



(1)闪光过程控制参量 闪光对焊焊接过程由多个焊接参数控制,主要焊接参数包括:次级空载电压、调伸长度、夹紧力、闪光留量、闪光速度、闪光电流、顶锻力、顶锻留量、顶锻速度、带电顶锻电流、带电顶锻时间、顶锻保持时间。预热闪光对焊的焊接参数还包括预热加热时间、停顿时间、预热脉冲次数。
闪光对焊过程中的焊接参数变化曲线如图2-3所示。
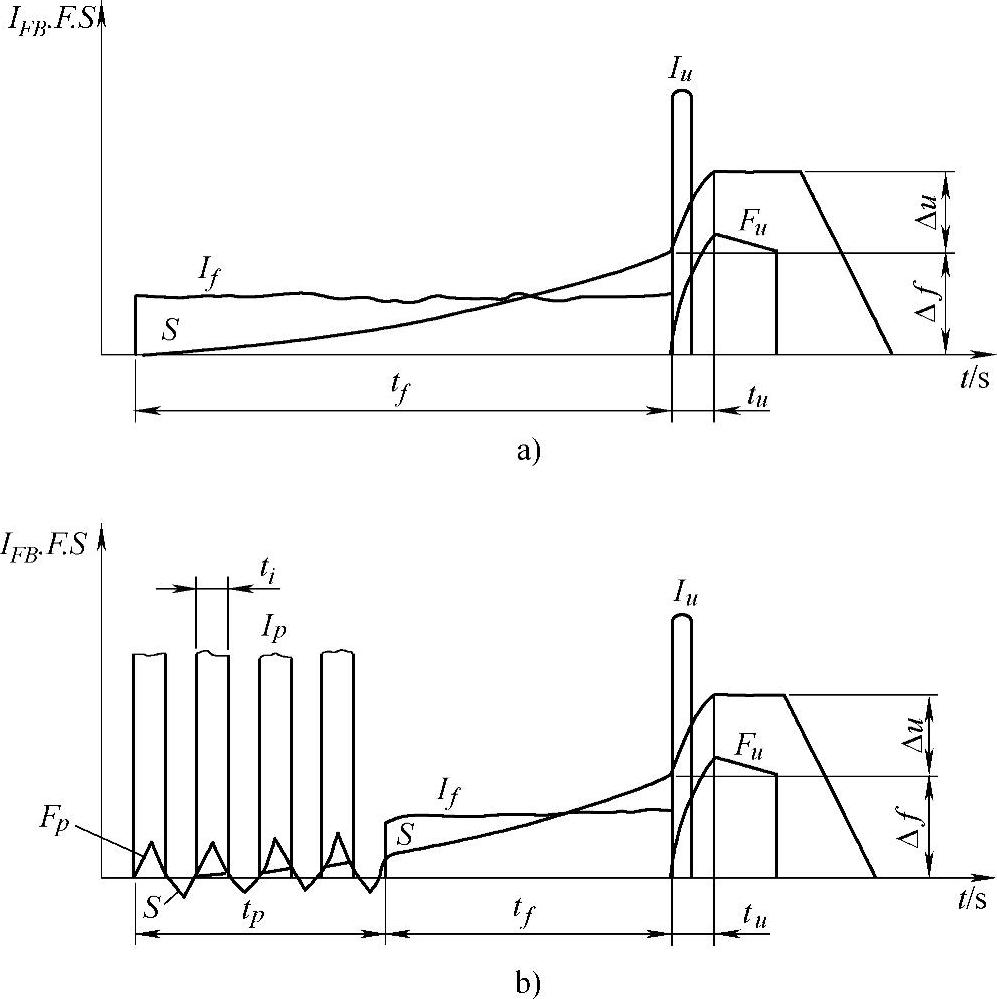
图2-3闪光对焊过程中的焊接参数变化曲线
a)连续闪光对焊b)预热闪光对焊
IFB—通过焊件的电流F—作用在焊件上的力S—动夹钳的位移If—闪光电流Iu—顶锻电流
Fu—顶锻力tf—闪光阶段的时间tu—顶锻阶段的时间Δf—闪光阶段焊件的送进距离
Δu—顶锻阶段焊件的送进距离ti—预热脉冲电流的通电时间Ip—预热脉冲电流值
Fp—预热阶段作用在焊件上的力tp—预热阶段的时间
闪光对焊的闪光过程要使焊件在接口附近具有最佳的温度分布,并获得尽可能平整、无氧化或氧化程度轻、表面覆盖着熔化金属层的焊接端面。为此,必须设置合适的通电和送进程序,而闪光过程中,电压、电流、送进速度和位移是变化的。
需要选取合适的二次空载电压U20。U20太低时,不能激发闪光,或易过渡到短路状态;U20太高时,可能在顶锻前、闪光末期闪光最激烈时断路,导致焊接质量下降。一般在保证闪光稳定的前提下,选择尽可能低的二次空载电压U20值。稳定闪光的条件是焊机输出的最大功率达到稳定闪光时焊件触点上析出功率的3~5倍,符合此条件的情况下,当焊接回路向短路状态过渡时,在触点上可输出足够大的功率,使触点破坏,消除短路的危险。二次空载电压的选择与焊件材质有关,而与焊件尺寸无关。
采用程控降压闪光对焊工艺时,电压按程序变化。在闪光过程初期激发闪光阶段,需选择足够高的电压,否则不能激发闪光。在闪光中期稳定闪光阶段,即在焊件中蓄热的阶段,降低电压可延长触点的存在时间,从而增加加热的深度和焊接端面温度。在闪光末期即加速闪光阶段,需要较高的输出功率,电压重新回到高位。
闪光电流I由焊件的横截面面积和闪光所需要的电流密度j确定。j的大小主要取决于金属的热物理性能、闪光速度、焊接端面的加热状态、焊件横截面尺寸和形状。闪光过程中j的变化范围很宽。闪光初期,焊接端面是冷的,需要很大的电流密度来激发闪光;在稳定闪光阶段,焊接端面已被加热而闪光速度较低,j值较低;到了闪光末期,为了提高闪光速度,又要求加大j值。
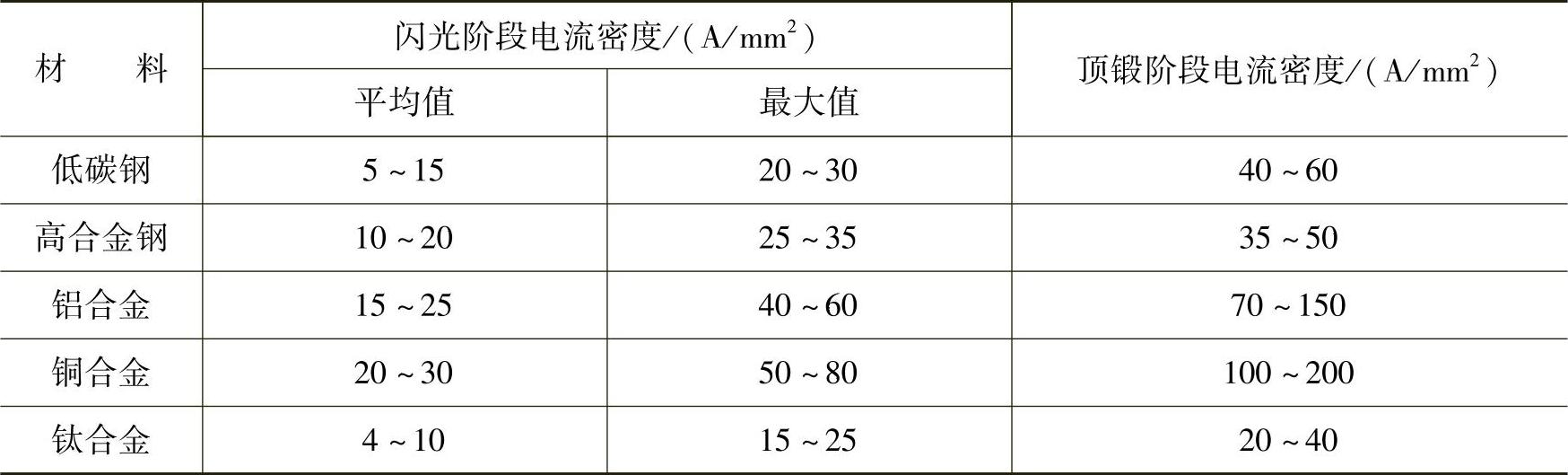
小截面(截面面积为200~1000mm2)焊件焊接时闪光阶段和顶锻阶段电流密度的取值范围见表2-1。焊接大截面钢件时,平均电流密度一般不超过5A/mm2。
表2-1 小截面焊件焊接时闪光阶段和顶锻阶段电流密度的取值范围
闪光速度vf的选择应保证沿焊件长度方向获得合适的温度分布,在顶锻前,闪光强烈。此外,还需考虑在给定的焊机功率下,闪光稳定激发并维持。
焊接碳钢时,以0.2~0.3mm/s的速度闪光,可传给焊件最大量的热,加热深度最大;焊接铝合金时,适宜的闪光速度是3~5mm/s,即焊接导热性好的金属时,闪光速度要提高,否则,由于零件传走的热流太大,因而焊接端面附近区域难以加热。在以加热为主要目的的闪光阶段结束后,需急剧提高闪光速度,在顶锻前,获得尽可能平整、无氧化或少氧化、覆盖着均匀较厚熔化金属层的焊接端面。钢件闪光对焊时,顶锻前闪光速度一般为1.2mm/s以上,而铝合金焊接时该值可达30mm/s。
设定速度vf闪光足够距离后,在焊件内建立合适的温度场,之后将闪光速度提高到要求值。焊件截面面积较大时,为了加热均匀,需要更大的闪光留量。因此,应设定足够的闪光留量Δf,但是,还必须考虑到在很多情况下,闪光过程不能达到准稳态,闪光距离过大会导致加热过度。闪光留量Δf视截面大小、形状、材质等情况而定,取值在十几毫米到几十毫米之间。预热闪光对焊时,闪光留量可大大缩短。
(2)顶锻过程控制参量 顶锻过程的控制参量主要包括顶锻速度vu、顶锻留量Su、顶锻力fu、带电顶锻电流Iu、带电顶锻时间tu、顶锻保持时间tf。
为了获得优质的闪光对焊接头,必须采用足够大的顶锻速度。高速顶锻,在尽可能短的时间内封闭接口,可避免焊接端面氧化,并且将焊接端面上熔化金属层在凝固前迅速挤出接口。较多的液态金属和高温下该液态金属的良好流动性,有利于氧化物随着液态金属的流动被彻底挤出。因此,最小顶锻速度取决于焊接材料的导热性和氧化倾向等性质。导热性好的金属、氧化倾向更大的金属焊接时需要较大的顶锻速度。一般而言,对于低碳钢,最小顶锻速度为60mm/s;对于高碳钢,最小顶锻速度为50mm/s;对于铸铁,最小顶锻速度为20mm/s;对于合金钢,最小顶锻速度为80mm/s;对于铝合金,最小顶锻速度为200mm/s。具体情况还与焊件截面形状、焊接端面附近材料温度梯度等影响熔化金属层凝固快慢的因素有关。图2-4表示焊接合金钢时,顶锻速度与冲击韧度的关系,图2-5表示焊接铝合金时,顶锻压强和弯曲角及顶锻速度的关系。
顶锻过程中,先封闭接口,挤出液态金属和氧化物,再挤出部分过热金属并完成一定量的塑性变形量。因此,应根据是否达到此目的确定顶锻留量Su值。Su的取值一般为几毫米到十几毫米。
 (https://www.xing528.com)
(https://www.xing528.com)
图2-4 顶锻速度对不同类型钢管接头冲击韧度的影响
1—直径32mm的15CrMo钢管(碳钢)
2—直径32mm的O22Cr17Ni14Mo2钢管(不锈钢)
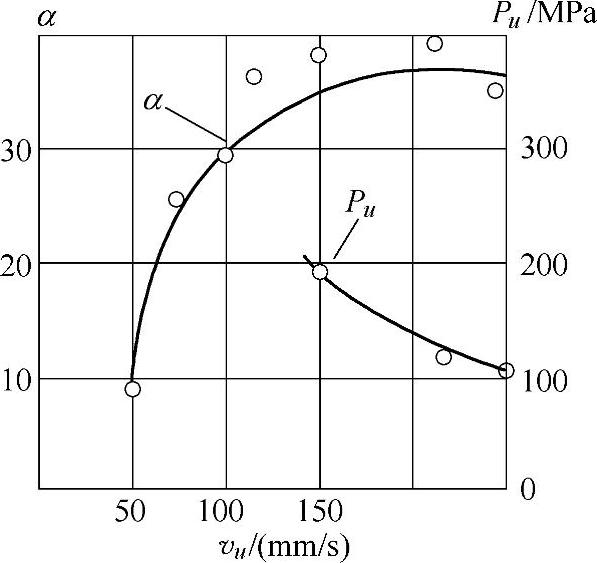
图2-56 mm厚铝合金板闪光对焊时顶锻压强和接头弯曲角与顶锻速度的关系
在顶锻过程的前期阶段(带电顶锻阶段)保持通电,目的是在接口封闭前防止焊接端面氧化,在接口封闭后继续加热防止因接口区域材料降温导致液态金属过早凝固和顶锻时塑性变形困难。为了保证接头内过热区被挤出,需要足够的带电顶锻时间,但带电顶锻时间过长又导致接头内很宽区域温度过高,反而不利于挤出过热区。带电顶锻时间过长还可能会使材料过烧。带电顶锻时间一般为零点几秒。
在带电顶锻阶段结束后,顶锻过程进入顶锻保持阶段。该阶段高温状态下的金属在顶锻力的作用下,缓慢变形。顶锻保持阶段的时间一般为几秒。
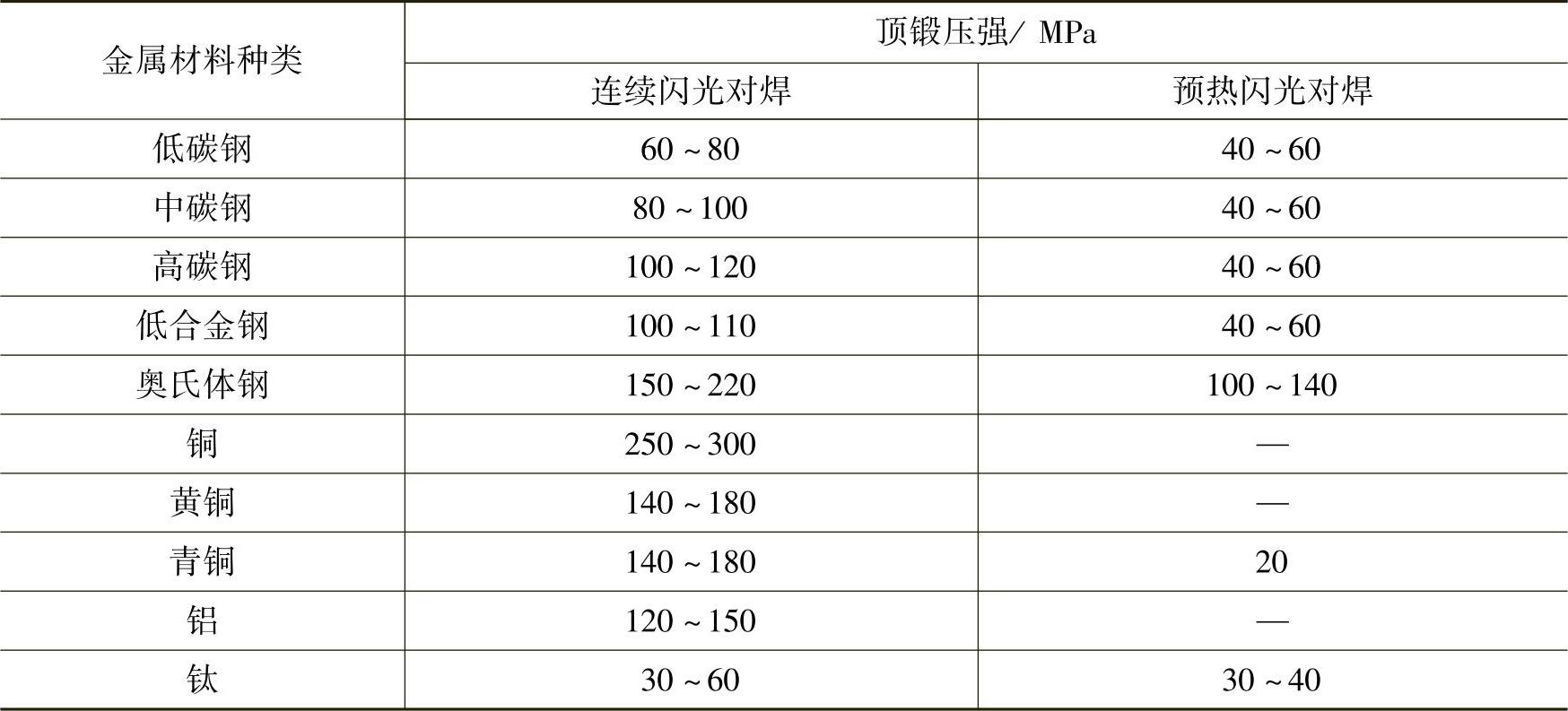
顶锻力取决于顶锻速度、顶锻留量、被焊金属的性质、焊件形状、变形模式和焊件的加热程度等。在顶锻过程中,金属在高温下变形,因再结晶而软化。但若顶锻速度过大,再结晶过程来不及完成,加工硬化仍会发生,此时需要更大的顶锻力。然而,焊接铝合金时,采用较高的顶锻速度,顶锻力可降低,因为铝合金导热快,采用较高的顶锻速度可以使变形在更高的温度下完成。至于顶锻留量、被焊金属的性质、焊件形状、变形模式和焊件的加热程度等对顶锻力的影响是显而易见的。具体应采用多大的顶锻力应根据是否能在正常加热条件下,完成设定的顶锻留量而定。若顶锻力值不够大,则不能完成设定的顶锻留量。而如果能完成设定的顶锻留量,则不会因为顶锻力值过大导致焊接失败。制订工艺或设计新的设备时,不同金属材料闪光对焊时顶锻压强的取值范围见表2-2。
表2-2 不同金属材料闪光对焊时顶锻压强的取值范围
(3)其他参数 调伸长度L0是指焊件伸出钳口的长度。
2L0=Sf十Su十S0式中 Sf———闪光留量;
Su———顶锻留量;
S0———两夹钳之间的最小间隙。
随着调伸长度的增加,焊接回路阻抗增大,这便减小了闪光稳定性余量。此外,调伸长度长,零件的刚度降低,在顶锻时焊件容易弯曲。但调伸长度太短时,许多热量从钳口传走,因而强烈加热区缩短,使塑性变形困难从而要求大大提高顶锻压强。当焊接圆杆和厚壁管时,L0=(0.721.0)d,式中d为圆杆或管子直径。当焊接扁钢时,调伸长度随其厚度δ的增大而增加,但不得超过5δ。
夹紧力应从顶锻时零件在钳口上不得滑动这一要求出发,一般要求零件的夹紧力Fc≥kFu(Fu为顶锻力,k为系数),其中系数k值为1.5~4,如焊接低碳钢圆形截面的零件时,取1.5;焊接宽的奥氏体钢冷轧钢板时,取4。
必须指出,闪光对焊是由多个参数控制的工艺过程,而且各参数之间相互影响。此外,不同型号闪光对焊机的性能差别对焊接参数的最佳取值也有很大影响。因此,孤立详细地讨论某种材质、某种形状和规格焊件的最佳闪光对焊焊接参数意义不大。选取焊接参数的一般原则是面对具体的任务时,应通过试验反复调整,才能确定最佳的焊接参数。试验时,焊接参数的调整应根据试验结果,结合焊接参数对焊接质量的影响规律进行。从接头外观判断热量和顶锻力合适与否的方法如图2-6所示。
制订常见材料闪光对焊工艺的范围较宽泛,即可在很宽的范围内调整焊接参数,都有可能得到性能良好的接头,而且闪光对焊是自动焊工艺,试验结果的重复性好。
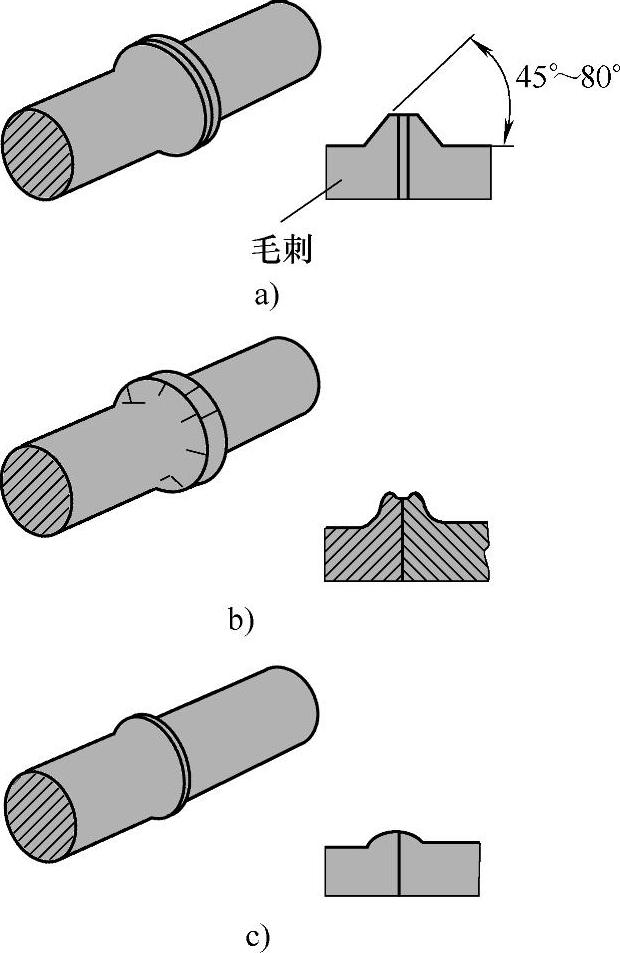
图2-6 从接头外观判断热量和顶锻力合适与否的方法
a)飞边金属斜度为45°~80°,热量和顶锻力合适 b)飞边斜度过大且有裂纹,
热量不足,顶锻力过大 c)飞边斜度过小,热量和顶锻力不足
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。