



1.概述
化学抛光是通过化学试剂对样品表面凹凸不平区域的选择性溶解作用消除磨痕而达到整平和光亮的一种方法。它是一种特殊条件下的化学腐蚀。所谓选择性溶解,是指被抛光面的金相学、结晶学以及几何学不均匀性受到不均匀的溶解,表面上微观凸起处,在特定溶液中的溶解速度比微观凹下处的快,结果逐渐被整平而获得平整、光亮的表面。
化学抛光不只限于能获得光亮的表面,它还对基体的许多物理-化学性质及腐蚀性质有良好的影响。化学抛光能改善金属的光学性质(反光系数或光反射率)和力学性能,减小金属之间的摩擦因数,提高金属在冷作状态下的塑性变形能力,增大某些磁性材料的磁导率,消除冷发射现象等。因此,化学抛光不仅在各种科学和技术领域里取得了越来越广泛的应用,而且在工业上也越来越受到重视和应用。如不锈钢、黄铜、铝及其他金属制品的装饰性精加工;机械零件和工具表面的最后精加工;铝及铝合金制品阳极氧化、化学氧化和着色前的表面准备;电镀和化学镀前的金属表面准备;多层电镀时中间镀层的抛光和最后镀层的精加工;作为制造板材、带材、线材及制成品的中间工序的抛光等。过去金银首饰大都用手工压光,劳动效率极低,近年来已开始转向用化学抛光或电解抛光作为首饰的中间或最终加工工序。由于基体金属大都为价格低廉的金属材料,用抛光的方法除去基体表面的不平整比用昂贵的金属镀层来填平合算得多,这就为抛光技术的应用敞开了大门,其应用领域越来越广阔。
化学抛光与机械抛光相比,是一种更为先进、更为科学的抛光方法,其特点如下:
1)可用于机械抛光困难或无法加工的制件。如形状、结构比较复杂,具有不规则凹、凸结构的制件,狭小缝隙或孔洞的内表面,精细薄小的制件等。
2)一般为简单的手工操作,操作方法简单,容易掌握。
3)抛光后的制件表面粗糙度非常均匀一致,其均匀性超过机械抛光和电解抛光。
4)作业时劳动强度小,无噪声和粉尘污染,但存在一定的化学污染。
5)被抛光表面的光亮度可通过选用不同的工艺规范来控制。
6)对于某些光亮度要求很高的制件,仅用化学抛光不容易达到要求,通常化学抛光的光亮度不如机械抛光高,有时化学抛光后还需机械抛光。
7)化学抛光前,必须对抛光制件进行彻底清洗,包括脱脂和除锈。
8)工艺的专用性较强。
化学抛光与电解抛光相比有优点,也有缺点。
化学抛光的优点如下:
1)设施与设备的费用少。
2)生产率高,易进行批量生产。
3)操作简单,抛光时间短。
4)与被抛光物件的形状无关。
5)抛光成本较低。
化学抛光的缺点如下:
1)抛光后的光亮度比电解抛光差。
2)镀液的管理与控制比较困难。
3)抛光前的处理要求比较严格。
4)自动化操作比较困难。
抛光液(又称抛光浆、抛光剂)是由多种化工溶液配制而成的溶液,它在抛光工艺中有重要的地位,合理选择抛光液,能使加工出来的工件表面光亮美观、色泽鲜艳,还可以防止工件锈蚀,保持与提高工件表面的光泽,起到清洁工件与磨具的作用,可以脱脂,软化工件表面以加速磨削,减少磨具对工件的冲击,改善工件条件。它具有无毒,无腐蚀,不易变质等特点。抛光液为抛光材料带来了质的变化。抛光膏抛光的特点是:间歇式手工操作,劳动强度大,生产率低,不太安全。抛光液抛光的特点是:生产可自动化,生产效率高,国外从50年前就开始了抛光液的生产应用,国内这方面的生产应用则滞后得多。在光整效率、工件的研磨质量、抛光的光洁度等方面,抛光液都显示出其独特的效果。
2.钢铁的化学抛光
钢铁工件在化学抛光的过程中,其表面不断形成氧化膜而又不断溶解,这种交叉不断进行的过程直至抛光结束。其中表面微观凸起的部分优先溶解。这种作用使钢铁工件粗糙不平的表面得以逐渐整平,最终得到平滑光亮的表面。特别是对于一些机械抛光实施比较困难的细长、厚度小或形状复杂的小工件,采用化学抛光工艺具有效率高、成本低、劳动强度低等优点。以化学抛光作为预处理工序获得的表面有助于电镀、化学镀层的结合,以及转化膜、着色膜层更加致密平整及附着力强,从而使钢铁工件的装饰性能和耐蚀性提高,工件的使用寿命延长。
(1)普通钢铁材料的化学抛光 生产实践证明,化学抛光技术应用于钢铁工件有很好的效果,能够获得比较满意的平滑光亮表面。一般钢铁工件的化学抛光液配方和工艺条件见表2-23和表2-24。
表2-23 普通钢铁化学抛光液配方及工艺条件
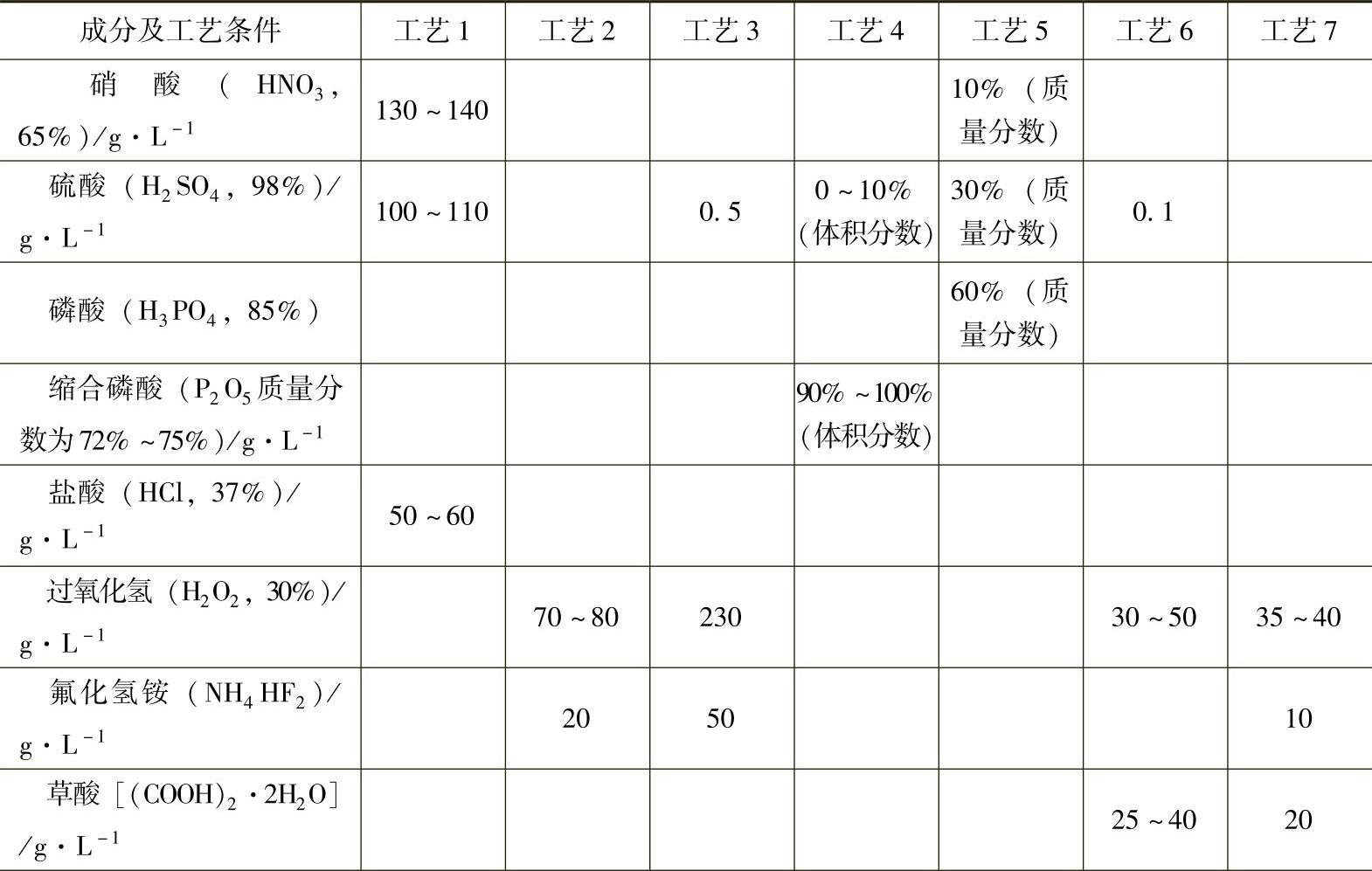
(续)
注:工艺5抛光液中不能将水带入,以免过腐蚀。
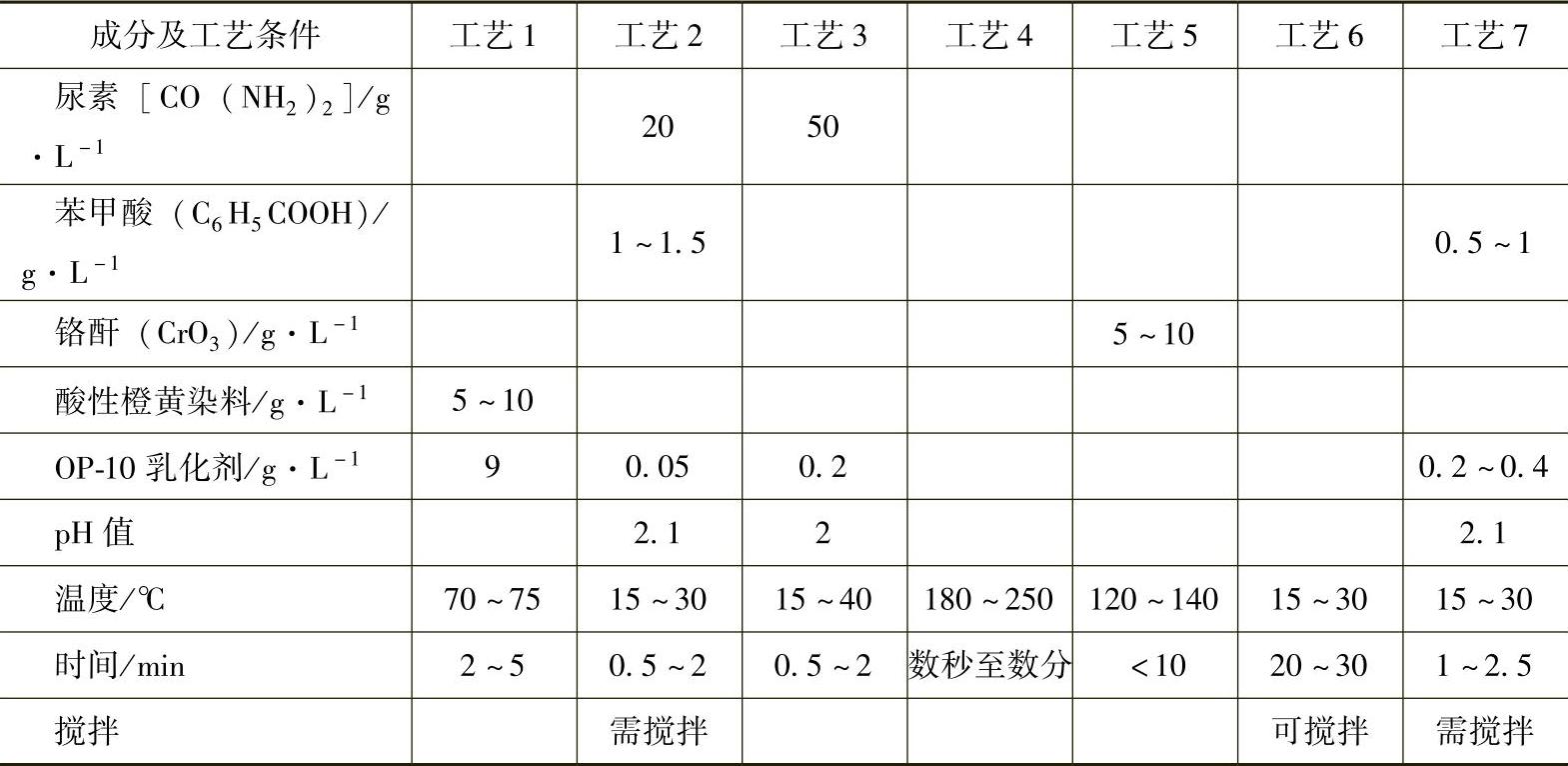
表2-24 低、中碳钢和低合金钢化学抛光液配方及工艺条件
注:工艺6具有钝化作用;工艺8对普通钢丝的抛光效果不太好,抛光时表面形成褐色膜而溶于电解液。
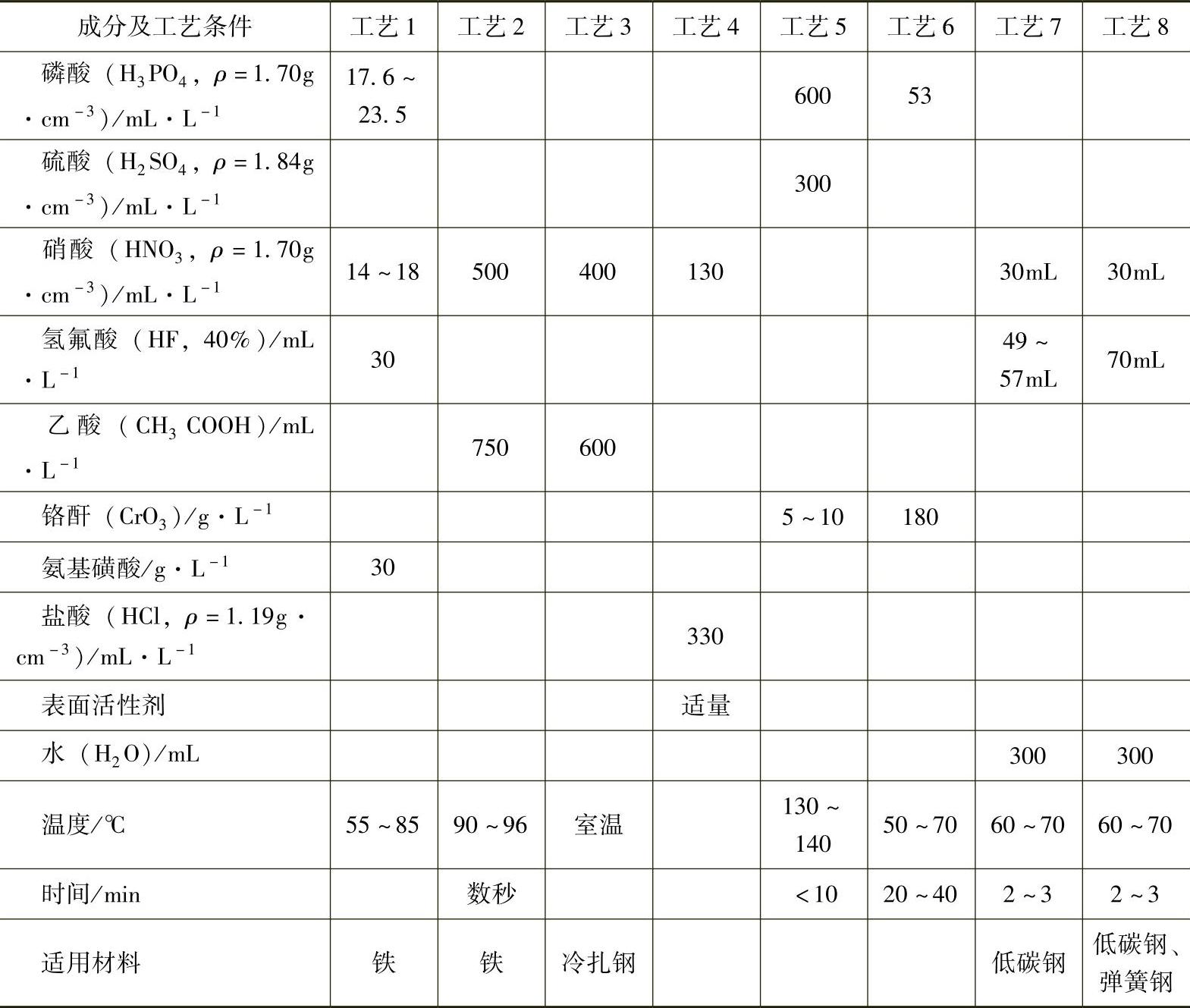
碳质量分数为0.6%~2.0%的高碳钢制成的工件多数是经过淬火或淬火后又回火处理的,其化学抛光较为困难。目前使用的缩合磷酸型抛光液优于普通的磷酸抛光液。其特点是不会与水溶液中的铁离子作用生成不溶性的磷酸铁沉淀。缩合磷酸体系高碳钢化学抛光液配方及工艺条件见表2-25。
表2-25 缩合磷酸体系高碳钢化学抛光液配方及工艺条件
(2)不锈钢的化学抛光
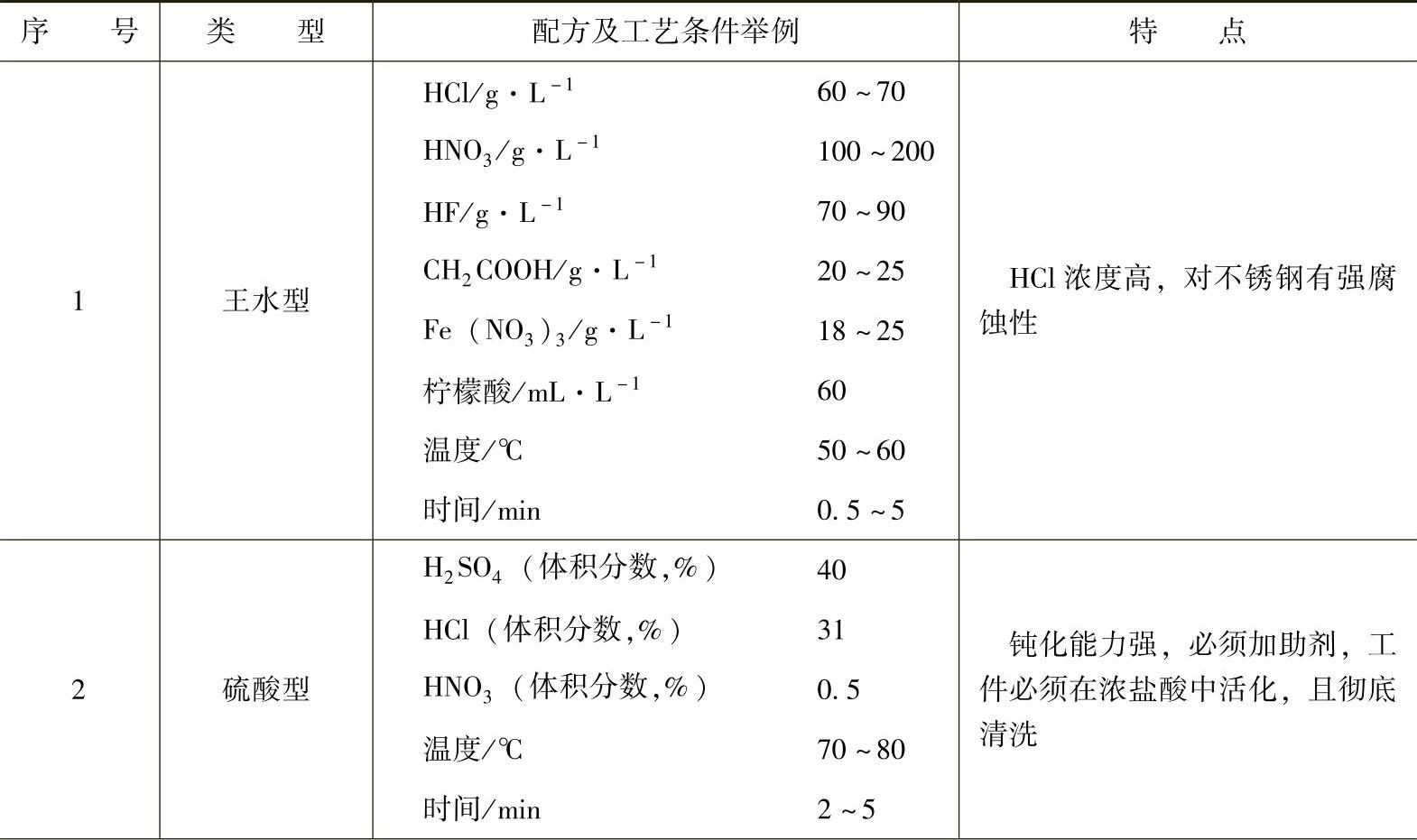
1)化学抛光液类型。不锈钢化学抛光和一般钢铁类材料的化学抛光类似,首先是抛光的适用范围比较广,能抛光处理形状复杂的工件,并且使工件的内、外表面都获得较为均匀的表面粗糙度;化学抛光所用的设备简单易造,价格便宜;操作方便容易,生产率高,一次能处理大批工件。但是化学抛光液的温度高,挥发大,酸雾大,对抛光设备腐蚀大,而且抛光质量比不上机械抛光及电解抛光。目前国内外使用的不锈钢化学抛光液基本上可以分为四种类型,见表2-26。
表2-26 不锈钢化学抛光液类型
(续)
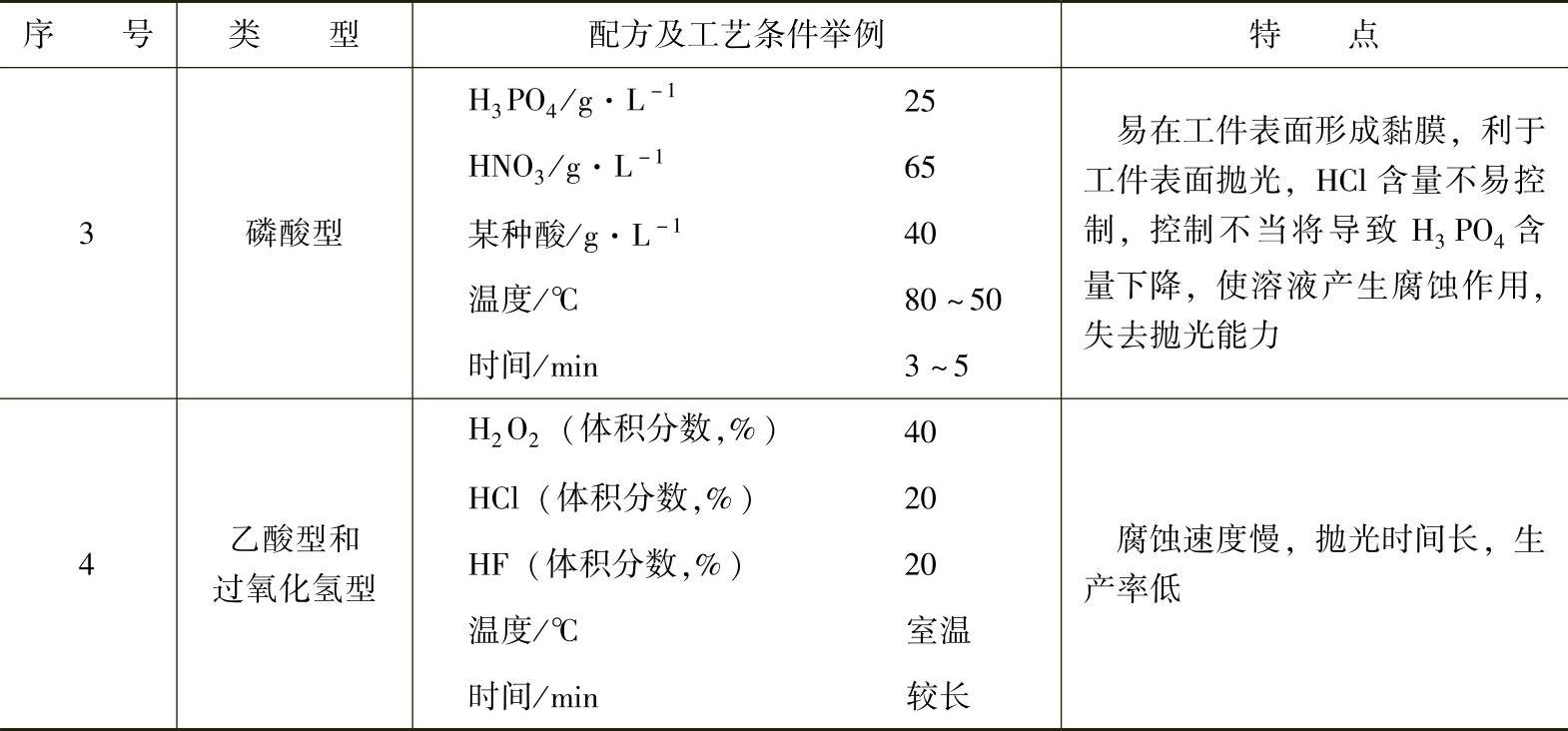
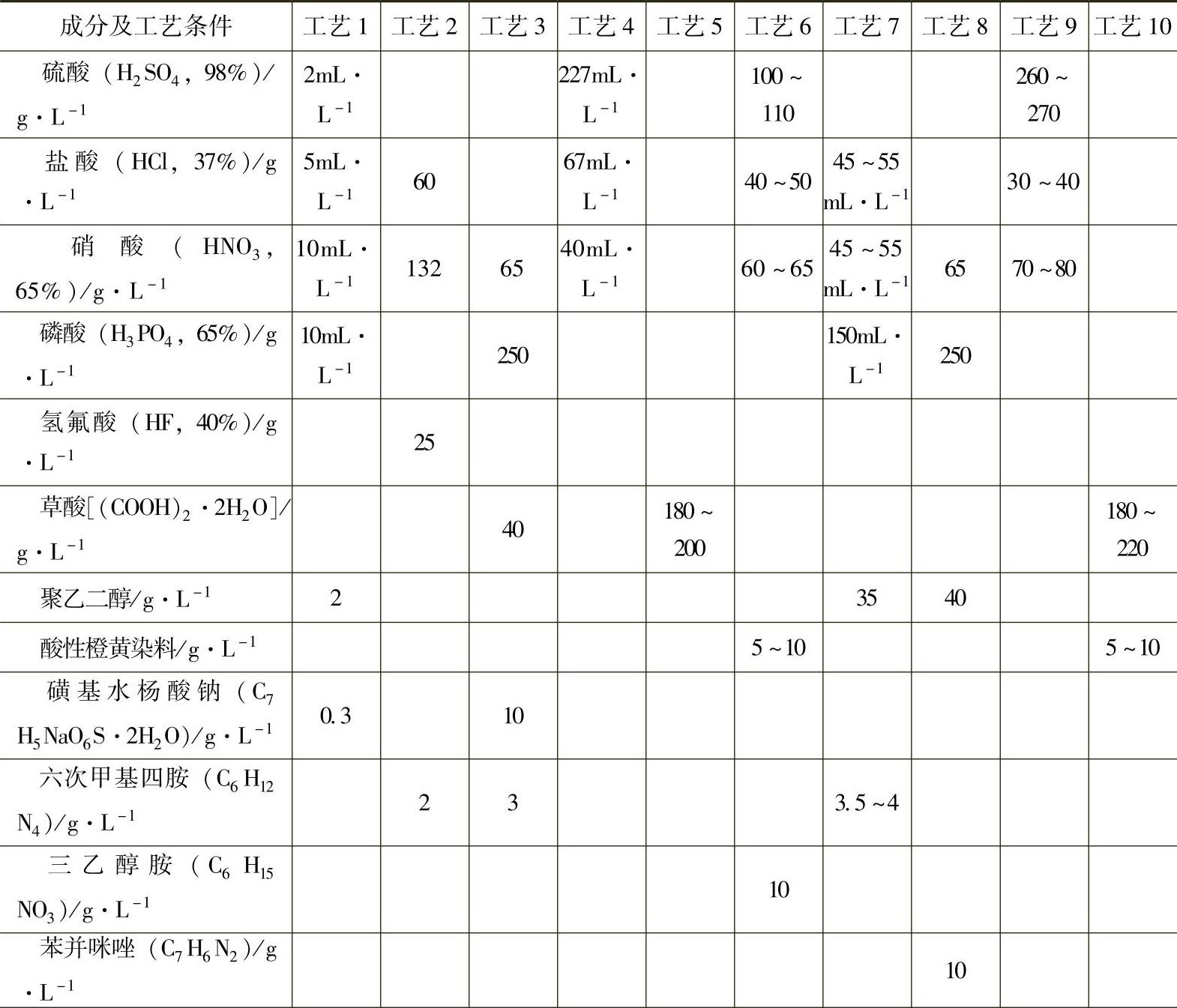
2)不锈钢化学抛光液配方。不锈钢化学抛光液配方及工艺条件见表2-27。
表2-27 不锈钢化学抛光液配方及工艺条件
(续)
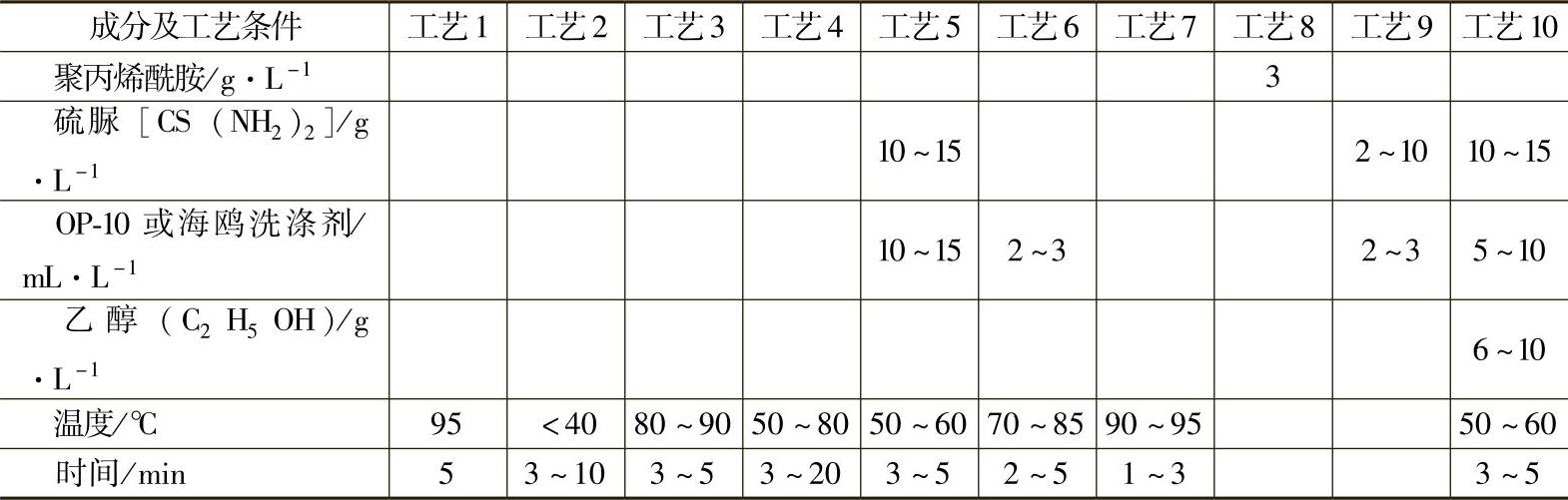
注:工艺1适用于奥氏体不锈钢。聚乙二醇能提高溶液浓度,磺基水杨酸钠能抑制对基材的侵蚀。工艺2、工艺3也适用于奥氏不锈钢。工艺2适用于较粗糙的零件,也可作预抛光。工艺3用于表面粗糙的零件。工艺4若加入甘油可改善抛光质量,操作时需抖动零件,避免气泡在表面停滞,影响表面质量。工艺5中的草酸可用柠檬酸代替。
3)NOx气体的防止。因过氧化氢可消除腐蚀残渣和溶解碳及碳化物,提高不锈钢的表面质量,也可消除NOx的突沸,所以在加入尿素或氨基磺酸的同时,加入适量过氧化氢,取得了良好的效果。为克服过氧化氢的不稳定性(特别是当抛光液中含有Cu、Fe、Mn等重金属时,过氧化氢加速分解),采取如下措施:
①在抛光液中加入能与重金属形成稳定配合物的配位剂,用以减小抛光液中金属离子的浓度,如配位剂HEDP。
②在抛光液中加入过氧化氢的稳定剂。通常吡咯盐、焦磷酸盐、磷酸、乙醇、胶体、二氧化锡及丙酸等在重金属离子浓度很低时有一定的稳定效果,而当金属离子浓度大时其稳定效果很差。主要是添加界面活性剂使过氧化氢稳定,如萘磺酸-甲醛缩聚物能够克服高浓度重金属离子对过氧化氢稳定性的影响。另外NO气体较易溶于乙醇,遇氧变成NO2褐色气体,但能与某些金属盐(如FeSO4等)配位和与(NH4)2 SO4反应,其中(NH4)2SO4的质量分数为4%为宜。
4)酸雾的防止。含有挥发性酸(如HCl、HF等)的抛光液,会由于挥发的酸和空气中的水分结合而成酸雾。防止酸雾的措施如下:
①可加黏度调节剂纤维素醚、醇类或十二烷基硫酸钠等表面活性物质及其混合物,保持抛光液的有效成分,也可提高制品表面的光亮度,其添加量一般为1~40g·L-1。
②可用氯化物、氟化物分别作为HCl、HF的代用品。
5)不锈钢抛光液举例。
①配方及性能。以下列举了一种不锈钢抛光液,其配方(体积分数)及工艺条件如下:
二甲基硅油 3.3%
1号无味煤油 15.0%
油酸 2.2%
三乙醇胺 1.1%
去离子水 76.4%~78.4%
香精及防腐剂 适量
pH值 ≤8.5
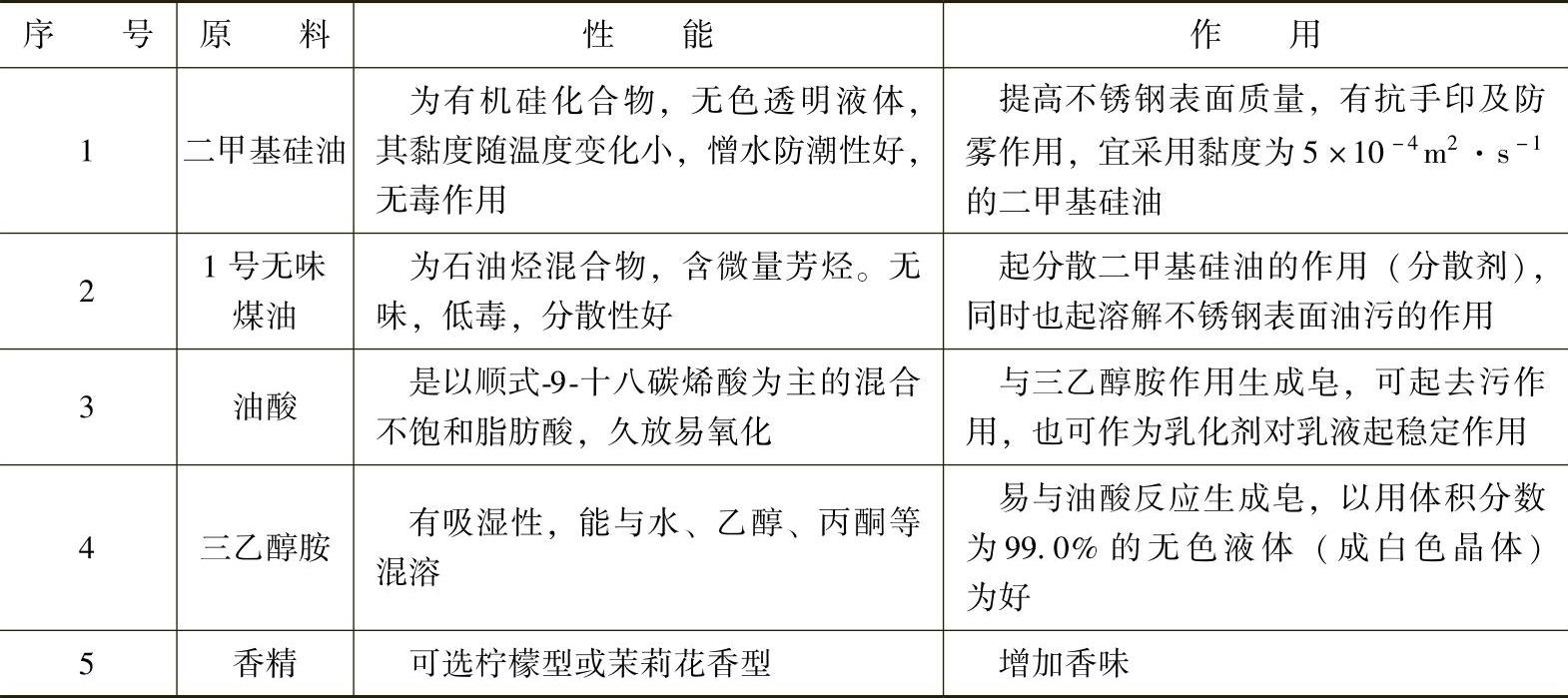
该抛光液为白色液体,可除去不锈钢表面的油污、水渍、指迹,经它擦拭过的不锈钢表面具有较低的表面粗糙度值,有一层保护膜,对不锈钢表面无腐蚀性。该配方各组分的性能及作用见表2-28。
表2-28 一种不锈钢抛光液各组分的性能及作用
②抛光液配制。在水相釜中加入去离子水,加热至85℃,在搅拌的条件下加入三乙醇胺。油相釜中加入1号无味煤油,在加热搅拌的条件下加入油酸和二甲基硅油,加热至83℃,再放入乳化釜中搅拌并缓慢加入水相原料,制成白色乳液,逐渐冷却后,乳液黏度加大,于35~38℃出料即可。
③包装。可灌入气雾罐,每罐可装抛光液400g,用丁烷作推进剂,压力在600kPa左右。
④使用。对准清洁的不锈钢表面喷射,然后用潮湿棉布擦拭,即可去污。重污渍处可局部喷雾,待3~5min后再擦。最后用干软棉布擦光即可。
⑤应用。宾馆、饭店、办公大楼及商场的不锈钢结构,如门柱、墙面、电梯间、门把手、楼梯扶手的经常性擦洗、抛光;不锈钢制炊具长期使用时,油烟令其表面失去光泽,污渍斑斑,用去污粉、洗涤剂、清洁剂可以除去油渍,但难以恢复光泽。应用不锈钢抛光液的优点是:使用方便,经济,去污抛光效果好,且有一定的抗潮气、防雾作用。
3.铝及铝合金的化学抛光
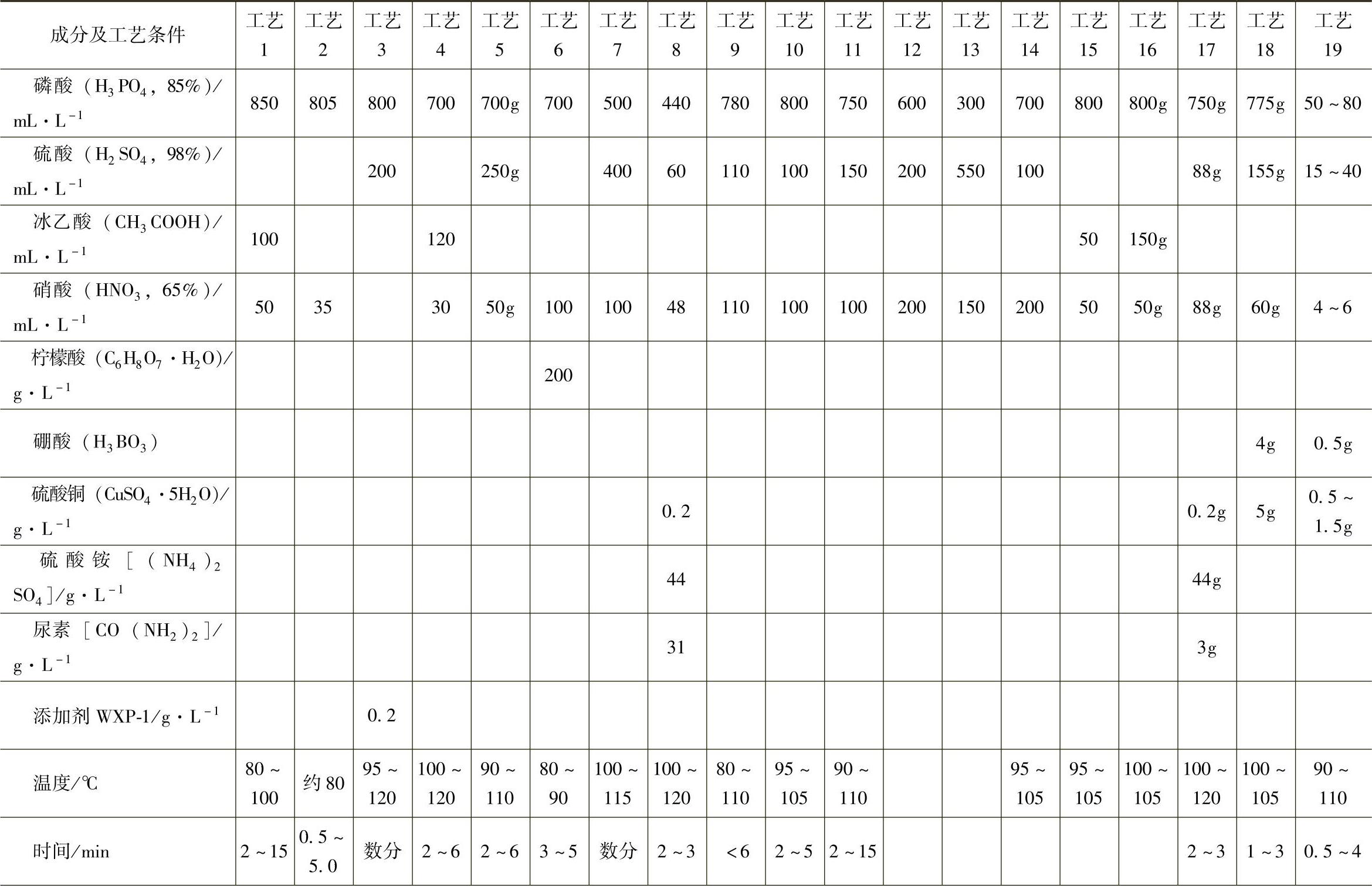
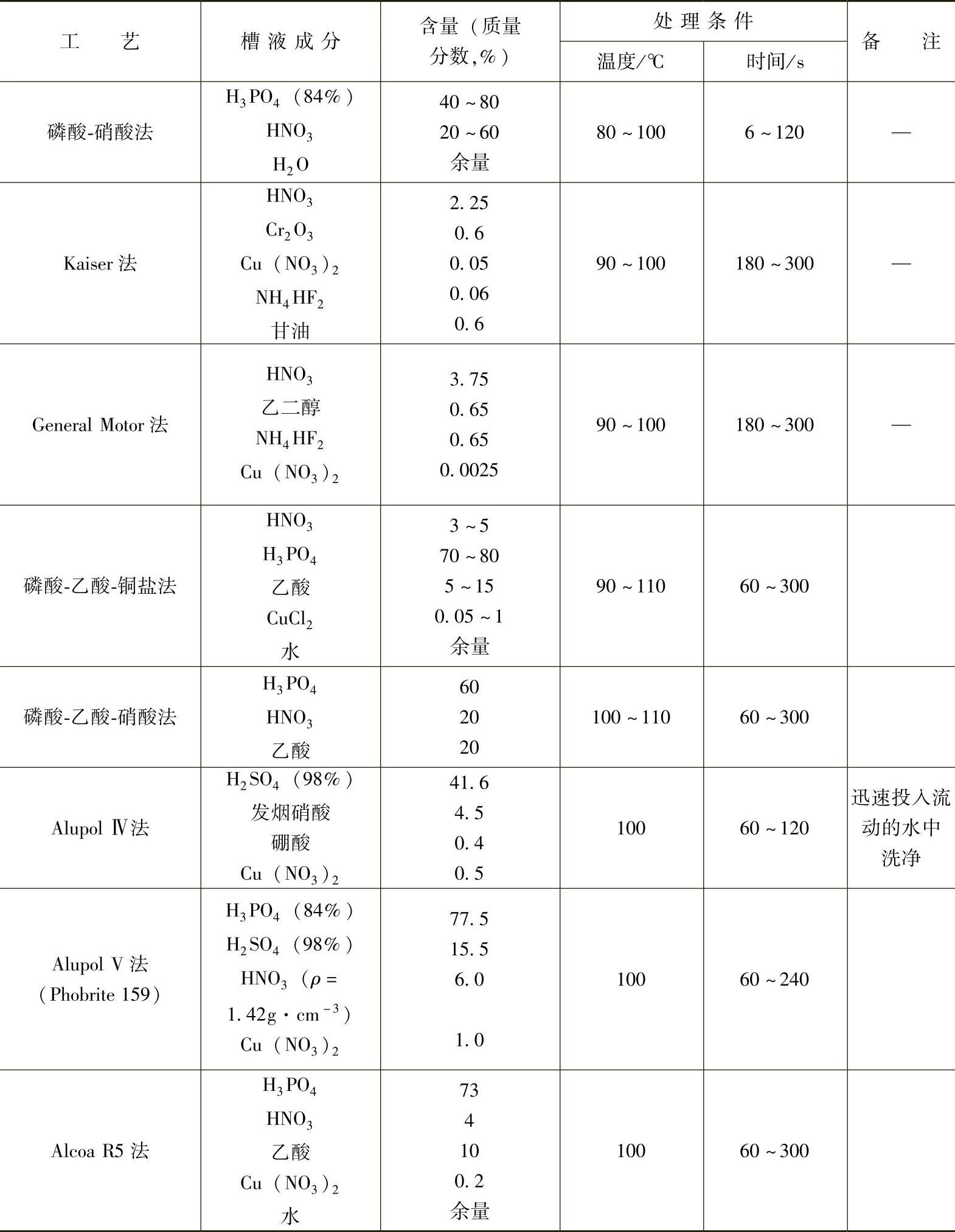
(1)磷酸基化学抛光液 铝及铝合金的化学抛光多采用磷酸基溶液进行。磷酸基溶液大体可分为两种类型:一种是磷酸浓度高于700mL·L-1的溶液,另一种是磷酸浓度为400~600mL·L-1的溶液。磷酸浓度高的溶液能使经机械抛光的表面达到与电解抛光相当的高光亮度,能用于纯铝以及锌质量分数不高于8%、铜质量分数不高于4%的Al-Mg-Zn合金和Al-Cu-Mg合金。磷酸浓度低的溶液,抛光能力较差,只适于抛光铝质量分数高于99.5%的纯铝。磷酸基化学抛光液的配方和工艺条件见表2-29、表2-30和表2-31。
表2-29 铝及铝合金磷酸基化学抛光液的配方及工艺条件(1)
(续)

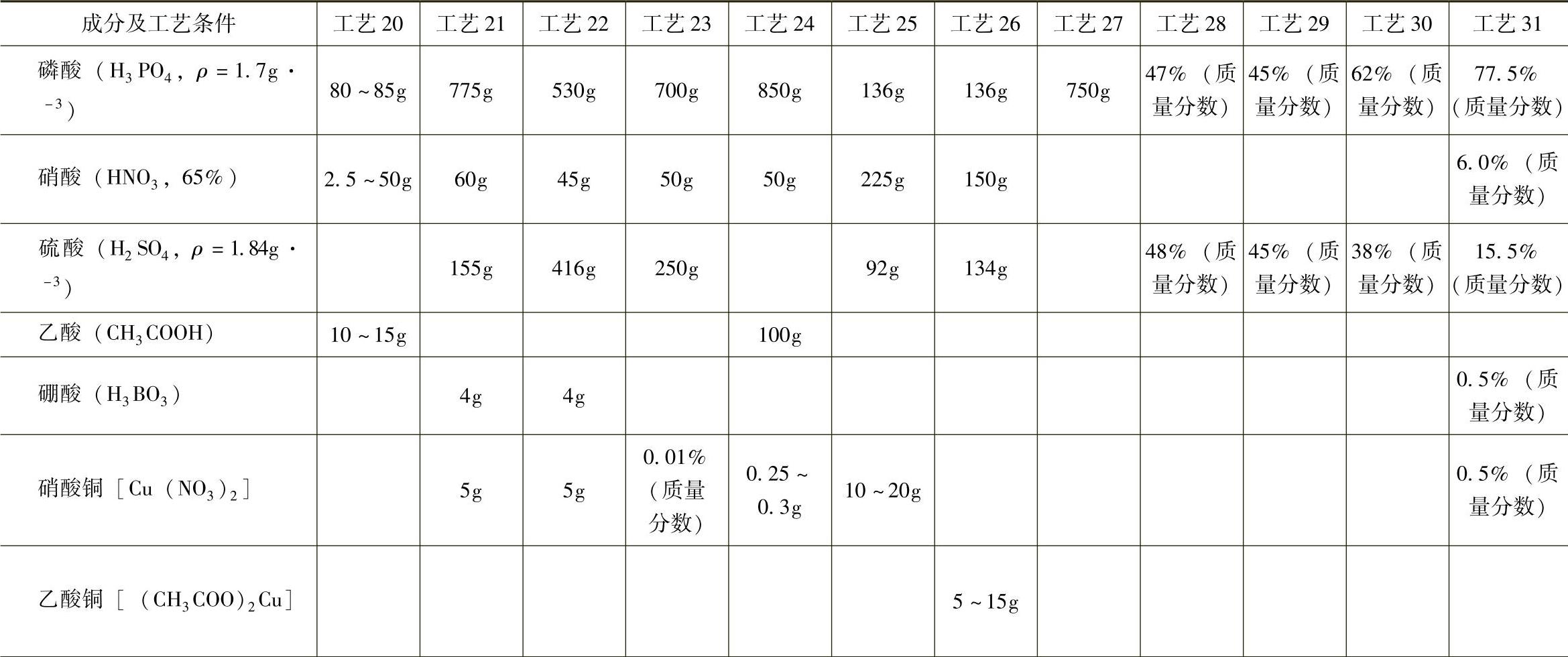
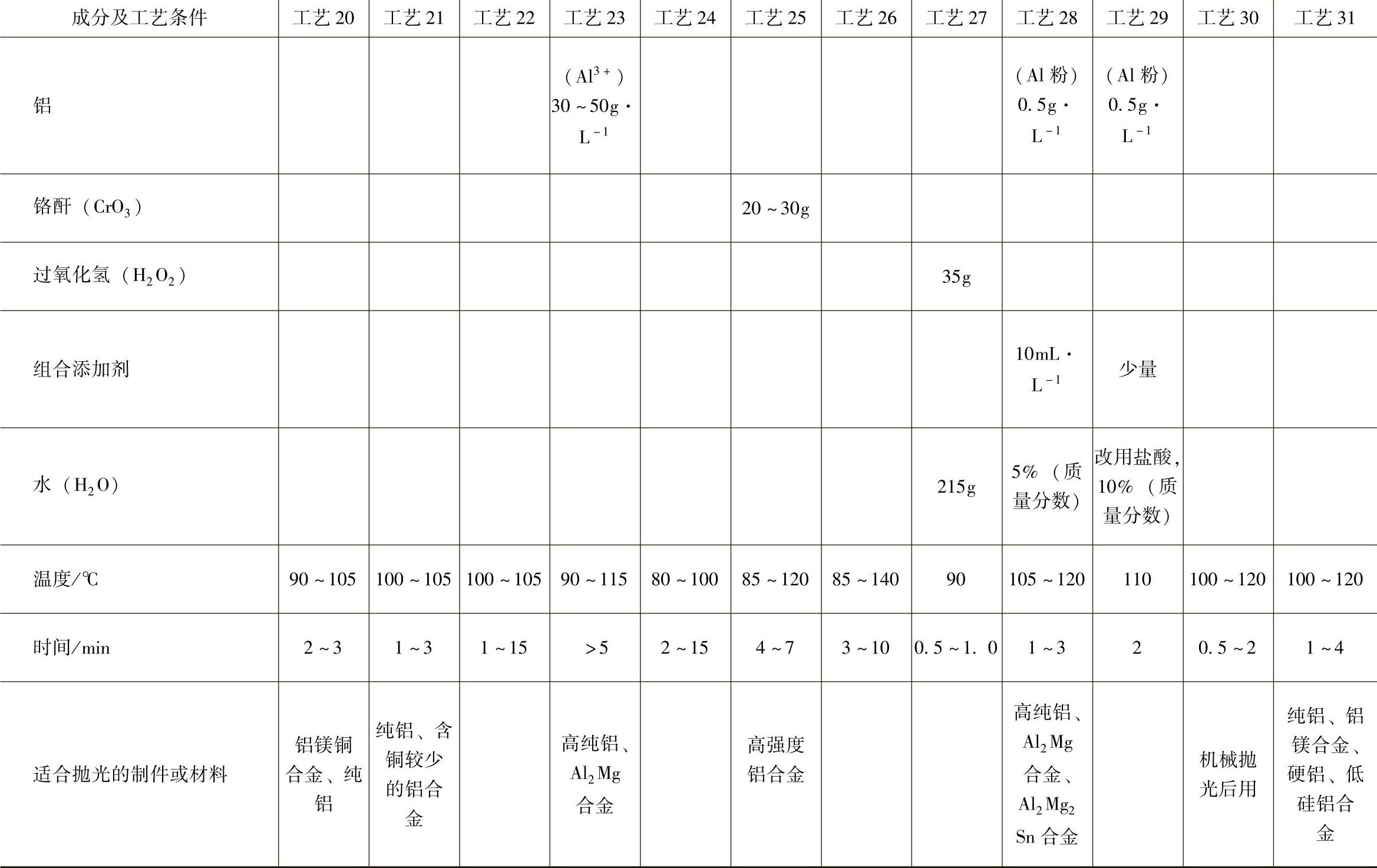
表2-30 铝及铝合金磷酸基化学抛光液的配方及工艺条件(2)
(续)
注:工艺21、工艺22的工艺流程为化学抛光—热水洗—浸亮(质量分数为30%~40%的硝酸水溶液)—水洗。
表2-31 一些铝及铝合金的化学抛光工艺
硝酸的含量直接关系到抛光作业的工艺效果。当硝酸含量过低时,抛光速度慢,抛光表面的光亮度差,且往往会在制件表面上沉积出较厚的红色接触铜层,或有黑垢薄膜覆盖。当硝酸含量过高时,抛光反应过快,制件表面易出现点蚀,影响抛光表面的光亮度。
硫酸是一种性能较好的点蚀抑制剂和工艺规范扩展剂。不含硫酸的化学抛光液,虽然也可获得光亮的抛光表面,但抛光作业的操作参数控制范围十分狭窄,对操作技术要求很高,而且容易产生点蚀。加入适量硫酸,就可克服或部分消除这些问题,同时还可使抛光作用均匀化,提高抛光过程的整平性和加快抛光速度。但应注意,硫酸不可过量,否则,抛光液会有白色略带黄色的颗粒晶体析出,严重影响抛光效果。
磷酸浓度过高时,也会产生晶体析出现象。但这种析出的晶体呈絮状针形,且易溶于溶液中。稍加热溶液,同时加入少量硫酸和硝酸并稍加搅拌,即可使结晶全部溶解,而且一般情况下,不会再出现晶析。磷酸浓度低时,不能获得光亮的表面,为了防止溶液被稀释,抛光前应将零件吹干,待零件表面干燥后,才能放入化学抛光液中。
乙酸可抑制点蚀,使抛光表面均匀、细致。
铬酐可提高铝锌铜合金的抛光质量。含锌、铜较高的高强度铝合金在不含铬酐的溶液中,较难获得光亮的表面。
硫酸铵和尿素可减少氧化氮的析出,并有助于改善抛光质量。溶液中若有少量铜离子,则可防止过腐蚀,且能提高抛光表面的均匀性,但铜离子含量过高,会影响抛光表面的反光能力。
经化学抛光的零件,一般应在400~500g·L-1的硝酸中,或在100~200g·L-1的铬酐溶液中,在室温下浸渍几秒至几十秒,以除去铝表面附着的合金元素(锌、铜)。
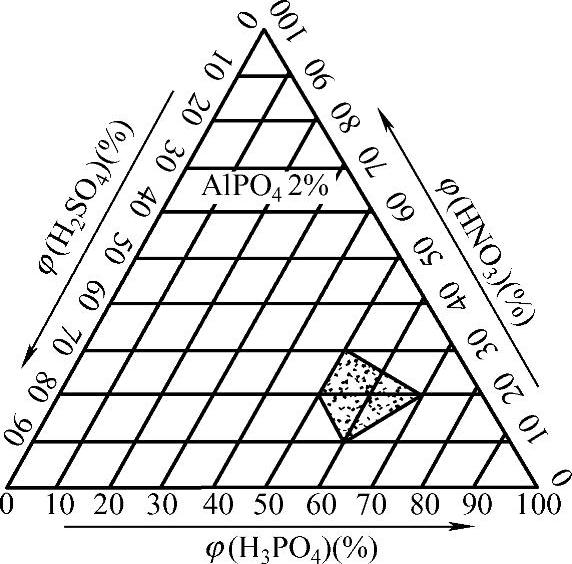
图2-1 纯铝(L1)的磷酸基化学抛光液中的三酸含量控制区(阴影部分为光亮区)
应特别指出,这种由磷酸、硫酸和硝酸组成的化学抛光液,对工艺效果影响较大的,不是它们各自的实际含量,而是它们之间的浓度比值。或者说,要获得一个工艺性能稳定而工艺效果较好的磷酸基化学抛光液,必须将上述三酸的含量控制在一个比较合理的比例范围内。纯铝(L1)的磷酸基化学抛光液中的三酸含量控制区如图2-1所示。显然,要使普通纯铝(L1)制件获得预期的抛光效果,则应将混酸中的三酸含量(体积分数)控制在光亮区域范围内,即硫酸70%~90%,硝酸10%~30%,磷酸50%~70%。
(2)非磷酸基化学抛光液 磷酸基化学抛光液的效果较好,工艺成熟,在工业上已广泛使用,但磷酸用量日益增多,对环境有很大的影响。磷酸废水排入江、河、湖泊之中,易产生富营养化的作用,容易滋生红潮覆盖水面,造成水生动物缺氧而死亡。磷酸还会污染环境,影响人类的健康。因此,非磷酸基化学抛光液也在逐步研究并开发利用。非磷酸基化学抛光液一般浓度都比较低,含酸质量分数不大于35%~47%,表2-32列出了铝及铝合金常用非磷酸基化学抛光液的配方及工艺条件。其中工艺3为低硝酸化学抛光液及工艺。配置溶液时,先在专用的干净抛光槽中加入1/20的用水,在不断搅拌的情况下,分批缓慢加入硫酸,待溶液温度降到40℃以下时,再加入硝酸及事先准备好的JS-2光亮剂。
表2-32 铝及铝合金常用非磷酸基化学抛光液的配方及工艺条件
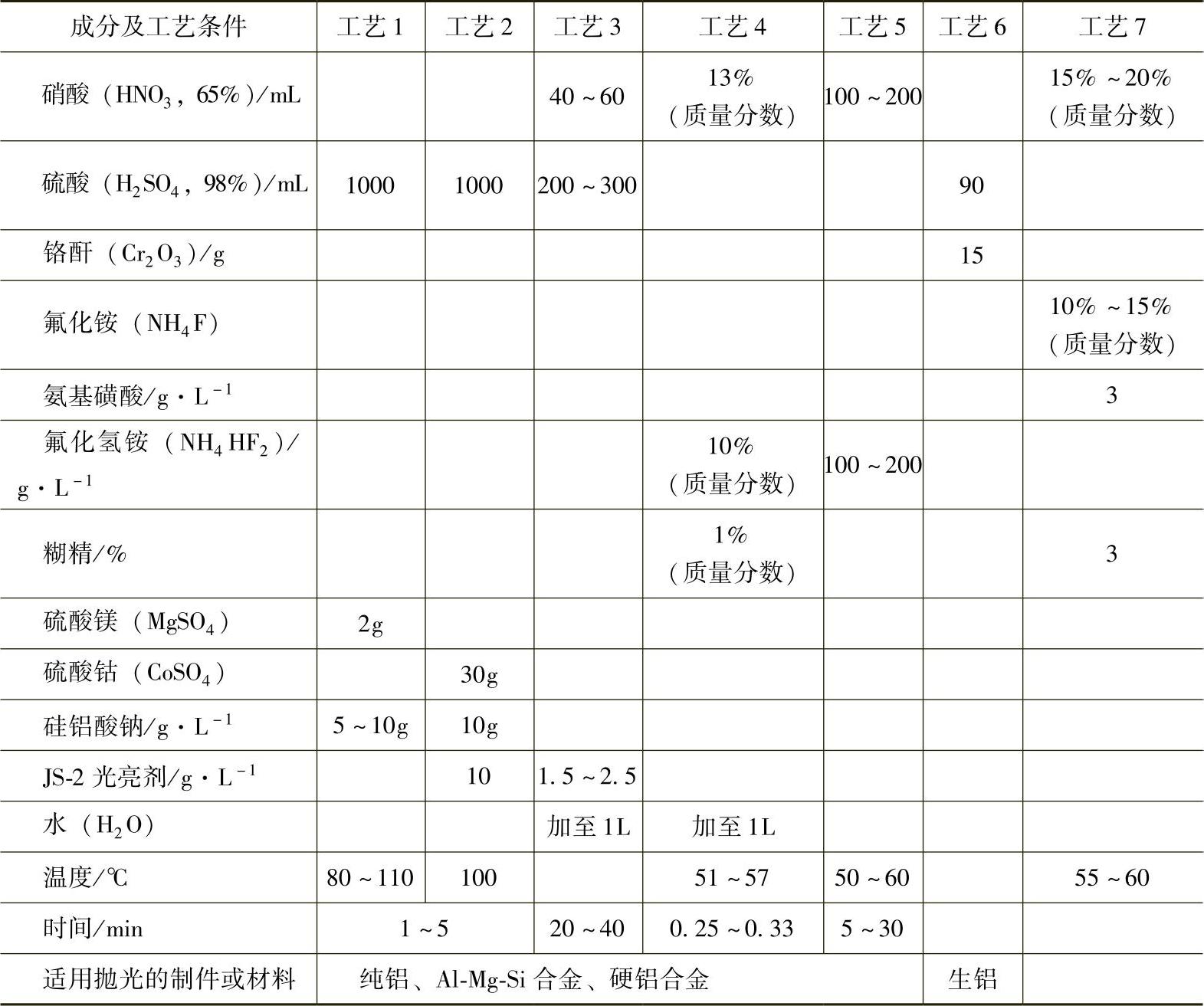
注:硅铝酸钠主要起缓蚀和离子交换作用,硅铝酸钠是一种无机笼形化合物,利用范德华力将反应产生的气体H2、NO2、H2S、SO2等以及阴、阳离子吸附在它的骨架结构中。
(3)注意事项
1)化学抛光液中不能加入无氧酸。铝及铝合金的化学抛光是在特定条件下的化学浸蚀过程。金属表面上微观凸起处在特定溶液中的溶解速度比微观凹下处大得多,其结果是表面逐渐被整平而平滑、光亮。化学抛光液一般由含氧酸(如磷酸、硫酸、硝酸等)组成,也可以加入它们的盐。无氧酸(如盐酸、氢氟酸)一般不能用于化学抛光,因为无氧酸容易在金属表面产生不均匀腐蚀,其腐蚀效果是产生凹凸不平的面,而不是光亮面,有一个例外是氢氟酸在加有增稠剂糊精的条件下可以用于高纯铝的化学抛光。
2)化学抛光液中酸的浓度必须严格控制,不能过高或过低。抛光液中,硝酸的浓度对抛光质量影响很大。硝酸浓度低时,反应速度低,抛光后工件表面光泽较差,槽液有重金属沉淀。硝酸浓度过高时,工件表面容易出现点蚀。
磷酸浓度低时,不能获得光亮的表面,为了防止溶液被稀释,抛光前应将零件吹干,待零件表面干燥后,才能放入化学抛光液中。
铜有时也可加入此溶液中,用以改善加工的效果,例如添加0.1%(质量分数)的铜于溶液中时,铝合金的反射率从40%升到70%。
磷酸铝(AlPO4)的质量分数在12%以上时,化学浸蚀的速度减小,抛光作用缓慢,而AlPO4的质量分数高于14%时,操作难以进行。添加硫酸或表面活性剂可以使这种溶液再生,加银盐和镍盐也有相同的效果,但添加铜或其他金属盐过多会产生点蚀。
如果溶液中硫酸和硝酸的含量比较高,则必须在较高的温度下进行操作,此时具有较快的溶解速度,并伴随有大量的气体析出。这种溶液适合于99.5%(质量分数)的纯铝,可用来平滑粗糙的表面。
高磷酸溶液的作用较慢,这是由于溶液组成中磷酸浓度较大的缘故,此种溶液成本较高,可用于机械抛光之后的加工处理。
3)化学抛光液中硫酸的含量不能过高。硫酸可以提高铝的腐蚀速度,增加抛光的亮度,并可以降低槽液的成本,但过高时,会产生点蚀。并在工作表面生成白雾状薄膜,在后面的操作中难以除去。一般硫酸的含量不超过20%(体积分数)。
4)化学抛光后的工件要尽快转入下一工序处理,不能长时间停留,否则会降低亮度,甚至会产生点蚀。若化学抛光和阳极氧化工序之间需要经过较长时间的停留,则可将工件暂时存放于2%(质量分数)的铬酸钠溶液中,防止工件表面氧化或腐蚀。
5)铝及铝合金的化学抛光忌在常温条件下进行。铝及铝合金的化学抛光往往是在90℃以上的高温中进行的,低于80℃难以获得光亮的金属表面。
6)合金元素含量较高的铝合金很难用化学抛光获得镜面光亮。铝合金的成分对其化学抛光后的表面亮度影响很大,一般来说,铝纯度越高,抛光的光亮度越好,如铝的质量分数达99.99%的Al-Mg合金,化学抛光后可获得95%以上的光反射率。而合金元素含量较高的铝合金很难用化学抛光获得镜面光亮,尤其是含有铁、钛、锰、铬的铝合金。各种合金元素对化学抛光都有不利影响,但程度有所不同。
①铁、钛。恶化抛光亮度,特别是会降低阳极氧化膜的透明度,使抛光槽液产生白浊现象。(https://www.xing528.com)
②镁。对光亮度影响较小,可以得到镜面光泽表面。
③锰、铬。降低抛光表面的光亮度,但其不良影响比铁小。
④硅。硅在没有镁时会使氧化膜透明度降低,如加入镁,形成Mg2Si就对光亮度影响不大。
⑤铜。铜对铝的光亮度有所改善。
7)化学抛光液忌积累过多杂质离子。
长时间连续使用的化学抛光液中会有某些金属及重金属积累,产生不良影响。溶液中各种金属离子的影响如下:
①Ag+。当含有0.01%(质量分数)AgNO3时可提高抛光的亮度,但过量时会产生点蚀。
②Fe2+。质量分数,≤0.1%时对抛光亮度无不良影响。
③Ni2+。质量分数≤0.05%时对抛光有增亮作用,但过量时会产生点蚀。
④Mg2+。有明显影响,使溶液呈白浊。
⑤Pb2+。有危害,产生污物。
⑥Cu2+。质量分数≤0.05%时对抛光有增亮作用,但过量时会产生点蚀。
⑦Sn2+。有明显危害。
8)化学抛光要在通风良好的条件下进行。化学抛光液一般是强酸性的,在抛光处理的高温条件下,会产生大量的酸性气体,在含硝酸或硝酸盐的工艺中还会释放出有毒的NOx气体,所以化学抛光处理车间需要良好的排气、通风装置。否则,大量酸性气体在生产车间积累,会危害生产人员健康和腐蚀车间设备。
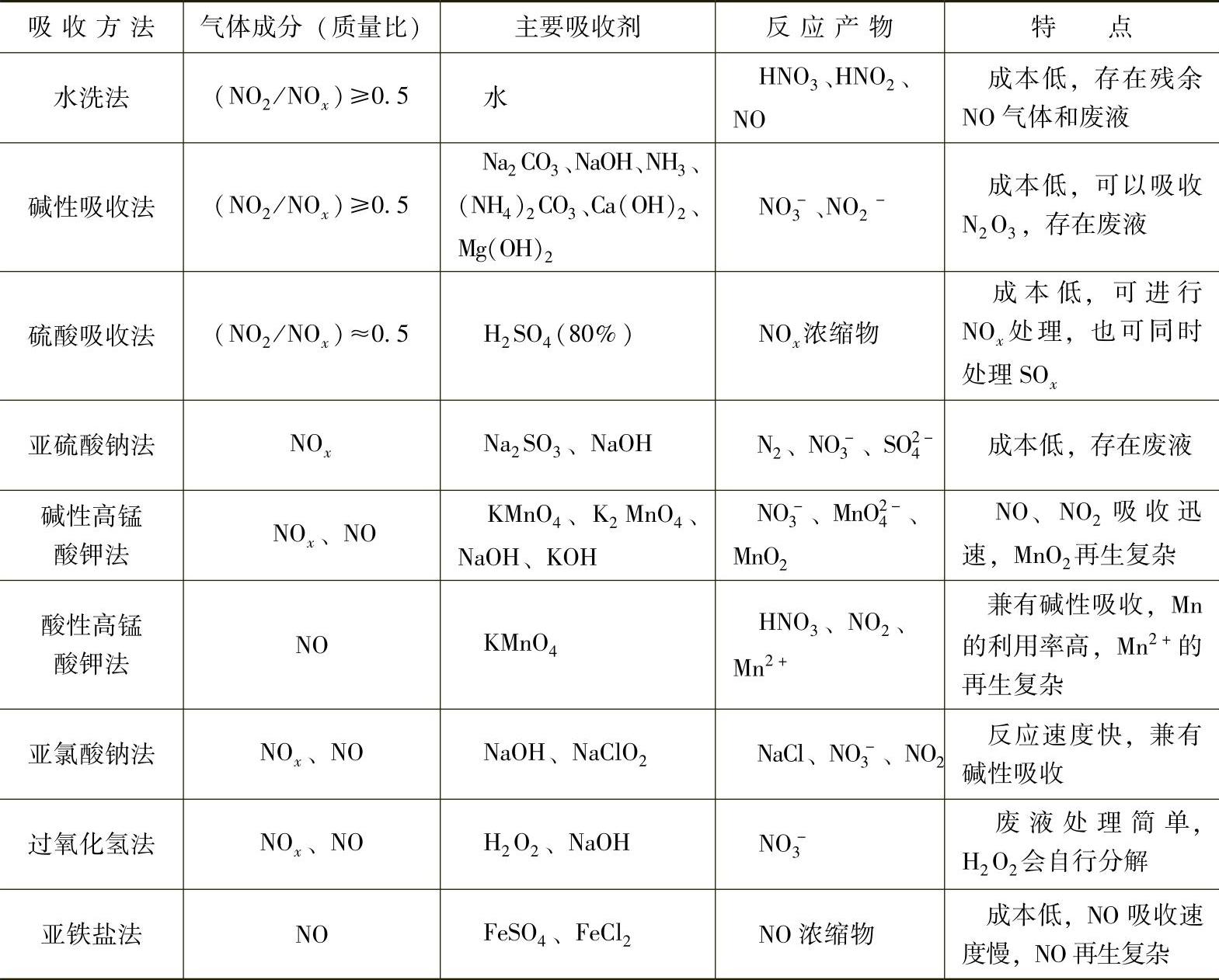
在化学抛光液中添加硝酸或硝酸盐,会产生有毒气体NOx。可用湿式吸收装置除去NOx。表2-33列出了处理NOx气体典型的湿式吸收法,它们都是根据水或碱液等对气体的吸收而设计的,效果较好。NOx气体用排气法就可以除去,但以不活泼的NO为主的NOx气体就不宜用排气法除去,因此在吸收之前要将NO氧化为NO2以提高NOx的吸收率。
表2-33 处理NOx气体典型的湿式吸收法
9)在生产上要尽量选用无黄烟化学抛光工艺。
10)化学抛光液在配制和使用时还需注意以下几点。
①忌用纯度低的硫酸配制化学抛光液。因为一般工业硫酸含有大量杂质,会影响抛光质量,必须用高纯度硫酸配制化学抛光液。
②溶液中必须维持一定的硫酸含量,忌过多或多少。溶液中硫酸含量太低会使腐蚀速度降低,抛光温度上升,但硫酸含量过高,工件表面会产生白雾,亮度下降。
③溶液中硝酸含量忌太少。硝酸在抛光过程中分解很快,消耗速度比磷酸和硫酸高得多,要及时补加。硝酸含量太少时,抛光亮度下降,并会产生麻点和蓝膜。
④化学抛光忌无通风设施。抛光时产生的氮氧化物,对人体有较大的毒性,并会腐蚀生产设备,所以一定要有良好的通风设施。
⑤槽液忌长时间使用不进行再生处理。溶液使用时间较长后,槽液中磷酸铝含量升高,抛光效果降低,要及时进行再生处理,分离其中的磷酸铝,延长槽液的寿命。
⑥尽量使用低硝酸或无硝酸工艺,减少环境污染。
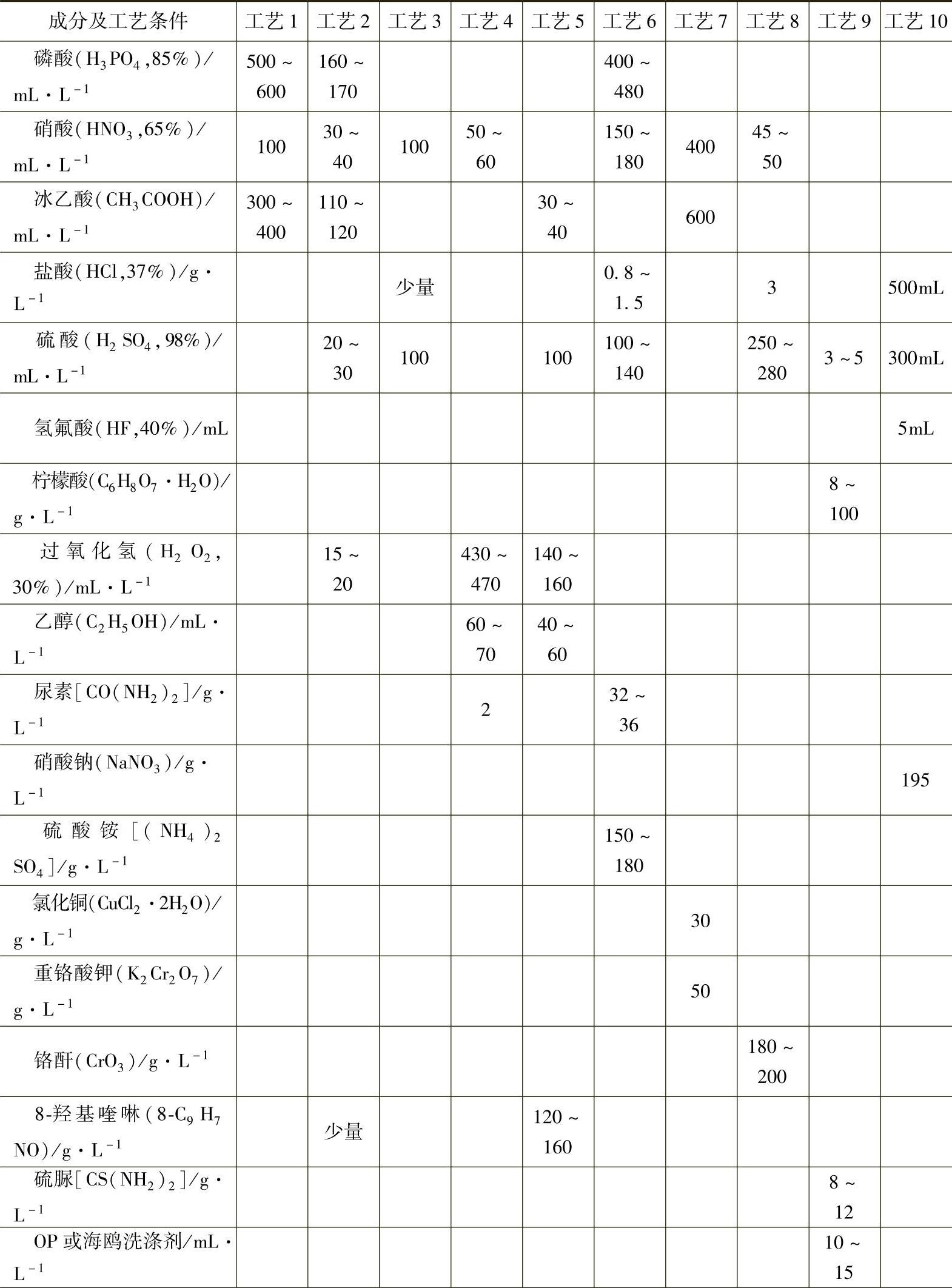
4.铜及铜合金的化学抛光
铜及铜合金被广泛地应用于日用五金、工艺品、电气仪表、机械配件等制造行业,铜是人类最早使用的金属材料,有一定的硬度,容易进行冷、热加工制作。铜在腐蚀环境及介质中易生锈,一般都要经过各种预处理及表面抛光,才能得到装饰性的外观。金属铜不活泼,所以在进行化学抛光时,不能与酸液中的氢离子反应。因此,铜在酸液中的抛光首先是把铜表面氧化,所以通常使用的化学抛光液中都含有氧化剂。
铜及铜合金的化学抛光液很多,可把它们归为三类:以硝酸及硝酸盐为主的系列,以铬酸盐为主的系列,以过氧化氢和酸组成的系列。目前生产上应用较广的是以硝酸及硝酸盐为主系列和过氧化氢系列。前者因成本低,抛光效果好,而且产生的氮氧化物大部分已被抑制,因而受到人们的欢迎。过氧化氢系列因为没有污染,所以在污染控制较严格的工厂受到重视。铬酸盐系列因成本高,废水处理费用高,有Cr(VI)的污染问题,所以在工业生产上的应用越来越少。
(1)以硝酸及硝酸盐为主的系列的化学抛光工艺 硝酸的质量分数在30%左右的硝酸-硫酸-盐酸系列化学抛光液是最早在工业上应用的铜及其合金的化学抛光液,其组成与使用条件为:
硝酸质量分数 30%
硫酸质量分数 50%
盐酸质量分数 0.5%
水质量分数 19.5%
温度 20~28℃
时间 1~35min
这种三酸抛光液的特点是出光速度快,抛光后的表面十分光亮,溶液中不需要添加任何其他添加剂,即可获得满意的抛光效果。因此,20世纪90年代这种配方在我国应用最为广泛。其最大的缺点是反应剧烈,在工件浸入化学抛光液的瞬间即会产生大量刺激性的黄烟——氮氧化物气体。该气体会污染环境,危害工人身体健康。含硝酸的化学抛光液在使用过程中,若发现析出的黄色二氧化氮烟较少,零件表面呈暗红色,则应经常补充硝酸,可按配制量的1/3补充硝酸。为防止过量的水带入槽中使溶液稀释,零件应干燥后或抖掉积水后再入槽抛光。
1)HNO3-H2SO4-HCl系列的化学抛光工艺。硝酸及其盐系列化学抛光的典型工艺列于表2-34和表2-35。
表2-34 硝酸及其盐系列化学抛光的典型工艺(1)
(续)
注:工艺1溶液温度降至20℃时,可抛光白铜。工艺4和工艺5中酸浓度低,适于抛光黄铜,析出有害气体少,工作时溶液温度会有自动升高,温度过高时,应进行冷却。工艺6可减少氮氧化物的析出量,改善工作环境。工艺7适用范围广,当抛光锡质量分数超过5%的合金时,用硫酸代替1/3的冰乙酸可提高抛光质量。工艺8和工艺9适用于抛光精密、表面粗糙度值低的零件。
为了减少或抑制氮氧化物的产生,经过努力,人们已找出许多方法和抑制剂。目前常用的黄烟抑制剂多是表面活性剂以及一些能与氮氧化物发生反应的物质,如尿素、有机胺、胍、二氰二胺、氨基磺酸和亚硫酸铵等。表面活性剂具有多泡性,化学抛光时随着氮氧化物气体的产生,搅动了溶液,从而在工件和溶液表面上产生了较多的泡沫,泡沫层可以提高抛光表面的亮度,并能吸收氮氧化物气体。因此在含表面活性剂和抑制剂的低硝酸化学抛光液中进行抛光时,空气里氮氧化物的含量已达到不需要专用设备处理的水平,只需普通抽风即可。这就大大改善了劳动环境,降低了生产成本,抛光的质量与三酸抛光相当,因而很受用户欢迎。表2-35所列的工艺中,工艺12对无氧铜件的抛光效果很好,可作为表面光亮度要求较高的制件的抛光工艺使用,还可作为其他酸洗工艺腐蚀过度、表面发毛或出现明显腐蚀坑制件的返修抛光工艺。该溶液对铜的腐蚀性强,操作者必须十分注意。制件浸入酸溶液中后,一定要不停地翻动,并随时取出制件认真检查,尽量做到兼顾表面粗糙度与几何尺寸。按工艺13配制抛光液时,必须要用蒸馏水,抛光后的Cu-Al合金试样表面形成的氧化膜可用10%氢氟酸水溶液浸洗除去。
2)HNO3-H2SO4-HCl系列改型化学抛光工艺。用硝酸盐(硝酸钠、硝酸铵等)代替硝酸,可以减少氮氧化物的析出。若再配以适当的添加剂(如N-1光亮剂),则可获得氮氧化物很少的化学抛光液(见表2-35配方10)。用硝酸盐比用硝酸安全,贮运也方便,没有危险性。此外,抛光液的抛光作用比较温和,反复抛光多次也不会出现过腐蚀现象,而且工件离开液面后在空气中停留2min也不会产生过腐蚀。在HNO3-H2 SO4- HCl系列化学抛光液中,除硝酸可用硝酸盐代替外,所用的HCl也可用乙酸、食盐(NaCl)取代。此外,为了防止产生过腐蚀现象,可在体系中加入一些铬酐。
3)HNO3-H3PO4-CH3 COOH系列的化学抛光工艺。HNO3-H3 PO4-CH3 COOH系列化学抛光液抛光铜及铜合金的典型工艺列于表2-36中。它是由巴特尔研究所(The Bat telle Memorial Institute)开发成功的铜及铜合金的化学抛光液。其成分(体积分数)为:30%~80%正磷酸,10%~50%冰乙酸,5%~20%硝酸,0~10%水。对于不同的铜合金,如Cu-Zn以外的Cu-8%Al,Cu-0.5%Be,Cu-5%Al-2%Si等合金(合金元素成分为质量分数),只要在此范围内适当改变比例,均可获得良好的抛光效果。若在硝酸-乙酸体系中加入重铬酸钾和氯化铜(见表2-36配方13),则可用于蒙乃尔合金(一种高强度合金)的抛光。若在硝酸-磷酸-乙酸体系中,将1/3量的冰乙酸用硫酸取代,则可用于通常难以抛光的高锡[w(Sn)﹥5%]青铜(CuSn合金)的化学抛光。
表2-35 硝酸及其盐系列化学抛光的典型工艺(2)
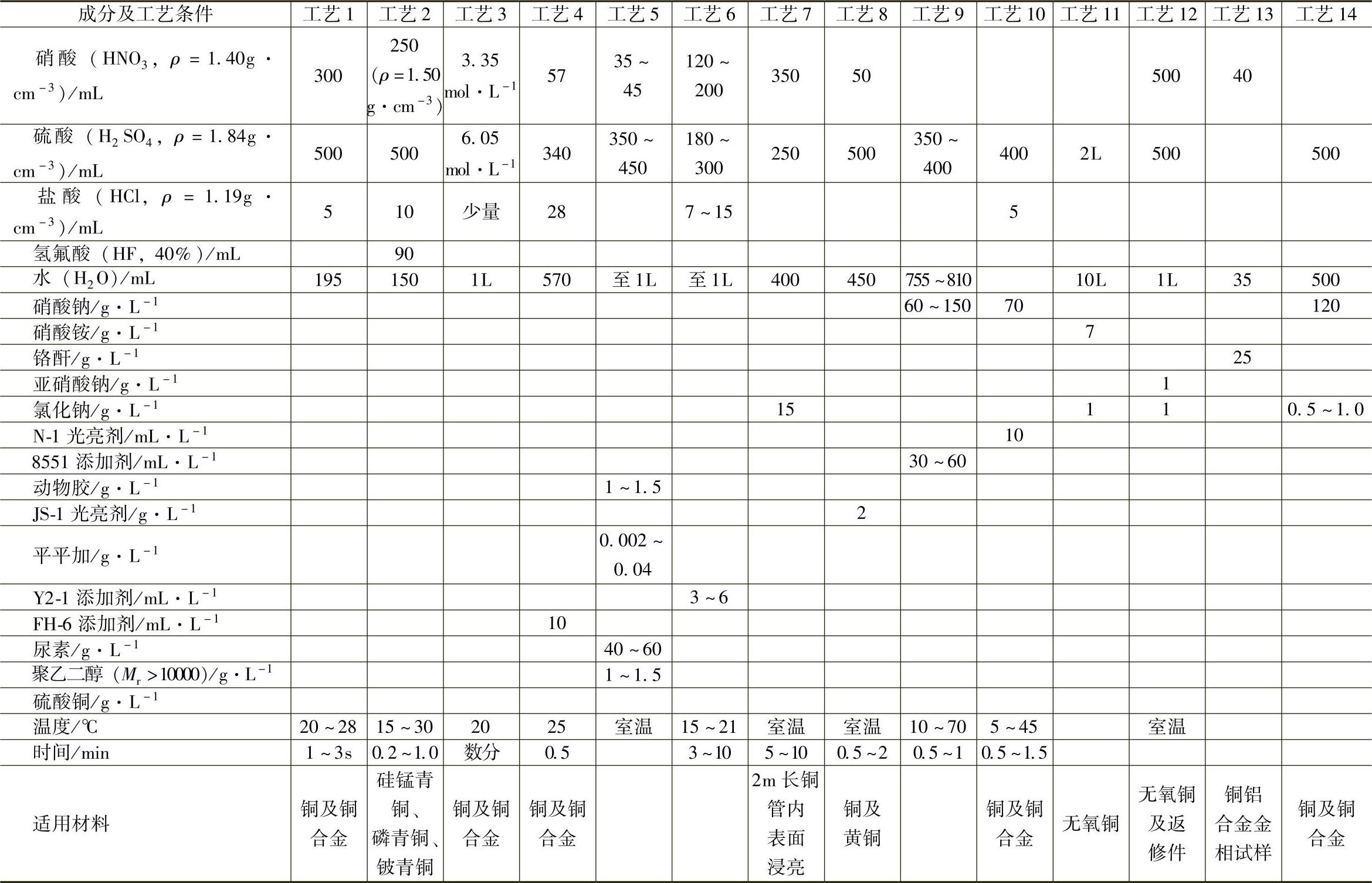
表2-36 HNO3-H3PO4-CH3 COOH系列化学抛光液抛光铜及铜合金的典型工艺
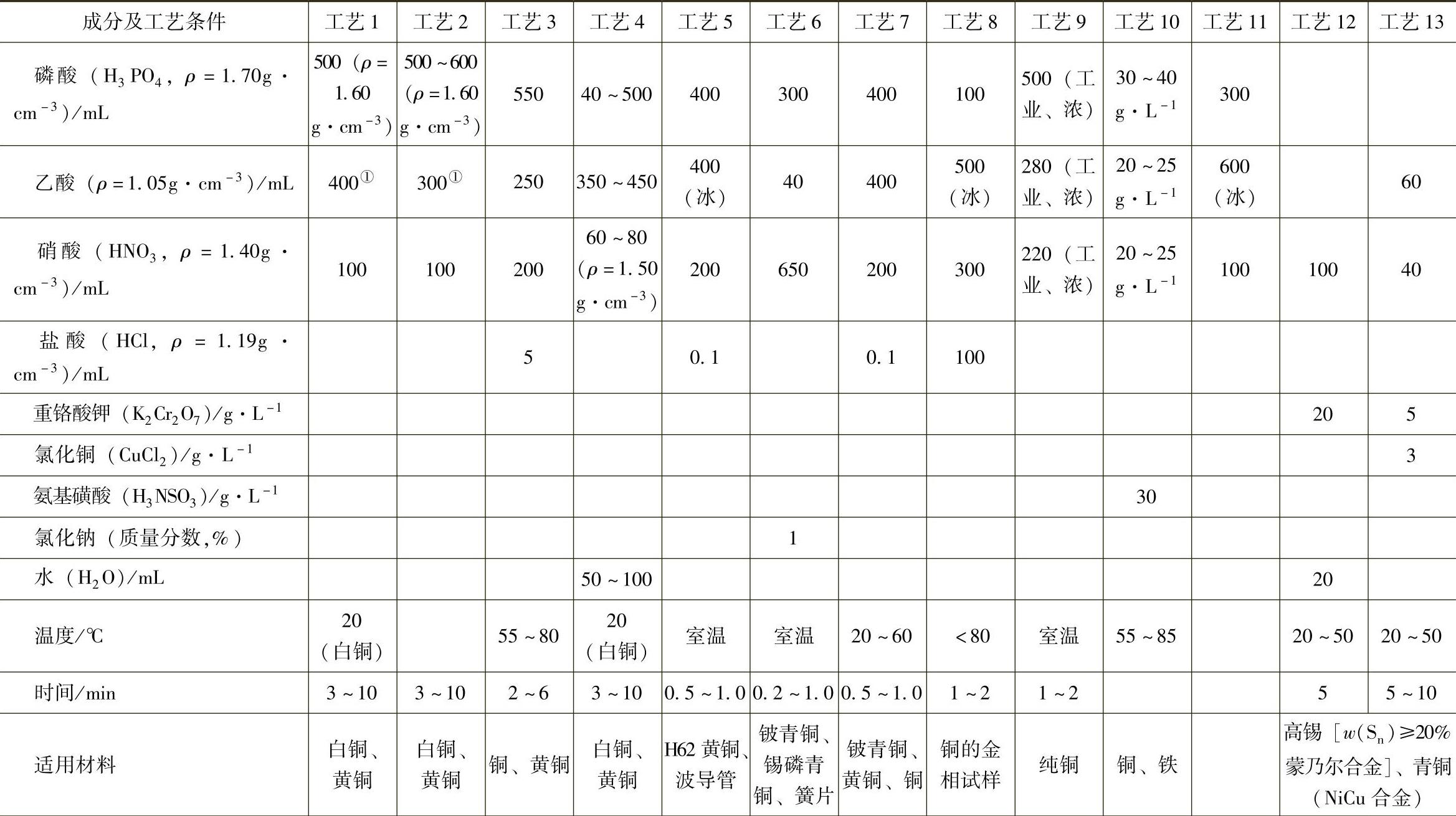
注:应用工艺1、工艺2时,抛光过程中,工件应经常摆动。工艺2的优点是快速而日质量好。缺点是溶液成分变化快,使用寿命短,工艺成本较高,而且酸雾大,操作技术要求较高。抛光后的制件表面附有一层钝化膜,具有一定的耐蚀性。但对于电镀件,在下镀槽前必须进行活化处理,除去钝化膜。否则,镀层会出现白色花斑。
①醋酐(CH3CO)2O。
4)硝酸及其盐系列化学抛光液中各组分的作用。
①硝酸及其盐的作用。硝酸是一种强氧化剂。在进行氧化反应时,它被还原的程度与本身的质量分数有很大的关系。酸越稀,被还原的程度越深。浓硝酸与铜反应时,硝酸总是被还原为NO2,而稀硝酸常被还原为NO,因此,黄烟(NOx)的数量、质量分数与抛光液中HNO3的含量有密切关系。但是硝酸质量分数降低后要获得光亮的表面,就得加入适当的添加剂或光亮剂。
将硝酸盐加入含其他酸的抛光液中,它可与其他酸反应而转变为硝酸。这种反应是平衡反应,即
2KNO3+H2SO4→2HNO3+K2 SO4
NaNO3+HCl→HNO3+NaCl
在低温时,K2SO4和NaCl的溶解度较小,反应易向右进行;高温时,平衡则向左进行,硝酸盐无法迅速地全部转化为硝酸,这就是使用硝酸盐时反应较为温和的原因。
由于硝酸可将铜及铜合金氧化成硝酸铜,而它可迅速溶于酸性抛光液中。因此,随着硝酸质量分数的升高,铜及铜合金的腐蚀溶解加快,腐蚀失重量的增加随硝酸质量分数的升高几乎呈线性关系。但是金属表面的光亮度并不随腐蚀失重量的增加而线性上升,而是出现最高点。当抛光液中腐蚀溶解一定量的铜离子并可形成稳定的黏液膜时,才能获得最好的光亮度(或最高的反射率)。硝酸质量分数太高或太低(或铜离子质量分数太高或太低)对形成稳定的黏液膜均不利,因此抛光效果变差。对任何特定的化学抛光液而言,硝酸或硝酸盐的质量分数均应控制在一最佳范围内,这样才能获得最佳的抛光效果,绝不可简单地认为硝酸起增加光亮的作用,加得越多越好。
②硫酸的作用。硫酸在化学抛光液中主要有以下几种作用。
a.溶解铜及其合金表面的氧化皮。铜及铜合金在大气中很容易发生变色反应,外观逐渐变为红色、绿色或黑色,其变色情况取决于周围条件。铜件在加工过程中,如受热温度超过80℃,则铜表面迅速被氧化而形成红色的氧化亚铜(Cu2O)。温度低于80℃时也会氧化,只不过氧化速度慢一些而已。当受热温度升高到200℃以上时,铜的氧化加剧,表面生成棕黑色的氧化皮(Cu2O+CuO),温度更高时则形成黑色的氧化皮(CuO)。受热温度越高,氧化皮越致密,氧化皮的颜色越深,也越难除去。硫酸在化学抛光液中的一个重要作用就是除去氧化皮。铜在含有水蒸气和二氧化碳的环境中会形成绿色的碱式碳酸铜[Cu2(OH)2CO3],它也可被硫酸溶解。
b.与硝酸盐反应游离出硝酸。
c.使溶解下来的铜离子以硫酸铜晶体(CuSO·5H2O)形式析出。随着抛光的进行,抛光液中的铜离子会不断积累。当达到饱和时,即以CuSO·5H2O形式结晶出来,可以过滤除去。硫酸对纯铜的溶解量随硫酸含量的升高先下降后上升,而对黄铜的溶解量则先上升后下降,这可能是黄铜中锌的溶解性能不同而造成的。
d.使溶解下来的铜离子形成高黏度的黏液膜。在三酸抛光液中,硫酸的质量分数均较高,它可明显提高抛光液的密度和黏度。它一方面容易与溶解下来的铜离子形成液膜,使凹入部位的黏液层或扩散层的厚度比凸出部位厚,因而凸出部位的溶解速度快,而凹入部位溶解速度慢,从而使金属表面获得整平和光亮。另一方面,在含表面活性剂的低硝酸型化学抛光液中,高黏度的溶液可以留存大量的气泡,使反应生成的气体变得细而密,并附着在金属表面上,有利于抛光表面变得更加光亮。
③盐酸的作用。在许多铜及铜合金的化学抛光液中,都要加入少量的盐酸或氯离子,这样才能提高抛光表面的整平性和光亮度。至于它的作用机理,目前研究较少。有人认为可能是由于铜在化学溶解过程中先是形成一价铜离子(Cu+),然后再形成二价铜离子(Cu2+),一定量Cl-的存在,可在抛光表面上形成一层溶解度很小的氯化亚铜钝化膜。根据抛光的双层膜理论,黏液膜起到宏观整平作用,只有固体膜才有微观整平(或光亮)作用。因此,这种固体的CuCl盐膜有利于抛光面的微观整平,故可以提高抛光面的亮度。三酸抛光时,铜表面是否有CuCl固体盐膜存在,尚待进一步证实。
④硝酸盐的作用。硝酸盐的作用主要是与硫酸反应并游离出硝酸。当硝酸盐过少时,抛光后的制件表面发红。反之,过多的硝酸盐又会使抛光后的制件表面形成一层金黄色不均匀的氧化膜,且会产生较多的氮氧化物气体,对环境有严重污染。显然硝酸盐的含量适当与否会直接影响溶液的抛光能力。它的适宜范围较宽。使用硝酸盐的优点是硝酸盐的化学稳定性强于硝酸,对人的皮肤无直接腐蚀作用,它本身为中性盐,对环境无污染,因此,工人操作比较安全。
⑤光亮剂的作用。所谓光亮剂,就是能够使金属表面不均匀的化学腐蚀转变为有规律的溶解,并能够使金属表面达到一定光亮度的物质。常用的光亮剂主要是缓蚀剂和表面活性剂两类。
a.缓蚀剂。低硝酸型化学抛光液的光亮剂大多数由缓蚀剂和表面活性剂组成。缓蚀剂是一种在很低质量浓度(一般小于5g·L-1)下,能明显减缓金属在腐蚀性介质中的腐蚀速度的物质。它的分子大多由两部分组成,一部分是容易被金属表面吸附的极性基团(含有N、O、P、S等元素),另一部分是非极性基团,主要由碳氢结构组成。缓蚀剂的缓蚀机理可以用吸附理论、成膜理论及电极过程抑制理论来解释。缓蚀剂的缓蚀效果取决于缓蚀剂本身的结构、含量、pH值、温度、抛光液的组成及被抛光材料的组成、结构和性质等因素。常用的缓蚀剂及其适用范围见表2-37。
表2-37 常用的缓蚀剂及其适用范围
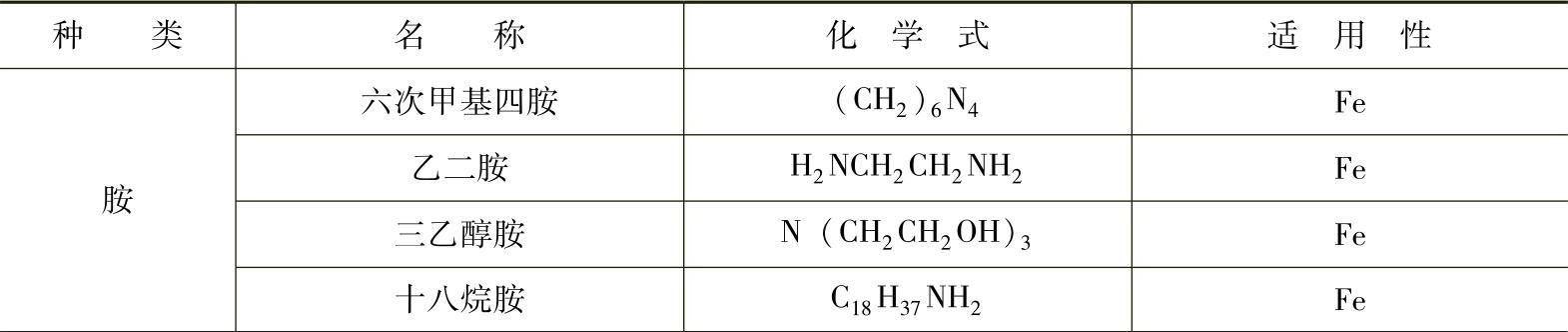
(续)
缓蚀剂在化学抛光液中的主要作用有:防止制品抛光时产生过腐蚀或氢脆现象,提高化学抛光液的增光作用,扩大抛光液的适用范围,部分缓蚀剂可减少有害氮氧化物的产生,改善操作条件,减少抛光液的无效消耗。
b.表面活性剂。表面活性剂是化学抛光光亮剂的主要成分之一,它可以单独用作光亮剂,也可与缓蚀剂联合组成光亮剂。多数光亮剂都含有多种表面活性剂。表面活性剂本身具有吸咐、渗透、润湿、发泡、增稠和缓蚀等作用。它作为光亮添加剂主要有以下作用。
表面活性剂具有很强的发泡作用,在化学抛光时可以形成较厚的泡沫层。试验证明,在含有硝酸的化学抛光液中抛光铜与铜合金时,只要在零件表面形成泡沫层就能获得光亮表面,而且泡沫层越厚、越密实,光亮度越好。
表面活性剂的泡沫层具有很强的抑雾作用,它可以阻止抛光时形成氮氧化物的逸出,或将它阻隔在泡沫内,使部分氮氧化物被抛光液吸收,或被液中的氮氧化物抑制剂吸收。
有些表面活性剂容易在金属表面形成致密的吸附膜或钝化膜。根据抛光的双层膜理论,这种致密的钝化膜可起到优良的微观整平作用,从而使金属表面光亮。
表面活性剂具有优良的去麻点作用。这是由于它具有优良的润湿作用,可以使化学抛光时产生的各种气体不会固定停留在金属表面某处而形成麻点。为了获得数量多直径细小而又密实的泡沫层,在多数化学抛光光亮剂中大都同时选用阴离子表面活性与非离子表面活性剂,因为这两类表面活性剂有很好的相容性。阴离子表面活性剂有很强的发泡功能,而非离子表面活性剂有很强的渗透能力与分散能力,两者合用就可达到上述的各项性能。
(2)以铬酸盐为主的铬酸盐系列的化学抛光工艺 配方见表2-34中的工艺8,表2-35中的工艺13和表2-36中的工艺12、工艺13,Cr(Ⅵ)对环境污染严重,对人体伤害很大,所以目前应用受到限制。
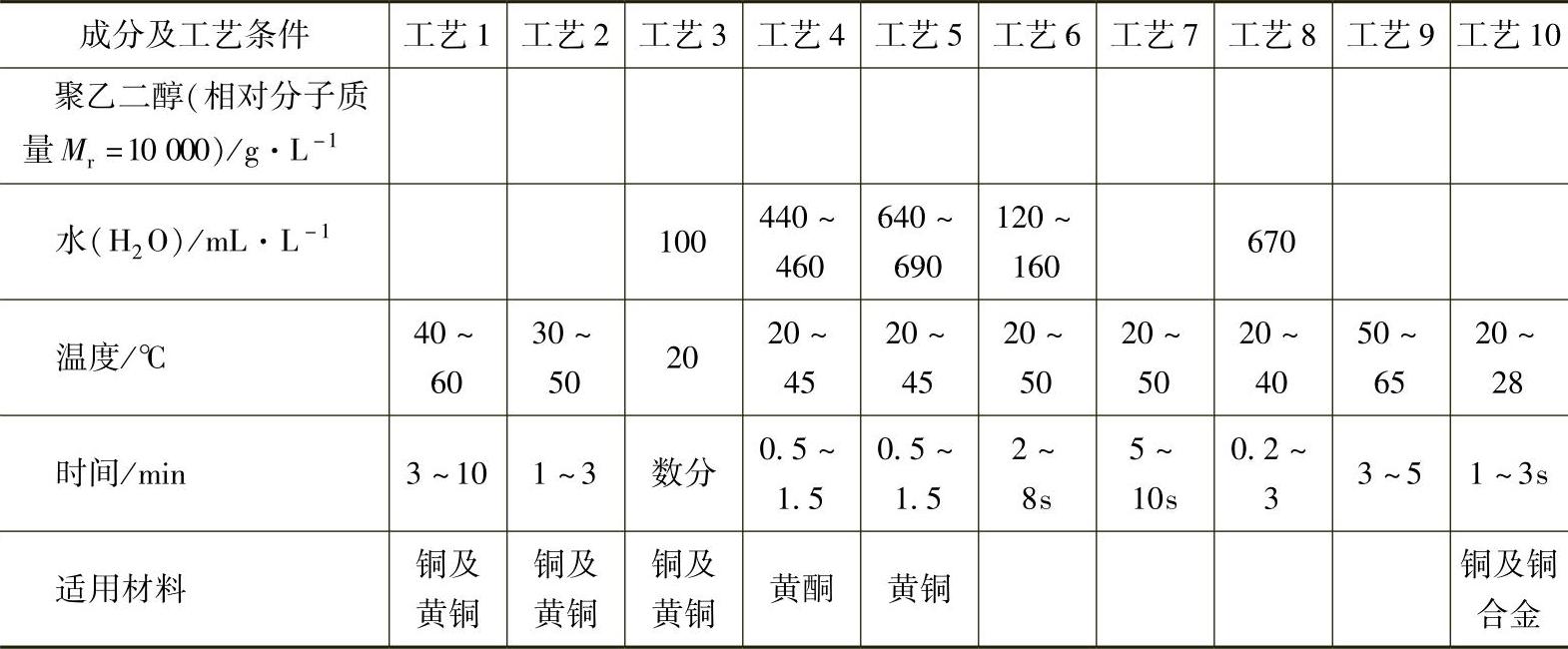
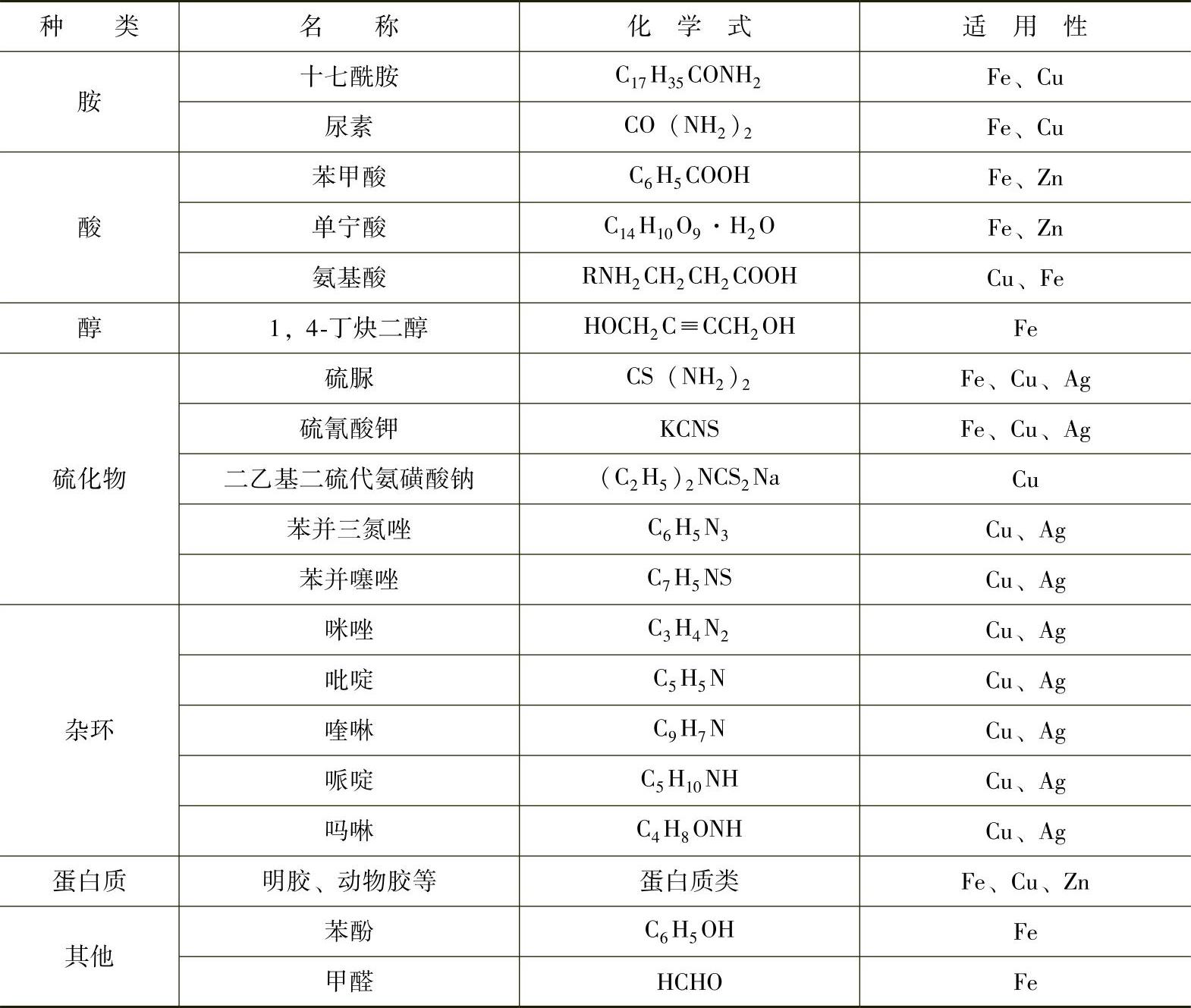
(3)过氧化氢系列的化学抛光工艺 铜件过氧化氢系列化学抛光的典型工艺列于表2-38。工艺1的工艺过程为:脱脂→热水洗→流动水洗→热蒸馏水浸烫→沥干→化学抛光→水洗→中和→蒸馏水洗→纯化(用苯并三氮唑溶液浸洗→流动水洗→热水洗→干燥。若工艺需要,可再涂覆一层有机涂层。
使用工艺1的注意事项:
1)配制抛光液时必须用蒸馏水或去离子水。
2)抛光表面光亮度一旦达到工艺要求,应立即取出,再浸入稀硫酸片刻,以除去抛光过程中制件表面形成的棕色氧化膜,而呈现出光亮的金色。
3)新配制的抛光液,在正式抛光作业前应进行老化处理,方法是加入一些废铜屑(片)或加入一定量的旧溶液混匀。否则抛光反应大多不均匀,制件表面的棕色氧化膜形成缓慢,抛光表面色泽不一致。
4)抛光过程中的溶液温度应控制在30~35℃,以获得较好的抛光质量并有利于安全生产。
5)抛光过程会放出大量的热,使溶液温度逐渐升高。因此应当控制抛光时间,即随着溶液温度的提高而适当缩短抛光时间,以防止过腐蚀。当溶液温度太高(如达到50℃左右)时,会使过氧化氢、乙醇等迅速分解,严重时会使抛光液丧失抛光能力。因此,该工艺用的抛光槽必须设有冷却降温装置,以便控制槽温。
6)抛光前的预处理必须彻底干净。
7)当溶液中的硝酸因热分解造成实际含量过低时,用延长抛光时间(如达到80s)的办法也不能改善抛光效果。这时可补加适量硝酸,补加量可按新配溶液中硝酸用量的15%~18%计算。实践证明,补加硝酸的工艺措施,一般可进行4~5次,补加硝酸后即可恢复或改善抛光效果。但过多次数的补加硝酸,由于溶液中积聚了太多的金属离子,直接干扰或破坏了被抛光表面的色泽和光亮度,故对提高抛光效果作用不大。此时,弃旧换新是一种更为明智的处理办法。
8)每批次抛光操作的下槽制件量不能太多,以免抛光反应过于剧烈,温度急速上升,使一些化学药品分解,造成不良的后果。
9)抛光溶液中的乙醇和尿素,是用来控制过氧化氢热分解的稳定剂,其用量范围较宽,可通过生产实践适当进行控制。采用其他过氧化氢抛光工艺时,均可参照上述各条件执行。
表2-38 铜及铜合金在过氧化氢系列化学抛光液中的典型抛光工艺
注:1.工艺l、2、5、6、7、10适用于黄铜制件的化学抛光。
2.工艺8溶液配好后,用NaOH调整至pH值=4.1后方可使用。
3.工艺4适用于康铜制件的化学抛光。
4.工艺9适用于纯铜制件的化学抛光。
5.工艺11适用于青铜制件的抛光。
6.工艺14适用于磷铜制件的抛光。
5.锌、镉的化学抛光
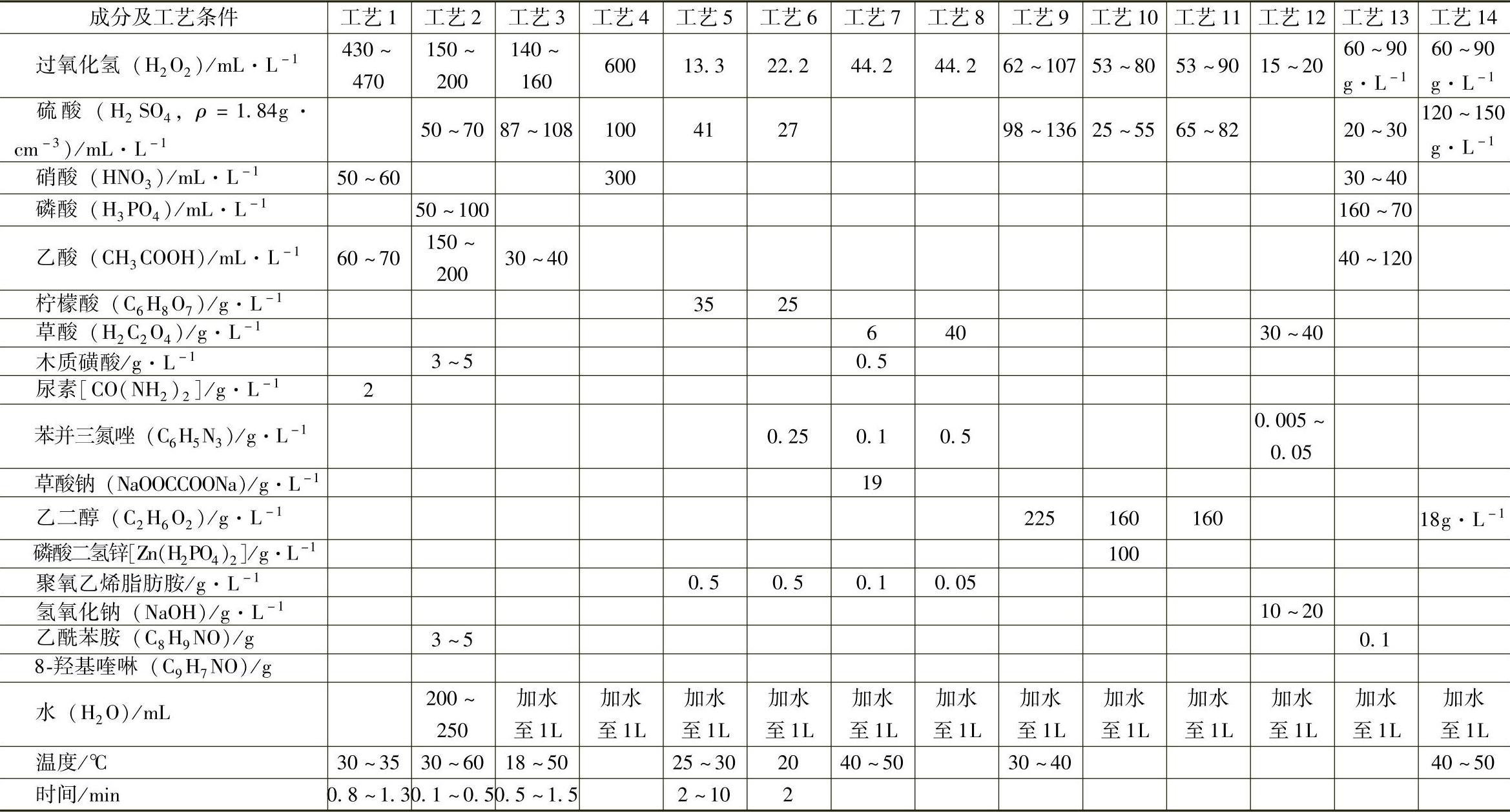
锌、镉的化学抛光液配方及工艺条件见表2-39。
表2-39 锌、镉的化学抛光液配方及工艺条件
注:工艺1中若CrO3与H2SO4的质量比小于20,则在镉上会生成不溶于水的黄膜,此膜可在硫酸中除去。工艺5中的硫酸可用盐酸代替,该溶液比较便宜,但表面光亮度及耐蚀性都较差。
6.其他金属的化学抛光
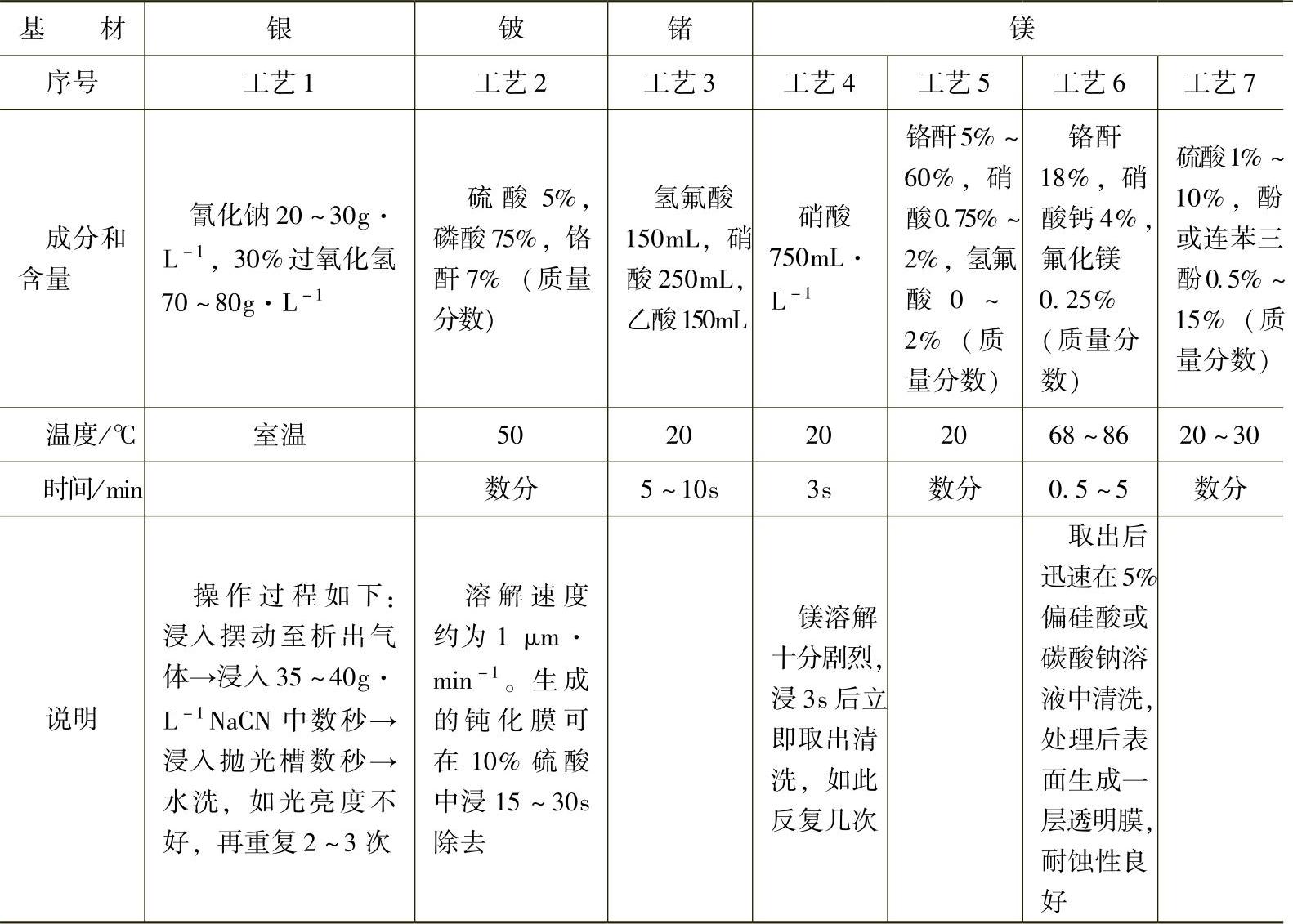
镍、铅、硅(半金属)、钽、锆的化学抛光液配方及工艺条件见表2-40。银、铍、锗、镁的化学抛光液配方及工艺条件见表2-41。
表2-40 镍、铅、硅、钽、锆的化学抛光液配方及工艺条件
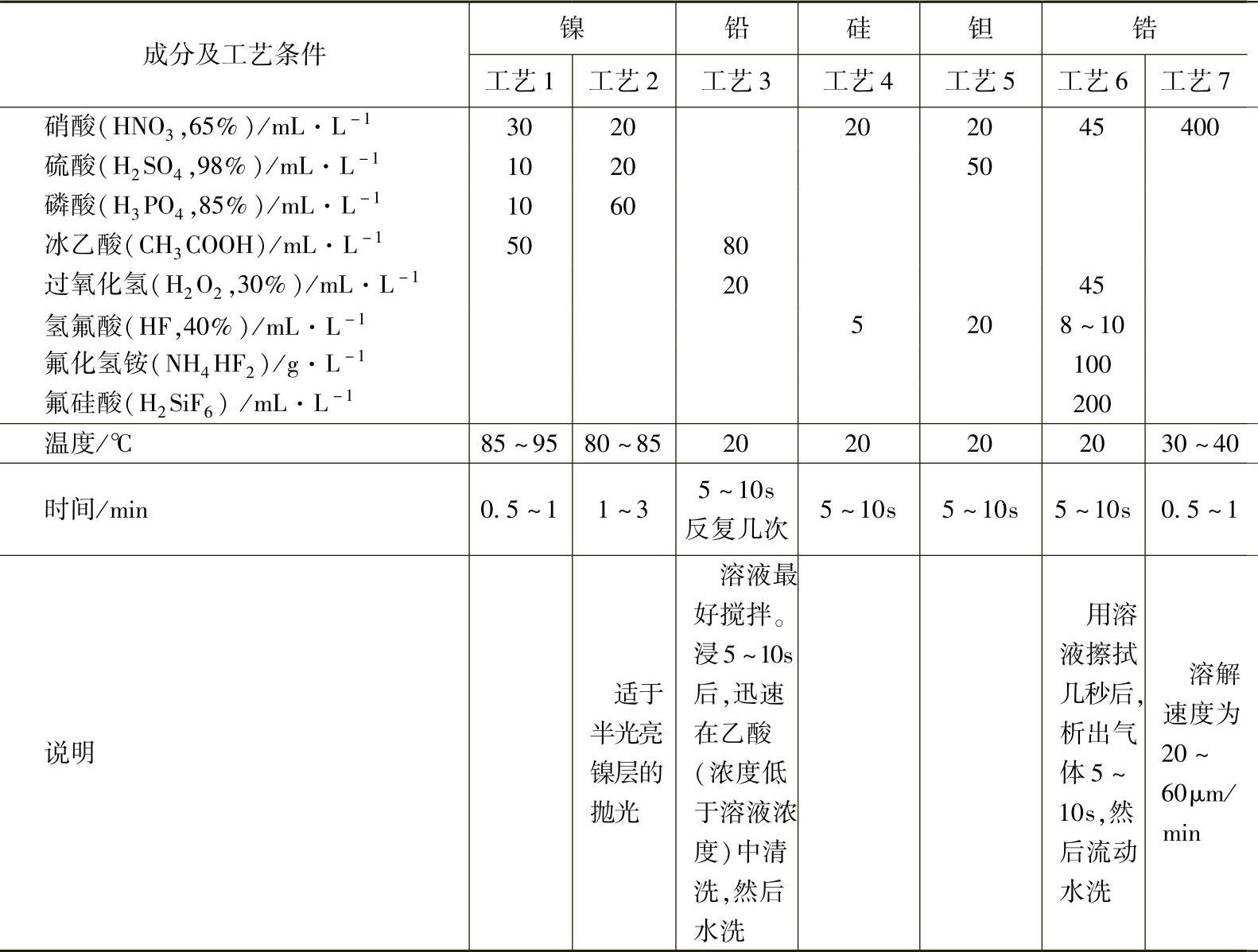
表2-41 银、铍、锗、镁的化学抛光液配方及工艺条件
7.化学抛光注意事项
1)化学抛光时,抛光液的配制及适用范围要考虑金属材料的种类。化学抛光是使材料在化学介质中表面微观凸出的部分较凹下部分优先溶解,从而得到平滑面。这种方法的主要优点是不需要复杂的设备,可以抛光形状复杂的工件,可以同时抛光很多工件,效率高。化学抛光的核心问题是抛光液的配制,对于不同的金属材料,在不同的化学浸蚀下,溶解速度和效果等都不一样,必须用不同的抛光液。
2)化学抛光时,抛光液的温度不要过高。阳极表面的电解液易发生过热,产生的气体和蒸汽可能将电解液从电极表面挤开,从而降低抛光效果,也很难用提高电流密度的方法达到抛光的目的。在一般的情况下,随电流密度和温度的提高,抛光时间缩短。为了使表面粗糙度值降低,达到良好的抛光效果,应多采用反复多次抛光的办法,每次抛光的时间控制在许可的范围内。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。