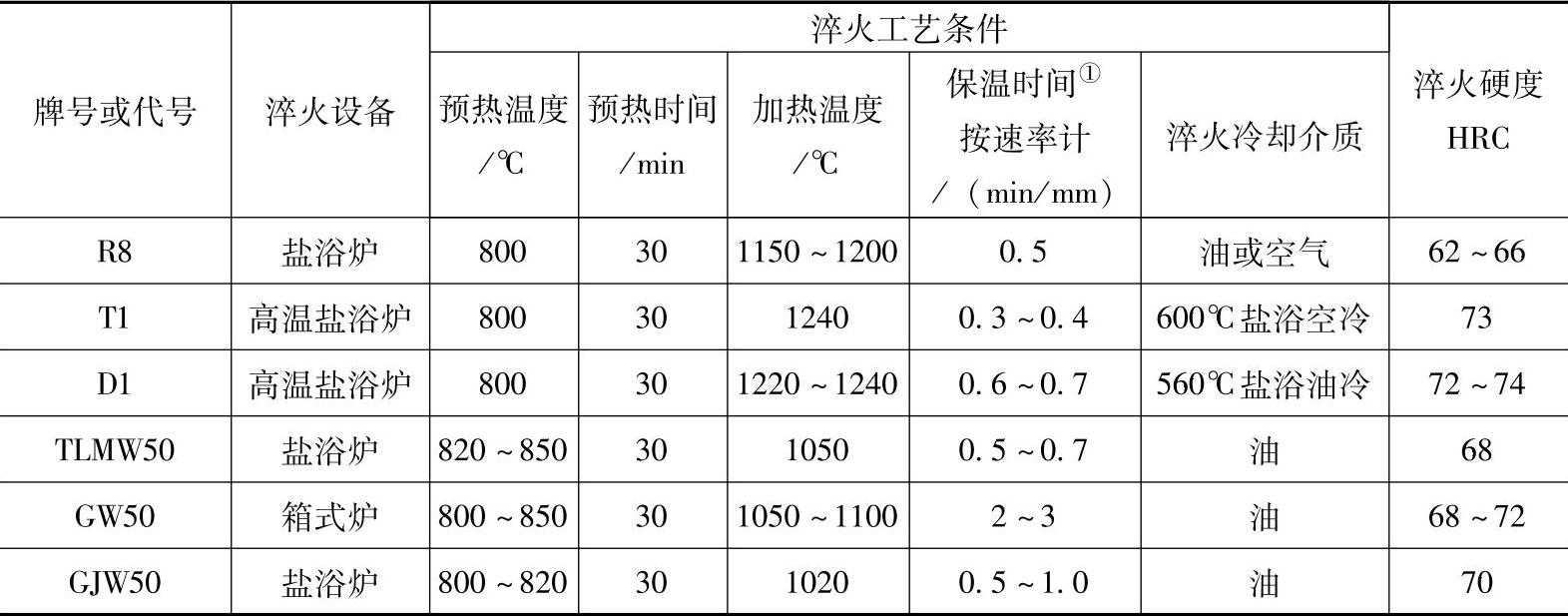
2)几种典型钢结硬质合金的淬火工艺参数,如表2-43所示。
表2-43 几种典型钢结硬质合金的淬火工艺参数
(续)
① 保温时间=工件有效尺寸×热透速率,min。
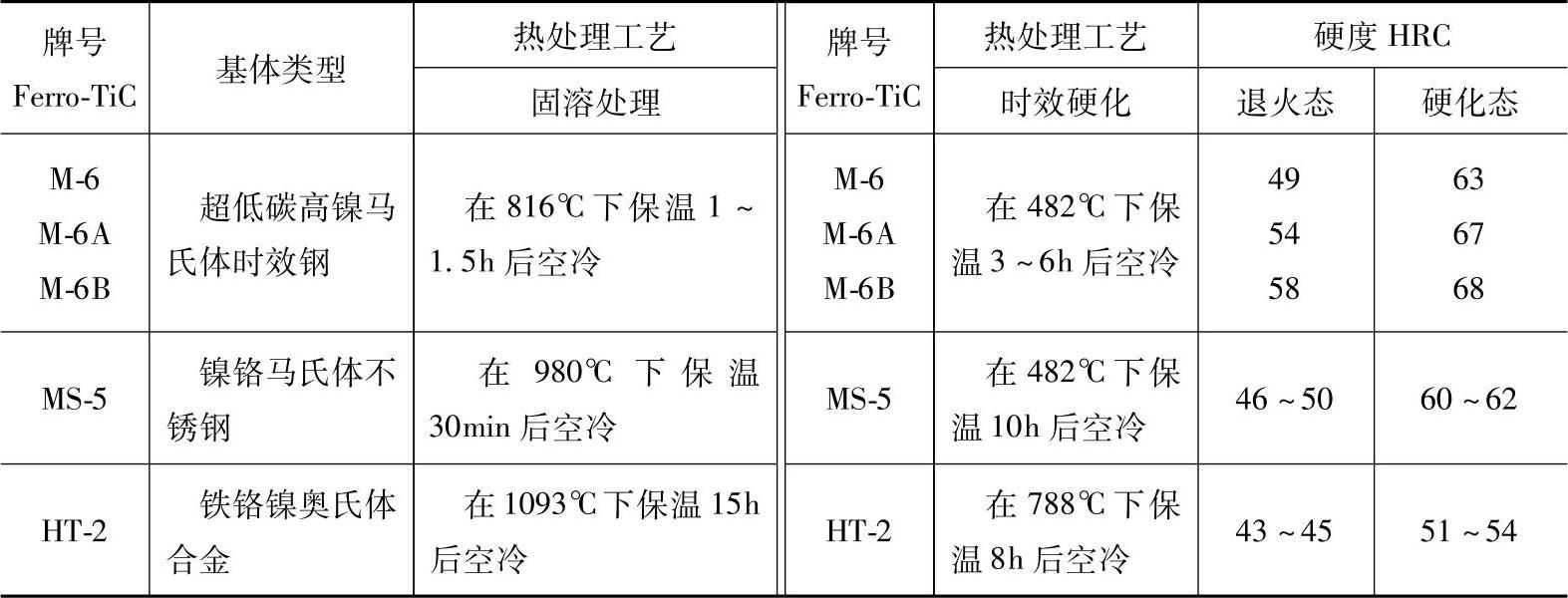
3)几种时效硬化型钢结硬质合金的淬火工艺参数,如表2-44所示。
表2-44 几种时效硬化型钢结硬质合金的淬火工艺参数
4.热处理的冷却方式及其冷却速度的确定
热处理冷却方式,根据组织转变产物的形成特点分为连续冷却和等温冷却。连续冷却使用得最为普遍,几乎在各种热处理工艺方法中都有应用。采用等温冷却方式的处理结果,组织及其性能均匀一致、应力小,但操作比连续冷却麻烦,成本也较高些。
(1)连续冷却方式 由于采用的冷却介质不同,则冷却速度也不同,分为以下几种:
1)连续缓慢冷却:如各种原材料及零件毛坯退火加热保温后的随炉冷却,或埋灰冷却、缓冷坑、缓冷井、缓冷炉中冷却等。
2)连续中速冷却:如钢和铸铁正火和回火加热保温后的空冷、风冷、雾冷和高碳高合金钢制模具为减少淬火变形,加热保温后模具刃口在金属板上或埋入金属粉末中冷却等。
3)连续快速冷却:如各种材料及零件淬火冷却和为避免回火脆性的回火加热保温后的水冷、油冷、盐碱水溶液冷和乳化液以及一定温度的熔盐、熔碱冷却等。
4)连续负温冷却:如高碳高合金钢制机械零件和刃具、模具、量具等的冷处理在固体二氧化碳加酒精、液氨、液氧中的冷却等。
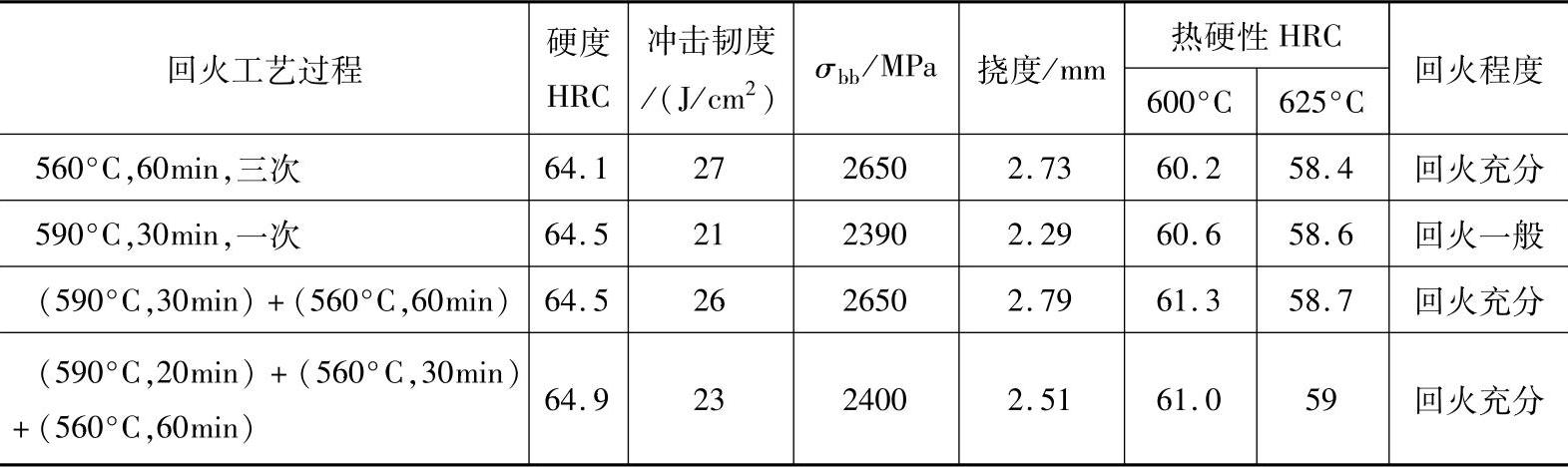
5)连续分级冷却:有利于减小淬火应力和变形。例如,钢和铸铁淬火的先慢冷后快冷的预冷淬火、先快冷后慢冷的分级淬火等。表2-45和表2-46所示分别为常用钢的预冷温度和高速钢分级回火与普通回火后性能比较。
表2-45 常用钢的预冷温度
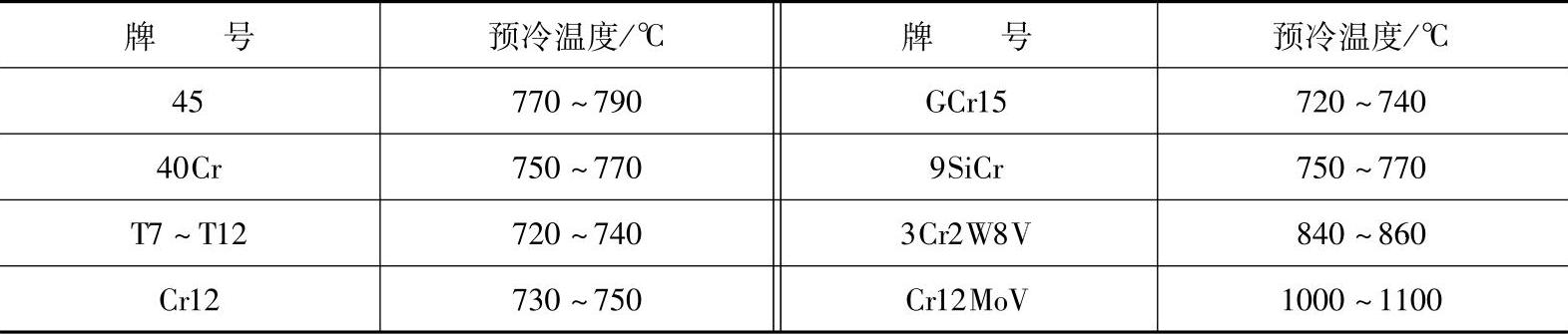
表2-46 高速钢分级回火与普通回火后性能比较
分级淬火的分级温度,一般在所淬火钢的Ms点以上10~20℃或Ms点以下10~20℃。
(2)等温冷却方式 等温冷却方式越来越多地应用于钢和铸铁材料及其零件的预备热处理和最终热处理各种工艺方法中。例如:
1)冷作变形用的结构钢和工具钢的等温退火。常用钢等温退火的等温温度及球化退火工艺参数,如表2-7和表2-8所示。
2)为减小变形和细化组织的等温正火。其操作为加热保温后,通入热风冷却到所处理钢的等温转变图鼻部温度(约550℃),等温保持到转变终了线后空冷。适用于某些碳素钢和低合金钢淬火返修去除内应力和细化组织,也可作为一些结构钢的最终热处理。
3)为使零件性能强韧化和减小变形的等温淬火等。
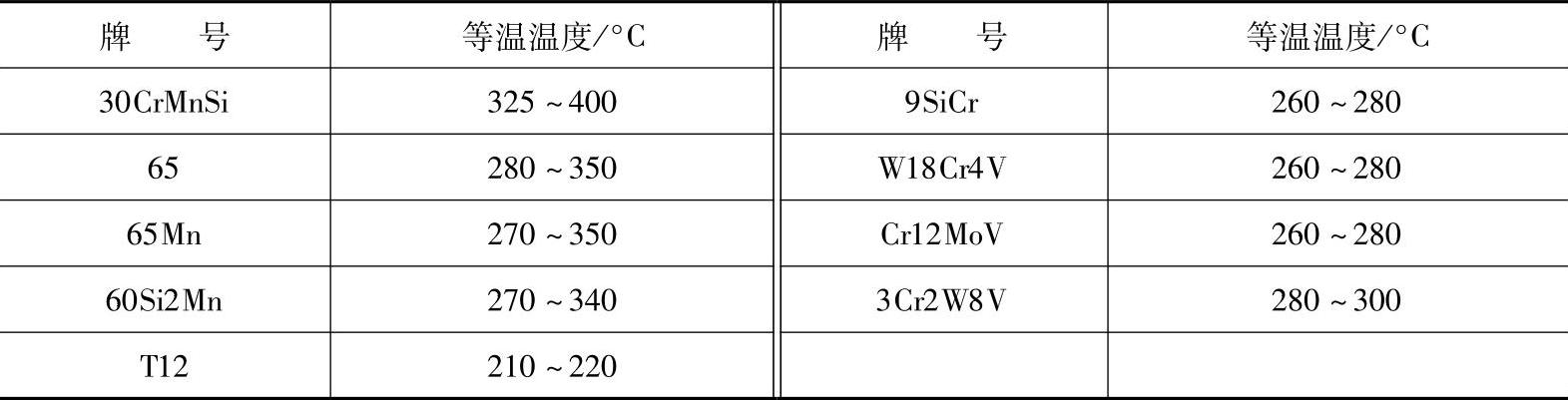
几种常用钢的淬火等温温度如表2-47所示。
表2-47 几种常用钢的淬火等温温度
4)索氏体化等温淬火。该工艺主要适用于碳含量(质量分数)0.6%~0.9%,直径Φ0.2~Φ8.0mm的碳素钢钢丝和直径Φ1.0~Φ6.0mm的65Mn钢丝的热处理。这些钢丝经索氏体化处理并冷拔后,绕制成弹簧,不需淬火,仅经210~320℃回火即可使用。
索氏体化的等温淬火,即将符合上述牌号、规格的材料,加热到奥氏体后,在其过冷奥氏体发生珠光体型转变的下部某一温度范围等温保持一段时间,使其发生完全索氏体转变,处理后硬度一般为32~38HRC。索氏体化等温淬火是在专用的铅浴等温淬火生产线上进行的。其淬火加热温度按下式计算:
t=[900-50w(C)]+10d
式中 t——淬火加热温度(°C);
w(C)——钢中碳的质量分数(%);
d——钢丝直径(mm)。
钢丝在铅浴中的等温保持时间,应确保发生完全索氏体转变。钢丝在加热炉中的加热温度和在铅浴中的等温温度均与钢丝直径和碳含量有关,如图2-5和图2-6所示。
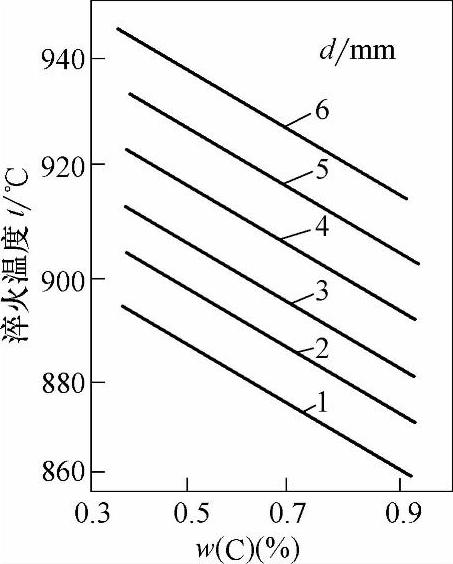
图2-5 钢丝铅浴淬火温度与其碳含量及钢丝直径的关系
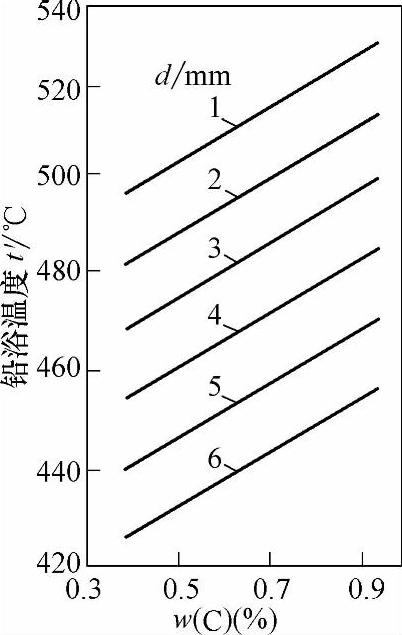
图2-6 钢丝铅浴等温温度与其碳含量及钢丝直径的关系
5.冷却的中转温度和终止温度的确定
冷却中转温度,是指金属材料及其零件在热处理冷却中途,调换两种冷却速度的接点温度。例如,零件加热后采用水-油双液淬火冷却时,从水冷转入油冷时的零件温度;冷却终止温度,是指金属材料及其零件在热处理冷却过程组织转变完成的温度。
热处理冷却过程的中转温度和终止温度直接影响其质量和生产效率,必须严格控制。
(1)预备热处理的中转温度和冷却终止温度的控制
1)完全退火的冷却终止温度与冷却速度有关。
①碳素钢和低合金钢完全退火时,在确保冷速足够缓慢(20~30℃/h)的情况下,则冷却到500~650℃以上某温度,组织转变已终了,即可出炉。但为了出炉操作方便,通常在炉中冷却到200℃左右中转出炉空冷。
②中、高合金钢完全退火时,应以15~20℃/h的速度冷却,且需冷至500℃以下中转为空冷(仍有部分未转变的组织继续发生转变),直至转变终了温度为止。
③碳素铸钢毛坯件完全退火时,在120℃/h左右的冷速条件下,可在250~450℃(具体视碳含量和有效尺寸而定,参见表2-5)出炉,中转为空冷直到转变终了温度为止。
④低合金铸钢毛坯件完全退火时,在80℃/h左右的冷速条件下,可在200~350℃(具体视碳含量和有效尺寸而定,参见表2-5)出炉,中转为空冷直到转变终了温度为止。
完全退火时,冷却终止温度过低可能导致退火后组织转变产物中出现索氏体,造成硬度偏高;冷却终止温度过低,长时间占据设备影响其生产周期及生产率。如果退火后设备不急于另用,退火可以冷却到室温结束。
2)去应力退火的冷却终止温度。为了预防冷却过程产生新应力,一般零件通常冷却到200℃左右即可出炉,对于要求精度高的零件毛坯,去应力退火应在炉中冷却到室温后出炉。
3)正火的冷却终止温度。一般在中速冷却介质中冷却至室温为止。
(2)最终热处理的中转温度和冷却终止温度的控制
1)普通淬火的冷却终止温度,一般在单介质中连续冷却时,其终止温度为介质在常温下的温度。
2)普通淬火在双介质(水-油)中连续冷却时,在水中冷却的中转温度一般为钢的Ms点以上10~20℃为最佳,然后立即转入油中继续冷却到油在室温下的温度终止。
3)普通淬火在双介质(水-热浴)中连续冷却时,在水中冷却的中转温度一般为钢的Ms点以上10~20℃最佳,然后立即转入热浴中保持到零件内外温度与热浴温度一致后,立即转入空冷到室温终止。
4)分级淬火时,零件加热保温后直接淬入钢的Ms点附近的热浴中,保持到零件内外温度与热浴温度一致后,立即转入空冷到室温终止。等温淬火与分级淬火的区别是在热浴中停留时间较长(组织发生完全贝氏体转变为准)。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。