



840D系统的启动、配置与功能主要是通过机床数据的调整与PLC控制NC接口信号来实现的。
在进行轴的启动与调整时,要了解坐标系与轴的概念。在数控系统中设置机床坐标系和工件坐标系,机床坐标系各轴的位置通过测量系统检测出来。该NC机床坐标系符合DIN66217标准,通常在线性轴X/Y/Z上建立三维直角坐标系,以及相应的旋转轴A/B/C,标准的坐标系要求符合右手笛卡儿坐标系统,数控系统通过返回参考点功能将系统的各轴与机床坐标系对应起来。工件坐标系用于工件编程。机床坐标系通过坐标变换、坐标偏置,可以对应工件坐标系。
1.840D的机床数据
机床安装、调试、维护常用机床数据以及功能实现介绍如下:
(1)机床数据概述
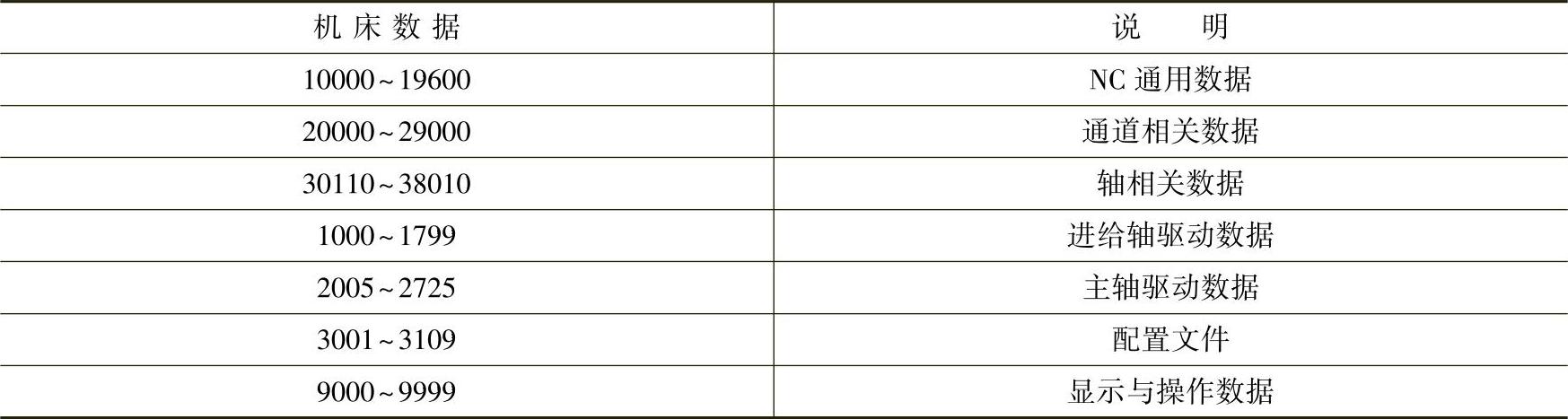
1)基本(General)机床数据MD10000~MD18999:用于NC基本设置,通过基本机床数据可以进行系统偏置的设定,驱动数据及系统内存的分配。
2)特定通道(Channel Specific)的机床数据MD20000~MD28999:通过特定通道轴的机床数据管理某个通道的程序运行。例如:通道轴的分配。通过“Channel+”和“Channel-”软功能键进行通道轴的切换。
3)特定轴(Axis Specific)的机床数据MD30000~MD38999:对机床上的每一根轴进行参数设置。例如:给定值与实际值设置、轴的优化、主轴的设定,通过“Axis+”和“Axis-”软功能键进行轴的切换。
4)驱动(Drivers)机床数据MD1000~MD1999:调整SIMODRIVE611D驱动。主要用于设置电动机参数进行驱动优化,如果对这里面数据进行了修改,必须将它们保存为启动文件(boot file),放在NCURAM区中。通过“Drive+”和“Drive-”软功能键可以进行驱动的切换。
5)显示(Display)机床数据MD9000~MD9999:设置显示机床数据。
6)机床数据的激活:机床数据设置完后并不是马上生效,机床数据最后一列显示出该机床数据的激活方式:
①po——上电(Power on),NC上的“RESET”键或“NCK-RESET”软功能键。
②cf——新设定值(New Config),“SETMDactive”软功能键或MCP上的“RESET”键。
③re——复位(Reset)MCP上的“RESET”键。
④im——立即生效(Immediately)输入后马上生效。
7)访问权限:要想显示机床数据,用户的最低访问权限为等级4(钥匙开关位置3);要想输入或修改机床数据,用户的最低访问权限为2(密码:“EVENING”)。
8)切换显示内容:通过机床数据MD9900在机床数据名和机床数据说明文档之间切换。
a.MD9900=0,以机床数据名方式显示。
b.MD9900=1,以机床数据的说明文档方式显示,此数据对所有数据区都有效。
机床数据分类见表4-1。
表4-1 机床数据分类
(2)机床数据的说明 通过机床数据的设定来实现定义几何轴、附加轴、通道轴和机床轴,并决定每种类型的单个轴的名称。
1)轴配置设定参数。
①MD30110CTRLOUT_MODULE_NR:给定值分配。给定值分配到驱动逻辑编号(同样对模拟轴),该参数值对应该轴驱动接口的地址序号。
②MD30130CTRLOUT_TYPE:给定值类型。
1——给定值输出。
0——模拟。
③MD30200NUM_ENCS:测量系统数。
1——一个位置测量系统。
2——两个位置测量系统。
选择测量系统1或2是通过接口信号DB31.DBX1.5/1.6来实现的。
下标[n],测量系统机床数据带有一个下标[0]或[1]。[0]的值用于测量系统1。[1]的值用于测量系统2。
④MD30220ENC_MODULE_NR[n]:实际值分配。
实际值分配到驱动逻辑编号(同样对模拟轴)。
⑤MD30230ENC_INPUT_NR[0]:实际值输入。
将实际值输入驱动模块(上部输入为1,下部输入为2)。
⑥MD30240 ENC_TYPE[n]:测量装置信号类型。
1——增量测量系统。
4——绝对测量系统。
0——模拟。
⑦MD32110 ENC_FEEDBACK_POL[n]:实际值极性。
0/1——默认。
-1——改变极性。
⑧MD32100 AX_MOTION_DIR:运动方向。
0/1——默认值。
-1——反方向。
⑨MD31000 ENC_IS_LINEAR[n]:线性测量尺。
1——用于位置实际值检测的编码器为线性的。
0——用于位置实际值检测的编码器为旋转式的。
⑽MD31040ENC_IS_DIRECT[n]:直接位置。
测量系统1——用于位置实际值检测编码器直接安装在机床上。
测量系统0——用于位置实际检测编码器安装在电动机上。
⑾MD31020ENC_RESOL[n]:编码器的脉冲数。旋转测量系统编码器每转的脉冲数。电动机测量系统编码器的每转脉冲数为2048。
⑿MD31010ENC_GRID_POINT_DIST:栅格间距。
线性测量系统的栅格间距,单位为mm。
⒀MD31030LEADSCREW_PITCH:丝杠螺距。
丝杠螺距通常仅对直线轴有意义。
⒁MD31060DRIVE_AX_RATIO_NUMERA[n]:负载传动的分子。
⒂MD31050DRIVE_AX_RATIO_DENOM[n]:负载传动的分母。
⒃MD31080DRIVE_ENC_RATIO_NUMERA[n]:测量系统的分子。
⒄MD31070DRIVE_ENC_RATIO_DENOM[n]:齿轮箱的分母。
下标[n],测量系统机床数据具有一个下标[0]或[1]。
[0]——对应第1测量系统的值。
[1]——对应第2测量系统的值。
如下速度要定义:
⒅MD32000MAX_AX_VELO:轴的最高速G0。
⒆MD32010JOG_VELO_RAPID:JOG方式下快速。
⒇ᣡMD32020JOG_VELO:JOG方式下的速度。
2)监控功能参数。
①MD36000STOP_LIMIT_COARSE:粗准确停止。
接口信号“Position reached with exacthold coarse”(DB31,…,DBX60.6)。
②MD36010STOP_LIMIT_FINE:精准确停止。
接口信号“Position reached with exact hold fine”(DB31,…,DBX60.7)。
③MD36020POSITIONING_TIME:精准确停止的延时。
在到达给定的位置时,经过此延时后,实际位置值必须达到“精准确停止”的允差范围内。在此时间内,如果没有达到精准确停止的允差范围,便输出一个报警“25080Axis[Name]Positioning monitoring”。
④MD36030STANDSTILL_POS_TOL:静止误差。
一个停止的轴不能超过的位置误差,若超出此误差范围,则输出报警“25040Axis[Name]Standstill monitoring”。
⑤MD36040STANDSTILL_DELAY_TIME:静止监控的延时。
在到达给定的位置时,经过此延时之后,实际位置值达到“静止误差”的范围内。若位置误差没有达到上述范围内,则输出报警“25040Axis[Name]Standstill monitoring”。
⑥MD36050CLAMP_POS_TOL:夹紧允差。
当PLC接口信号“夹紧在处理中”(DB31,…,DBX2.3)激活时,此位置允差被监控。当夹紧允差超出时,便输出报警“26000Axis[Name]Clamping monitoring”。
⑦MD36200AX_VELO_LIMIT:实际速度监控的门限值。
当门限值超出时,触发报警“25030Actual speed alarm limit”,同时轴被停止。
⑧MD36210CTRLOUT_LIMIT100%:速度给定值监控。
表示与模拟接口10V对应的最大速度给定值(以百分比表示的最大速度给定值)。当极限超出时,报警“25060Axis%1Speed setpoint limitation”被触发,同时轴被停止。
⑨MD36220CTRLOUT_LIMIT_TIME:速度给定监控延迟时间。
该MD定义了速度给定值可以超过MD36210的值而触发监控之前所用的时间。达到此极限会引起轮廓误差。
⑩MD36300ENC_FREQ_LIMIT:编码器极限频率。
用MD36300的频率值作为监控值,若超出,则输出报警“21610Channel[Name]Axis[Name]Encoder frequency exceeded”,同时轴被停止。
⑾MD36310ENC_ZERO_MONITORING:零点监控。
零点监控被激活。该数值是指允许丢失的脉冲数。出错时会引起报警显示“25020Axis[Name]Zero point monitoring”,并且使轴按照制动特性斜率(MD36610)停止。
注意:MD36310=100对编码器的硬件监控被取消。
编码器切换允差在切换过程中,位置实际值的误差被监视,若这个误差大于实际值最大允差值MD36500(ENC_CHANGE_TOL)中的值,便会输入报警“25100Axis%1Measuring system switch over not possible”,同时切换被禁止。
⑿MD36400CONTOUR_TOL:轮廓监控允差。
利用计算跟随误差得到NC位置给定和位置实际值的误差,从而实现轮廓监控(即动态跟随误差报警值)。在位置控制运行下轮廓监控总是有效的。当超出允差时,会触发报警“25050Axis[Name]Contour monitoring”,同时轴根据当前设定的制动斜度而制动。硬件限位开关对每个轴都可以实现通过PLC接口的监控(接口信号“硬件限位开关负/正”DB31.DBX12.0/12.1),当轴到达限位开关时就被停止,制动特性由MD36600设定。
⒀MD36600BRAKE_MODE_CHOICE:到达硬件限位开关的制动特性选择。
1——快速停止且给定值为“0”。
0——维持制动曲线。
到达硬件限位开关报警“21614 Channel[Name1]Axis[Name2]Hardware en dswitch[+/–]”。
⒁软件限位开关:
a.MD36100POS_LIMIT_MINUS:第1软件限位开关负向。
b.MD36110POS_LIMIT_PLUS:第1软件限位开关正向。
c.MD36120POS_LIMIT_MINUS2:第2软件限位开关负向。
d.MD36130POS_LIMIT_PLUS2:第2软件限位开关正向。
软件限位开关的有效选择由PLC实现(接口信号“第2软件限位开关负/正”DB31.DBX12.2/DBX12.3)。
在定位过程中,对于轴是否到达定位的区间(准确停止)以及一个轴是否在无运动指令时偏离出一定的允差范围(静止监控、夹紧允差)是有监控的。
3)参考点调整参数。
①MD34110REFP_CYCLE_NR:通道特定回参考点的轴顺序。
1~n——确定通道特定回参考点的轴顺序。
0——本机床轴不能由通道特定回参考点功能启动。
-1——“NC启动”可以不必要求本轴回参考点。
②MD34200 ENC_REFP_MODE[n]:参考点模式(由“NCK复位”激活)。
0——绝对值编码器。
1——带零脉冲的增量编码器。
3——带距离编码的长度测量系统。
5——用接近开关取代参考点挡块。
③MD34000 REFP_CAM_IS_ACTIVE:参考点挡块激活信号。
1——使用参考点挡块信号。
0——无参考点挡块信号。
④MD20700 REFP_NC_START_LOCK:NC启动回参考点锁住。
0——“NC启动”可不必要求各轴回参考点
⑤MD11300 JOG_INC_MODE_LEVEL_TRIGGRD:点动或连续方式进行。
1——JOG_INC和回参考点功能以点动方式进行
0——JOG_INC和回参考点功能以连续方式进行
2.轴的起动与调整
(1)轴的配置 轴的配置通过机床数据的设定来定义几何轴、附加轴、通道轴和机床轴,并决定每种类型的单个轴的名称。机床轴是机床上实际存在的轴,利用通用机床参数MD10000定义机床轴。
1)机床轴。对于每个机床轴,其名称由MD10000确定。
MD10000[.]AXCONF_MACHAX_NAME_TAB:机床轴名称。
2)通道轴。利用通道专用MD20070,机床轴被分配给一个通道。
①MD20070[.]AXCONF_MACHAX_USED:使用机床轴。
②MD20080:确定通道轴的名称(几何轴和附加轴)。
③MD20080[.]AXCONF_CHANAX_NAME_TAB:通道轴的名称。
3)几何轴。
①MD20050:确定哪些通道轴是几何轴(不转换时)。
②MD20050[.]AXCONF_GEOAX_ASIGN_TAB:分配几何轴。
③MD20060:确定几何轴的名称。
④MD20060[.]AXCONF_GEOAX_NAME_TAB:几何轴的名称。
对于车床,只需配置两个几何轴。例如:
MD20050[0]=1 MD20060[0]=X
MD20050[1]=0 MD20060[1]=
MD20050[2]=2 MD20060[2]=Z
(2)设定驱动配置 利用MMC103/PCU50或“611D启动工具中”SK“Drive config”进行驱动配置。SK“Drive config”位于操作区域“start-up”,SK“machine data”之下。槽位号(slot)是指每个功率单元的物理位置。若某些槽位不使用或功率单元不存在,它必须设为“passive”。对每个使用的槽位,必须指定一个逻辑地址,依其决定驱动的地址(给定值/实际值的分配)。SK=软功能键。
1)选择功率模块。依据其铭牌选择功率单元,然后用SK“OK”来确认。
2)定义给定值/实际值通道。对每个轴/主轴都要定义一个给定值通道(MD30110=逻辑驱动号)和至少一个实际值通道(MD30220[0]=逻辑驱动号)以构成位置测量系统。一个第2位置测量系统(MD30220[1]=逻辑驱动号)可作为选项。对于驱动控制电动机测量系统总是要使用的,没有MD来定义电动机测量系统的连接。
电动机和电动机测量系统的连接存在以下固定规则:电动机与其测量系统必须连接到同一模块。
3)电动机选择。在“start-up”操作区域,通过下列软功能键可以进行电动机选择:SK“Machine data”、SK“DriveMD”、SK“Motor/Control”、SK“Motor selection”。
4)改变电动机数据。通过SK“Alter motor data”,电动机和测量系统的数据可以直接被修改。
5)电动机选择。按照电动机铭牌选择电动机,并用SK“OK”确认。
6)测量系统数据。输入所选电动机的测量系统数据并用“OK”确认。为了备份611D的“引导起动文件”必须按下列软功能键:SK“Save boot file/NCKReset”、SK“Save boot file”、SK“Saveall”。
3.主轴运行
对于SINUMERIK810D/840D,主轴是一个连续运转的回转轴。在定义主轴时机床数据“MD30300、30310、30320=1”必须设置。在定义回转轴之后,必须进行一次NCK复位。
主轴通过轴专用机床数据MD35000可以定义主轴编号,主轴编号用于零件程序。
例如:M3S1000主轴1以1000r/min右转,M2=3S2=1000主轴2以1000r/min右转。
(1)主轴运行模式
1)主轴控制运行:主轴用于带动工件或刀具旋转以便完成切削过程。当给定主轴的旋转方向(M03、M04)和转速(S...)时,主轴就在控制模式下旋转,即实际速度不是恒定而是在给定速度附近变化。
若需要恒定的转速,就必须由SPCON指令来激活位置控制。该功能用SPCOF取消。注意定位运行当使用SPCON时,最高转速被自动限制到90%。
2)主轴定位运行:为了主轴定位,例如用于换刀,可使用指令SPOS、SPOSA和M19。用于M19的定位数据输入到轴专用的设定数据SD43240M19_SPOS MODE[n](定位)和SD43250M19_SPODMODE[n](定位接近方式)。M19在软件版本5.3以后才能使用。
例如:SPOS=90——主轴1定位到90°;SPOSA[2]=30——主轴2定位到30°;M19——主轴1定位到SD43240
3)主轴摆动运行:在摆动时,主轴电动机不断地改变旋转方向(顺时针/逆时针)。这种摆动有利于实现齿轮级的变换。摆动功能可以通过机床数据、PLC程序或FC18来实现。
4)轴定位模式运行:对于某些特定的任务(例如在车床上做端面加工),可以把主轴变为轴定位模式,在零件程序中以定位轴的地址编程(如C)。轴定位模式运行被激活且该回转轴回到参考点,则所有轴已有的功能都可以利用。
(2)主轴齿轮级与主轴监控 一个主轴可以设置5个变速档位,主轴各变速档位的传动比、转速范围的合理设置是主轴正常运行的前提,尤其是对有自动变档的机床应设定好以下参数组机床数据:
MD35010(GEAR_STEP_CHANGE_ENABLE)=1使能齿轮变速换档有效。
下标[n]当中,[0]针对轴定位模式运行,[1]~[5]针对齿轮级1~5。
1)MD 35110(GEAR_STEP_MAX_VELO[n]):用于变速档位的本齿轮级最高速度。
2)MD 35120(GEAR_STEP_MIN_VELO[n]):用于变速档位的本齿轮级最低速度。
3)MD 35130(GEAR_STEP_MAX_VELO[n]_LIMIT):本档位最高速度极限。
4)MD 35140(GEAR_STEP_MIN_VELO_LIMIT[n]):本档位最低速度极限。
5)MD 35200(GEAR_STEP_SPEEDCTRL_ACCEL[n]):速度控制运行的加速度。
6)MD 35210(GEAR_STEP_POSCTRL_ACCEL[n]):位置控制运行的加速度。
7)MD 31050(DRIVE_AX_RATIO_DENOM[n]):传动比分母。
8)MD 31060(DRIVE_AX_RATIO_NUMERA[n]):传动比分子。
9)MD 32200(POSCTRL_GAIN[n]):Kv因子。
10)MD 36200(AX_VELO_LIMIT[n]):实际速度监控的门限值。
11)MD 35100(SPIND_VELO_LIMIT):主轴最高速度限制。
12)MD 36200AX_VELO_LIMIT[1...5]:取决于齿轮箱级的主轴速度可以被监控。
在主轴变档PLC程序编制过程中常用的几个接口信号如下:
1)DB31~DB61.DBX16.0~16.2:实际档位。
2)DB31~DB61.DBX82.0~82.2:档位设定。
3)DB31~DB61.DBX16.3:变档已完成。(https://www.xing528.com)
4)DB31~DB61.DBX18.4:由PLC实现振荡。
5)DB31~DB61.DBX18.5:振荡速度。
6)DB31~DB61.DBX18.6:设定顺时针方向旋转。
7)DB31~DB61.DBX18.7:设定逆时针方向旋转。
8)DB31~DB61.DBX82.3:变档请求。
启动变档可用以下三种方法实现:
1)手动启动变档:在JOG方式下,利用控制操作面板上的按钮键启动变档。
2)半自动启动变档:在MDA/AUTO方式下,通过零件程序M41~M45启动变档。
3)自动启动变档:在MDA/AUTO方式下,通过零件程序M40 S指令启动变档。
通过主轴监控和当前有效的G功能(G94、G95、G96、G33等)确定允许的主轴转速范围。
1)主轴最高速。MD35110设定本齿轮级的最高速度。MD36200齿轮级的主轴速度可以被监控。若速度超出,则产生报警“25030[Axis Number]actual speed alarmlimit”。
2)编程的主轴速度限制。通过功能“G25S...”和“G26S...”可以在零件程序中设定主轴转速最小值和最大值,此限制在所有工作方式下都有效。
3)主轴设定数据。在“参数”操作区域用SK“Setting data”或SK“Spindle data”,用户或操作人员可以决定设置进一步的主轴速度限制。
注意:当输入的主轴转速为0时,主轴在所有工作方式下都会停止而且没有错误信息显示。
4)MD 36060(STANDSTILL_VELO_TOL):轴/主轴静止在速度低于设定的速度时,则接口信号“轴/主轴静止”会有指示。
5)MD 35150(SPIND_DES_VELO_TOL):主轴转速误差大于设置的允差范围,则接口信号“Spindle in setpoint range”有输出。
(3)主轴测量系统调整 主轴电动机配置有增量式编码器,带有标记零脉冲,或者设置一个BERO(感应接近开关)如果主轴要运行在位置环控制(定位模式、轴模式)需要进行测量系统的调整,修改参考点偏置MD34090(REFP_MOVE_DIST_CORR)。
如果主轴处于位控模式,则监控功能有效。轮廓误差MD36400、静止误差MD36030和准确到位MD36000、MD36010有效。
1)同步。同步控制器启动之后,主轴可按如下方法进行同步控制:
①利用主轴转速(S值)和转动方向(M03或M04)启动主轴转动,主轴利用测量系统的下一个零脉冲信号自行同步。
②利用SPOS、M19或SPOSA使主轴从静止或从运动中进行定位。主轴利用测量系统的下一个零脉冲或下一个BERO(感应接近开关)信号自行同步。随后定位到编程的位置。
③在JOG工作方式下,利用方向键使主轴在速度控制方式下转过一次零脉冲位置。
2)零脉冲调整。在做主轴同步时,零脉冲的位置被定义为实际位置=0。若此位置与实际要求的零位不对应,则要通过机床数据来纠正。有两种纠正说法:
方法1:预调整,设MD34060=360到参考点脉冲的最大距离(REFP_MAX_MARKER_DIST[n]);测量系统的补偿值输入到MD34090,参考点偏置(REFP_MOVE_DIST_CORR)当中。注意:此值必须在NCK复位后才生效。
方法2:SPOS=0,G1G91C1。
此后,主轴便处于轴运行模式,并且可以通过接近参考点的方法进行零点调整。
4.测量系统参考点调整
通道特定的回参考点由接口信号“激活返回参考点”(DB21,…,DBX1.0)启动。控制器通过接口信号“回参考点有效”(DB21,…,DBX33.0)确认成功地启动。利用此功能本通道内的所有机床轴都可以回参考点。
特定轴的回参考点由各机床轴的接口信号“移动键正向/负向”(DB31,…,DBX4.7/4.6)来启动。若机床要求几个轴按一定顺序返回参考点,可由操作者决定各轴启动顺序,或由PLC程序决定各轴启动顺序。
MD 34110 REFP_CYCLE_NR:可确定机床回参考点的顺序。当所有输入到REFP_CYCLE_NR的轴到达参考点时,接口信号“所有要求的轴到达参考点”(DB21,…,DB30,DBX36.2)被置位。轴特定的返回参考点与通道特定的返回参考点互不排斥。
(1)增量式测量系统返回参考点 增量式测量系统返回参考点,通常需要一个减速挡块,设定好相应的机床参数后,执行返回参考点操作时,首先要寻找参考点减速挡块,当压到挡块后,搜索测量元件的零脉冲信号,并且与零脉冲同步,最后由系统按照设定参数自动完成返回参考点动作。
1)阶段1的开始。阶段1从按方向键+或-开始。MD11300JOG_INC_MODE_LEVEL_TRIGGRD决定在回参考点的阶段1~3方向键是否要保持按住不放。若机床轴位于参考点挡块之前,它便会加速至MD 34020 REFP_VELO_SEARCH_CAM(参考点接近速度)指定的速度。移动方向由MD34010REFP_CAM_DIR_IS_MINUS(向负方向返回参考点)决定。通过接口信号“回参考点减速”(DB31...61,DBX12.70),控制器识别出参考点挡块到达,从而制动停止。
2)阶段2的开始。利用挡块信号的下降沿同步MD34050=0。
机床加速至MD 34040REFP_VELO_SEARCH_MARKER中的速度,方向与阶段1相反。当轴离开挡块,控制器利用第1个零脉实现同步。
利用挡块的上升沿同步MD34050=1。
机床轴加速至MD34040REFP_VELO_SEARCH_MARKER中的速度,方向与阶段1相反。当轴离开挡块,机床轴制动停止随后反向超越参考点挡块,控制器利用第1个零脉冲实现同步。
3)阶段3的开始。阶段3是自动开始的。
机床轴加速至MD34070REFP_VELO_POS中的速度,移动MD34080REFP_MOVE_DIST与MD34090REFP_MOVE_DIST_CORR之和距离。
①接近参考点。
②移动到机械参考点(测量值)。
③MD34090(新)=MD34090(旧)+实际值-希望值。
(2)绝对值编码器的调整
①设MD34200ENC_REFP_MODE为0并由“NCK复位”激活。(ENC_REFP_MODE=0表明轴的实际值被设定一次)。
②在JOG方式下手动将轴移动到已知位置。
③在MD 34100REFP_SET_POS中输入所到位置的实际值。这个值可以是预定结构的数值(如固定停止点)或可由测量装置测得。
④为了激活“调整”功能,把MD34210ENC_REFP_STATE设为1。
⑤对编码器进行“复位”,以激活修改的MD。
⑥转换到JOG-REF方式。
⑦通过按正方向键(MD34010=0)或按负方向键(MD34010=1)使当前的偏置值输入MD34090REFP_MOVE_DIST_CORR中,同时MD34210ENC_REFP_STATE变为“2”(轴已调整)。
⑧退出JOG-REF,本轴的调整完成。
(3)带距离码测量系统的调整 参考点挡块回参考点:参考点安装在移动极限区的尽端之前,它只用于需要通道特定的回参考点和利用零件程序返回参考点(G74)。回参考点按时间顺序可分为以下两个阶段:
阶段1:移动通过两个参考点标记从而实现同步。
阶段2:移动一个固定的目标点。
MD34330STOP_AT_ABS_MARKER(长度测量系统不带目标点)。
MD34100REFP_SET_POS(目标位置绝对偏置)。
MD34090REFP_MOVE_DIST_CORR(参考点绝对偏置值的确定)。
MD34320ENC_INVERS(长度测量系统—机床系统反方向)。
测量系统的调整方法1:机床零点与长度测量系统第1个参考点标记位置之间的绝对偏置可以直接输入MD34090中(通常这较难测量)。
测量系统的调整方法2:计算绝对偏置值。前提是与机床零点相关的机床实际位置可以被准确测量。
长度测量系统与机床系统同方向:
MD 34090=机床实际位置+长度测量系统实际位置
长度测量系统与机床系统反方向:
MD 34090=机床实际位置-长度测量系统实际位置
当移动过两个相邻的参考点标记后,长度测量系统实际位置值可在“实际值”中读到。
MD34090改变之后,要重新回参考点。
5.数控系统补偿功能
(1)螺距误差补偿 840D螺距误差补偿功能采用绝对型补偿方法,与之有关的机床参数主要有以下3个:
MD10240:系统计量标准,1为米制,0为寸制。
MD38000:补偿表的最大补偿点数,每个补偿表最大为5000插补补偿点数。
MD32700:激活补偿表。设置为1时,才允许写入补偿值。
其补偿数据不是用机床数据描述,而是以参数变量描述。每个轴有1个独立的螺距误差补偿文件(NC_EEC.INI文件)来表达,存放在NC_Active_Data目录下。
参数变量描述如下:
$AA_ENC_COMP_STEP[e,AXi]:基准轴两插补点之间的距离。
$AA_ENC_COMP_MIN[e,AXi]:基准轴补偿起始位置(对应轴的实际坐标值)。
$AA_ENC_COMP_MAX[e,AXi]:基准轴补偿终止位置(对应轴的实际坐标值)。
$AA_ENC_COMP[e,k,AXi]:螺距误差补偿点k+1的补偿值,即基准轴的每个插补点对应于补偿轴的补偿值变量参数。
$AA_ENC_COMP_IS_MODULE[e,AXi]:螺距误差补偿是否为模态形式。
操作步骤如下:
1)设置轴数据MD38000[1,AX1]=n(n=1+(b-a)/c);a为起始位置,b为终点位置,c为间隔距离。修改此参数,会引起NCK内存重新分配,导致丢失数据。因此,应先备份好数据(包括零件程序、R参数、刀具参数,尤其是驱动数据)。
2)对系统做一次NCK复位后会出现轴参数丢失报警,此时应将步骤1)下的NC备份文件恢复到NC中。
3)用PCIN将补偿数据作为文件,传至计算机中,并利用计算机编辑该文件,输入补偿值;或者利用PCU50的文件管理功能,将NC数据(NC_Active_Data)中的轴补偿数据文件“EEC_DATA”复制到加工程序区,文件格式改为零件程序,对该程序的补偿值进行编辑,在自动方式下运行零件程序可将补偿值写入系统。
4)设MD32700=0,将修改过的补偿文件用PCIN送入系统或作为零件程序执行一次。
5)设MD32700=1,NCKReset,轴返回参考点后,新补偿值才能生效。
6)可以在“Diagnostics”→“Service Display”→“Service Axis”界面中看到补偿生效导致轴位置设定值的改变。
(2)反向间隙补偿 主要是指数控系统针对轴传动链的平均反向间隙进行的1个固定值的补偿,将平均反向间隙值输入到MD32450中,然后使轴重新返回参考点即可使补偿值生效,反向间隙补偿对半闭环的轴有效。
(3)垂度补偿 840D下垂补偿功能的原理如下:
1)下垂误差产生的原因。由于镗铣头的重量或镗杆自身的重量,造成相关轴的位置相对于移动部件产生倾斜。也就是说,一个轴(基准轴)由于自身的重量造成下垂,相对于另一个轴(补偿轴)的绝对位置产生了变化。
2)840D下垂补偿功能参数的分析。西门子840D数控系统的下垂补偿功能,是以一个轴(基准轴)的位置值为参照来修改另一个轴(补偿轴)的绝对位置设定值,其补偿数据不是用机床数据描述,而是以参数变量通过零件程序形式或通用启动文件(_INI文件)形式来表达。描述如下:
①$AN_CEC[t,N]:插补点N的补偿值,即基准轴的每个插补点对应于补偿轴的补偿值变量参数。
②$AN_CEC_INPUT_AXIS[t]:定义基准轴的名称。
③$AN_CEC_OUTPUT_AXIS[t]:定义对应补偿值的轴名称。
④$AN_CEC_STEP[t]:基准轴两插补点之间的距离。
⑤$AN_CEC_MIN[t]:基准轴补偿起始位置。
⑥$AN_CEC_MAX[t]:基准轴补偿终止位置。
⑦$AN_CEC_DIRECTION[t]:定义基准轴补偿方向。其中:
$AN_CEC_DIRECTION[t]=0:补偿值在基准轴的两个方向有效。
$AN_CEC_DIRECTION[t]=1:补偿值只在基准轴的正方向有效,在负方向无补偿值。
$AN_CEC_DIRECTION[t]=-1:补偿值只在基准轴的负方向有效,在正方向无补偿值。
⑧$AN_CEC_IS_MODULO[t]:基准轴的补偿的模态功能(0为直线轴,1为旋转轴)。
⑨$AN_CEC_MULT_BY_TABLE[t]:基准轴的补偿表的相乘表。这个功能允许任一补偿表可与另一补偿表或该表自身相乘。
3)下垂补偿功能用于螺距误差或测量系统误差补偿时的定义方法为:根据840D资料的描述,机床的一个轴在同一补偿表中,既可以定义为基准轴,又可以定义为补偿轴。当基准轴和补偿轴同为一个轴时,可以利用下垂补偿功能对该轴进行螺距误差或测量系统误差补偿。从补偿变量参数$AN_CEC_DIRECTION[t]的描述中可以看出,由于下垂补偿功能补偿值具有方向性,所以,下垂补偿功能在用于螺距误差或测量系统误差时,可以理解为在坐标轴两个方向上可以分别给予补偿。一个补偿表应用于补偿轴的运行正方向,另一个补偿表应用于补偿同一轴的运行负方向。
4)840D下垂误差补偿功能几个关键机床数据的说明:
①NC机床数据
MD19300:激活功能选项。
MD18342:补偿表的最大补偿点数,每个补偿表最大为2000插补补偿点数。修改此参数会引起NCK内存重新分配,同时出现4400号报警。
MD32710:激活补偿表。设置SD41300=1,激活补偿表,然后做一次NCK复位。
MD32720:下垂补偿表在某点的补偿值总和的极限值,840DE(出口型)为1mm;840D(非出口型)为10mm。
②设定机床数据
SD41300:下垂补偿赋值表有效。
SD41310:下垂补偿赋值表的加权因子。
由于这两个数据可以通过零件程序或PLC程序修改,所以一个轴由于各种因素造成的不同条件下的不同补偿值可通过修改这两个数据来调整补偿值。
5)下垂误差补偿的应用:下垂误差补偿功能应用于双向螺距误差补偿,其装载步骤与840D螺距误差补偿方法一样。
例一:正向补偿文件如下:
%_N_NC_CEC_INI
CHANDATA(1)
$AN_CEC[0,0]=0.000
$AN_CEC[0,1]=0.000
……
$AN_CEC[0,57]=0.000
$AN_CEC[0,58]=0.000(以上定义补偿插补点的补偿值)
$AN_CEC_INPUT_AXIS[0]=(AX1)(定义基准轴)
$AN_CEC_OUTPUT_AXIS[0]=(AX1)(定义补偿轴)
$AN_CEC_STEP[0]=50(定义补偿步距)
$AN_CEC_MIN[0]=-1450(定义补偿起点)
$AN_CEC_MAX[0]=1450(定义补偿终点)
$AN_CEC_DIRECTION[0]=1(定义补偿方向,正向补偿生效,负向无补偿)
$AN_CEC_MULT_BY_TABLE[0]=0(定义补偿相乘表)
$AN_CEC_IS_MODULO[0]=0(定义补偿表模功能)
例二:负向补偿文件如下:
%_N_NC_CEC_INI
CHANDATA(1)
$AN_CEC[1,0]=0.000
$AN_CEC[1,1]=0.000
……
$AN_CEC[1,57]=0.000
$AN_CEC[1,58]=0.000(以上定义补偿插补点的补偿值)
$AN_CEC_INPUT_AXIS[1]=(AX1)(定义基准轴)
$AN_CEC_OUTPUT_AXIS[1]=(AX1)(定义补偿轴)
$AN_CEC_STEP[1]=50(定义补偿步距)
$AN_CEC_MIN[1]=-1450(定义补偿起点)
$AN_CEC_MAX[1]=1450(定义补偿终点)
$AN_CEC_DIRECTION[1]=-1(定义补偿方向,负向补偿生效,正向无补偿)
$AN_CEC_MULT_BY_TABLE[1]=0(定义补偿相乘表)
$AN_CEC_IS_MODULO[1]=0(定义补偿模态功能)
840D/810D下垂误差补偿功能还可应用于横梁的下垂补偿、台面的斜度补偿等方面。
(4)过象限误差补偿
1)过象限误差补偿(又称摩擦补偿)的作用。通过使用摩擦补偿,消除加工圆时过象限的尖点,提高机床加工精度。通过圆度测试功能完成摩擦补偿,摩擦主要作用于传动装置和导轨。机床进给轴应该特别注意静态摩擦,因为在进给轴起动时,需要的力比正常运转时要大得多,这样在进给轴起动的时候就会产生更大的跟随误差。一样的现象也发生在静态摩擦力方向改变的地方。例如:一个轴从负的速度加速到正的速度时,当速度为0的时候,因为要改变静态摩擦力状态,进给轴将会有一个很短时间的停滞从而产生轮廓误差。这个现象在加工圆形轮廓工件过象限时特别突出,在转换象限的地方,一个轴已经到达了它的最大速度而另一个轴的速度却为0,加上了这个摩擦补偿以后就能几乎消除了“象限误差”的影响。
2)过象限误差补偿的方法。通过加入一个额外的脉冲信号来补偿由静态摩擦引起的轮廓补偿。
SINUMERIK提供两种摩擦补偿模式:常规摩擦补偿和神经网络象限补偿。
需要设置以下参数:
MD32490:FRICT_COMP_MODE=1传统的摩擦补偿。
MD32490:FRICT_COMP_MODE=2神经网络象限补偿。
MD32500:FRICT_COMP_ENABLE设为1,激活过象限误差补偿。
MD32520:FRICT_COMP_CONST_MAX[n]设置补偿值。
MD32540:FRICT_COMP_CONST_TIME[n]设置补偿时间常数。
3)过象限误差补偿的步骤:
步骤一:在没有摩擦补偿的情况下进行圆度测试(以常规摩擦补偿为例)。
首先将MD32500:FRICT_COMP_ENABLE设置为0(取消摩擦补偿),然后进行圆度测试。在MAD工作方式下,编写一个可连续执行的圆弧程序,例如:
FFWOF
ANF:G91 G64 G2 X0 Y0 I20 J0 F2000(半径20mm,进给速度2000mm/min)
GOTOB ANF
选择操作区域“Start-up”下的SK“Drives/servo”及SK“Measurement”。
平均半径显示为“mean radius”,表示用于调整速度控制器的优化。
测试完毕后,用SK“Display”查看测试结果。
显示编程半径,用于调整位置控制器和预控制的优化。
圆度测试显示界面如图4-4所示。
步骤二:在设置摩擦补偿功能的情况下进行圆度测试。
MD32490=1(摩擦力补偿类型)
MD32500=1(激活摩擦力补偿功能)
MD32510=1(激活幅度适应摩擦力补偿功能)
升速时按照MD32550幅度适应加速度;最大匀速时按照MD32520最大摩擦力补偿值;降速时按照MD32570幅度适应加速度;最小匀速时按照MD32530最小摩擦力补偿值。
MD32510=0[激活幅度适应摩擦力补偿功能(固定值)]
整个加速度范围内始终以MD32520的值作为摩擦力补偿值。
MD32540(摩擦力补偿时间常数)
通过MD32520和MD32540(摩擦力补偿值和时间常数)参数修整,结合步骤一的圆度测试,最终使圆度测试结果达到要求。
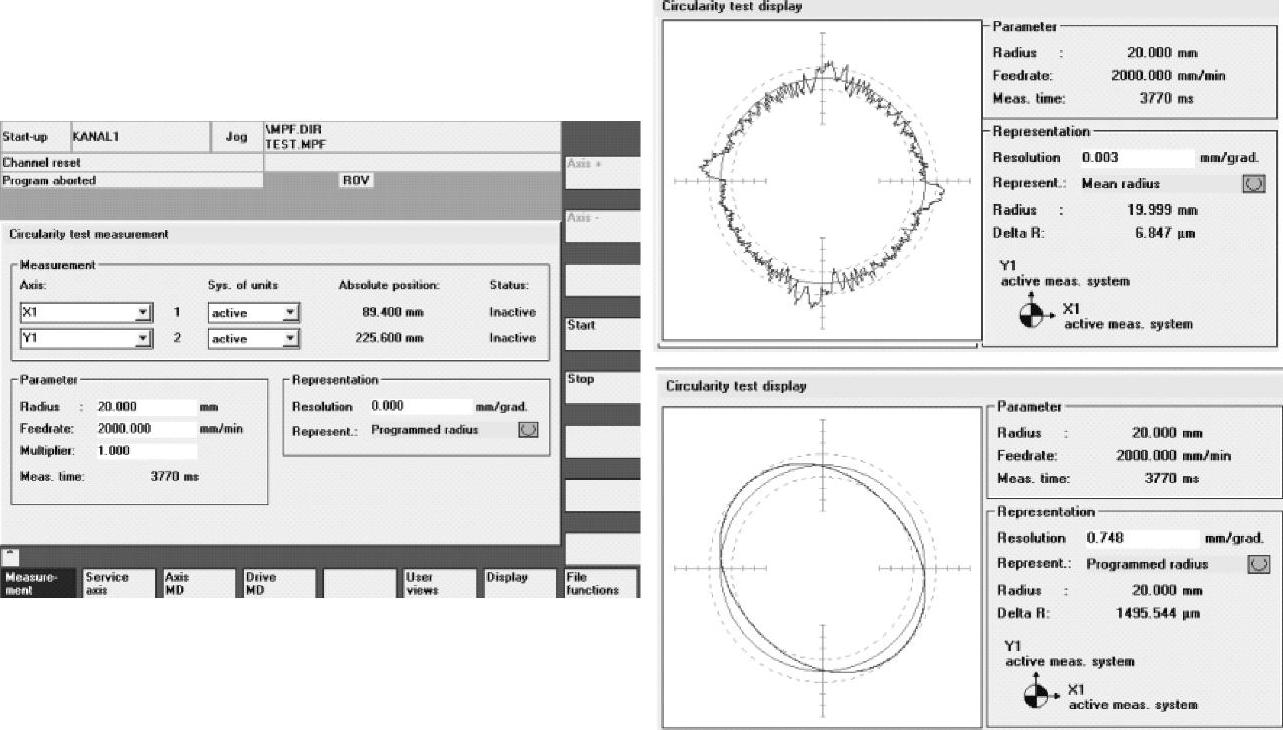
图4-4 圆度测试界面
圆度测试功能用于对速度和位置控制器的优化调整,评价进给轴联动插补的动态性能,以及用于圆弧过象限时轮廓精度的误差分析,利用摩擦补偿功能后测试出圆弧所能够达到的轮廓精度。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。