



1.PLC的定义
PLC技术一经出现,就立即引起了全世界的广泛关注,1969年首先将其进行商品化并推向市场的是美国GOULD公司;1971年,在引进美国技术后,日本研制出了自己的第一台PLC;1973年,西门子公司也研制出了欧洲第一台PLC;1974年,法国也研制出了PLC。
到了20世纪70年代中期,PLC开始采用微处理器。PLC的功能也由最初的逻辑运算拓展到具有数据处理功能,并得到了更为广泛的应用。由于当时的PLC功能已经不再局限于逻辑处理的范畴,为此,PLC也随之被称为可编程序控制器(Programmable Controller,PC)。
1980年,美国电气制造商协会(National E1ectronic Manufacture Association,NEMA)对可编程序控制器进行了如下定义:“可编程序控制器是一种带有指令存储器,数字或模拟输入/输出接口;以位运算为主;能完成逻辑、顺序、定时、计数和算术运算功能;面向机器或生产过程的自动控制装置”。并将其统一命名为PC(Programmable Controller)。由于个人计算机(Personal Computer)也称PC;为了避免混淆,人们仍习惯于将最初多用于逻辑控制而发展起来的可编程序控制器叫做PLC(Programmable logic Controller)。
国际电工委员会在1987年颁布的PLC标准草案中也对PLC作了定义:“PLC是一种专门为在工业环境下应用而设计的数字运算操作的电子装置。它采用可以编制程序的存储器,用来在其内部存储执行逻辑运算、顺序运算、定时、计数和算术运算等操作的指令,并能通过数字式或模拟式的输入和输出,控制各种类型的机械或生产过程。PLC及其有关的外围设备都应按照易于与工业控制系统形成一个整体,易于扩展其功能的原则而设计。”。
定义中有以下几点应值得注意:
1)PLC是“数字运算操作的电子装置”,其中带有“可以编制程序的存储器”,可以进行“逻辑运算、顺序运算、定时、计数和算术运算”工作,可以认为PLC具有计算机的基本特征。事实上,PLC无论从内部构造、功能及工作原理上看都不折不扣的是一种计算机。
2)PLC是“为工业环境下应用”而设计。工业环境和一般办公环境有较大的区别,PLC具有特殊的构造,使它能在高粉尘、高噪声、强电磁干扰和温度变化剧烈的环境下正常工作;为了能控制“机械或生产过程”,它又要能“易于与工业控制系统形成一个整体”;这些都是个人计算机不可能做到的。因此PLC又不是普通的计算机,它是一种能满足工业现场恶劣环境下使用的工业控制计算机。
3)PLC能控制“各种类型”的工业设备及生产过程。它“易于扩展其功能”,它的程序能根据控制对象的不同要求,让使用者“可以编制程序”。也就是说,PLC较之以前的工业控制计算机,如单片机等工业控制系统,具有更大的灵活性,它可以方便地应用在各种场合,它又是一种通用的工业控制计算机。
通过以上定义还可以了解到,相对于一般意义上的计算机,PLC并不仅仅具有计算机的内核,它还配置了许多使其适用于工业控制的器件。它实质上是经过了一次开发的工业控制用计算机。但是,从另一个方面来说,它是一种通用机,但不经过二次开发,它就不能在任何具体的工业设备上使用。不过,自其诞生以来,电气工程技术人员感受最深刻的也正是PLC二次开发编程十分容易。它在很大程度上使得工业自动化设计从专业设计院走进了厂矿企业,变成了普通工程技术人员甚至普通电气工人都力所能及的工作。再加上其体积小、可靠性高、抗干扰能力强、控制功能完善、适应性强、安装接线简单等众多显著优点,PLC在其问世后的短短四十余年中获得了突飞猛进的发展,在工业控制中得到了极其广泛的应用,已跃居现代工业四大支柱(PLC、数控机床、工业机器人、CAD/CAM)技术之首。
2.PLC的标准
为了统一PLC的产品标准,国际电工委员会(International Electro-technical Commission,IEC)在1979年开始进行PLC的标准化工作。同年10月,IEC开始设立专门工作组(Working Group,WG);1983年7月,在WG的第7次会议上,决定设立特别工作小组(Task Force,TF),并对标准化工作进行了深入的探讨,逐步形成了有关标准。
在IEC标准中,PLC标准由以下5部分组成:
第一部分(Part1):基本信息(General information)。
第二部分(Part2):设备特性(Equipment Characteristics)。
第三部分(Part3):编程语言(Programming Languages)。
第四部分(Part4):用户准则(User guidelines)。
第五部分(Part5):服务指南(Messaging Service Specification)。
1987年7月,在IEC的TC65A会议上,标准的第一部分(Part1)、第二部分(Part2)被认定为CO文件(Central Office);标准的第三部分(Part3)被认定为CO文件的前期准备S文件(Secretarial)。
标准(IEC61131)在听取各国意见后,于1992~1995年间陆续颁布。在我国,1995年11月颁布了GB/T15969-1/2/3/4标准,它完全等同于IEC61131-1/2/3/4的对应部分。
标准的第一部分(IEC61131-1,即Part1),明确了PLC的功能与特点,并给PLC使用的术语进行了定义。
标准的第二部分(IEC61131-2,即Part2),包括了PLC的使用环境、电气机械特性、试验要求等,它主要是明确了PLC生产厂家的PLC产品应该达到的具体要求。
标准的第三部分(IEC61131-3,即Part3),包括了PLC编程的基本要素、文本语言、图形语言等有关PLC编程语言的语法、符号标准。明确了5种PLC编程语言,即指令表(In-struction List)、结构化文本(Structured Text)、梯形图(Ladder Diagram)、功能块图(Func-tion Block Diagram)、顺序功能图(Sequential Function Chart)的基本结构与特征。
需要注意的是,IEC61131-3标准只是推荐了PLC用户程序编制的基本方法,但在具体实现形式与命名上并未作严格的规定,因此,即使对于同样的编程语言,在不同公司的PLC产品中仍然有所不同。例如:在西门子公司PLC产品中指令表编程的英文为“Statement list”(DIN 19239),简称STL;梯形图编程简称LAD;功能块图编程语言在S5系列PLC(STEP5)中,流程图(Control System Flowchart,DIN 40700)”,简称CSF;结构化文本编程英文为“Structured Control Languages”,简称SCL;顺序功能图编程为“Graphic Programming Languages”,简称S7-GRAPH等。
标准的第四部分(IEC61131-4,即Part4),作为用户指南,它包括了PLC的功能说明、选型基准,安装环境要求、维护、安全保护等针对PLC用户的基本使用指南。
标准的第五部分(IEC61131-5,即Part5)主要是对PLC用语、符号、功能、名词的解释,并明确了PLC之间的通信协议等规范。
IEC标准对可编程序控制器作了如下定义:“可编程序控制器是一种数字运算操作的电子系统,专为在工业环境下的应用而设计。它采用可编程序的存储器,用来存储执行逻辑运算和顺序控制、定时、计数和算术运算等操作的指令,并通过数字或模拟的输入/输出接口,控制各种类型的机器设备或生产过程。”
标准强调可编程序控制器及其相关设备的设计原则是应“易于与工业控制系统连成一个整体且具有扩允功能”。
由此可见,在IEC的定义中,已经对可编程序控制器的使用环境(工业环境)与功能(具有通信与可扩展功能)作了更为明确的要求。简言之,IEC标准所定义的可编程序控制器是一种具有通信功能与可扩展输入/输出接口,主要用于逻辑处理和顺序控制的工业计算机控制装置。
3.PLC的特点
(1)可靠性高,抗干扰能力强
高可靠性是电气控制设备最重要的关键性能。PLC由于采用了超大规模集成电路技术,严格的生产工艺制造,内部电路采用了先进的抗干扰技术,因此具有很高的可靠性。例如日本三菱公司生产的F系列PLC平均无故障时间已高达30万小时。一些使用冗余CPU的PLC的平均无故障工作时间则更长。从PLC的机外电路来说,使用PLC构成控制系统,和同等规模的“继电器-接触器控制系统”相比,电气接线及开关接点已减少到原来的数百甚至数千分之一,故障也将随之大大降低。此外,PLC具有硬件故障的自我检测功能,出现故障时可迅速及时地发出报警信息。在应用软件中,用户还可以编入外围器件的故障自诊断程序,使系统中PLC以外的电路及设备也获得故障自诊断保护。这样就使整个PLC系统都具有了极高的可靠性。
(2)配套齐全,功能完善,适用性强
PLC发展到今天,已经形成了大、中、小、微等各种规模的系列化产品,可以用于各种规模的工业控制场合。除了逻辑控制功能外,现代PLC大都具有完善的数据运算能力,可用于各种数字控制领域。近年来PLC的功能模块大量涌现,使PLC已渗透到了位置控制、运动控制、过程控制、湿度控制、计算机数控(CNC)等各种工业控制中。加上PLC通信能力的增强及人机界面技术的发展,使用PLC组成各种控制系统变得非常容易。
(3)易学好懂易用,深受工程技术人员欢迎
PLC作为现代通用工业控制计算机,是面向工矿企业的工控设备,其编程语言易于为工程技术人员接受。像梯形图语言的图形符号和表达方式与继电器电路图非常接近,只用少量开关逻辑控制指令就可以方便地实现“继电器-接触器控制电路”的功能;像步进式顺序控制的状态转移图(SFC),简单、直观、容易设计复杂的多流程顺序控制,并且能够减少程序条数,使程序易于理解。
(4)系统设计周期短,维护方便,改造容易
PLC用存储逻辑代替接线逻辑,大大地减少了控制设备外部的接线,使控制系统设计周期大大缩短,同时维护也变得容易起来。更重要的是使同一设备经过改变程序便可改变生产过程成为可能。因此很适合多品种、小批量的生产场合。
(5)体积小,重量轻,能耗低
以超小型PLC为例,其新近产品的品种底部尺寸小于100mm2,重量小于150g,能耗仅数瓦。由于体积小很容易嵌入机械内部,是实现机电一体化首选的理想控制器件。(https://www.xing528.com)
4.PLC的功能
如前所述,PLC是一种根据生产过程顺序控制的要求,为了取代传统的“继电器-接触器控制系统”而发展起来的工业自动控制设备,它必须首先具备满足顺序控制要求的基本逻辑运算功能。随后,由于技术的不断进步与PLC应用范围的日益扩大,在顺序控制的基础上,又不断开发了可以满足各种工业控制要求的特殊控制功能。近年来,为了适应通信、网络技术的发展,PLC作为基本的工业控制设备,网络与通信功能已经成为PLC的重要技术指标之一。总之,虽然各PLC的性能、价格有较大的区别,但其主要功能相近,它包括图4-1所示的几部分。
(1)基本功能
逻辑控制功能是PLC必备的基本功能。本质上说,这是一种以计算机“位”运算为基础,按照程序的要求,通过对来自设备外围的按钮、行程开关、接触器与传感器触点等开关量(也称数字量)信号的进行逻辑运算处理,并控制外围指示灯、电磁阀、接触器线圈的通断的功能。
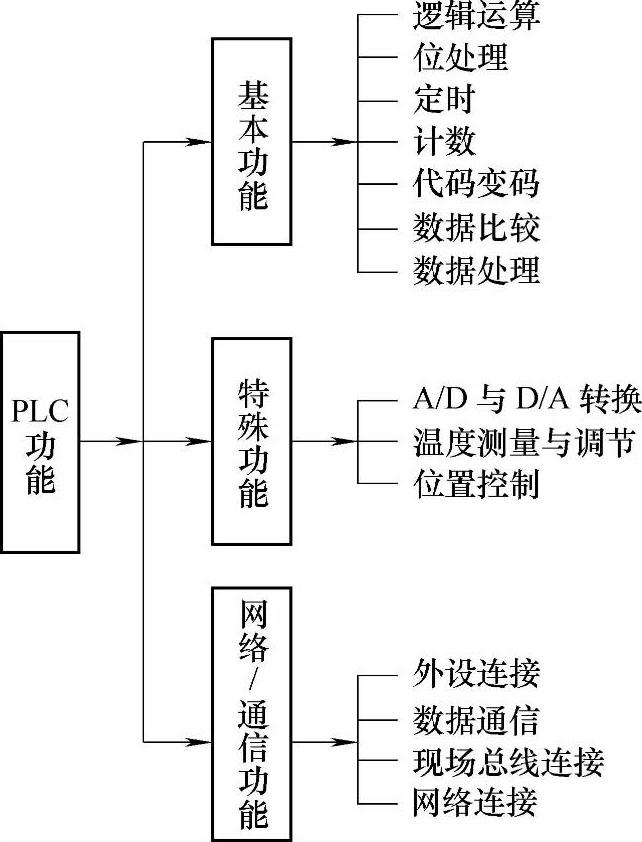
图4-1 PLC的功能组成图
在早期的PLC上,顺序控制所需要的定时、计数功能需要通过定时模块与计数模块实现,但是,目前它已经成为PLC的基本功能之一。此外,逻辑控制中常用的代码转换、数据比较与处理等,也成为了PLC常用的基本功能。
(2)特殊控制功能
PLC的特殊控制功能包括模/数(A/D)转换、数/模(D/A)转换、温度的调节与控制、位置控制等。这些特殊控制功能的实现,一般需要选用PLC的特殊功能模块。
A/D转换与D/A转换多用于过程控制或闭环调节系统。在PLC中,通过特殊的功能模块与功能指令,可以对过程控制中的温度、压力、流量、速度、位移、电压、电流等连续变化的物理量进行采样,并通过必要的运算(如PID),实现闭环自动调节。当然,需要时也可以对这些物理量的进行各种形式的显示。
在PLC中,位置控制一般是通过PLC的特殊应用指令,通过对命令的写入与状态的读取,对位置控制模块的位移量、速度、方向等进行控制。位置控制模块一般以脉冲的形式输出位置给定指令,指令脉冲再通过伺服驱动器(或步进驱动器),驱动伺服电动机(或步进电动机)带动进给传动系统实现闭环位置控制。
(3)网络与通信功能
随着信息技术的发展,网络与通信在工业控制中已经显得越来越重要。PLC早期的通信,一般仅仅局限于PLC与外设(编程器或编程计算机等)间的简单串行口通信。
然而,现代PLC的通信不仅可以进行PLC与外设间的通信,而且可以在PLC与PLC间、PLC与其他工业控制设备之间、PLC与上位机之间、PLC与工业网络间进行通信,并可以通过现场总线、网络总线组成系统,从而使得PLC可以方便地进入工厂自动化系统。
5.PLC与其他工业控制系统的比较
自从微型计算机问世以来,工业控制一直是其重要的应用领域。在工业控制上,除PLC外,“继电器-接触器控制系统”、工业控制计算机(工业PC)与集散控制系统(DCS)也是其中的代表性产品。为了便于读者进一步了解,现将PLC与它们的比较简述如下。
(1)PLC与“继电器-接触器控制系统”的比较
在PLC出现以前的一个世纪中,“继电器-接触器”硬件电路是逻辑控制、顺序控制的唯一执行者,它结构简单,价格低廉,一直被广泛应用。但它与PLC控制系统相比却有许多缺点,见表4-1。
表4-1 PLC与继电路逻辑控制系统的比较
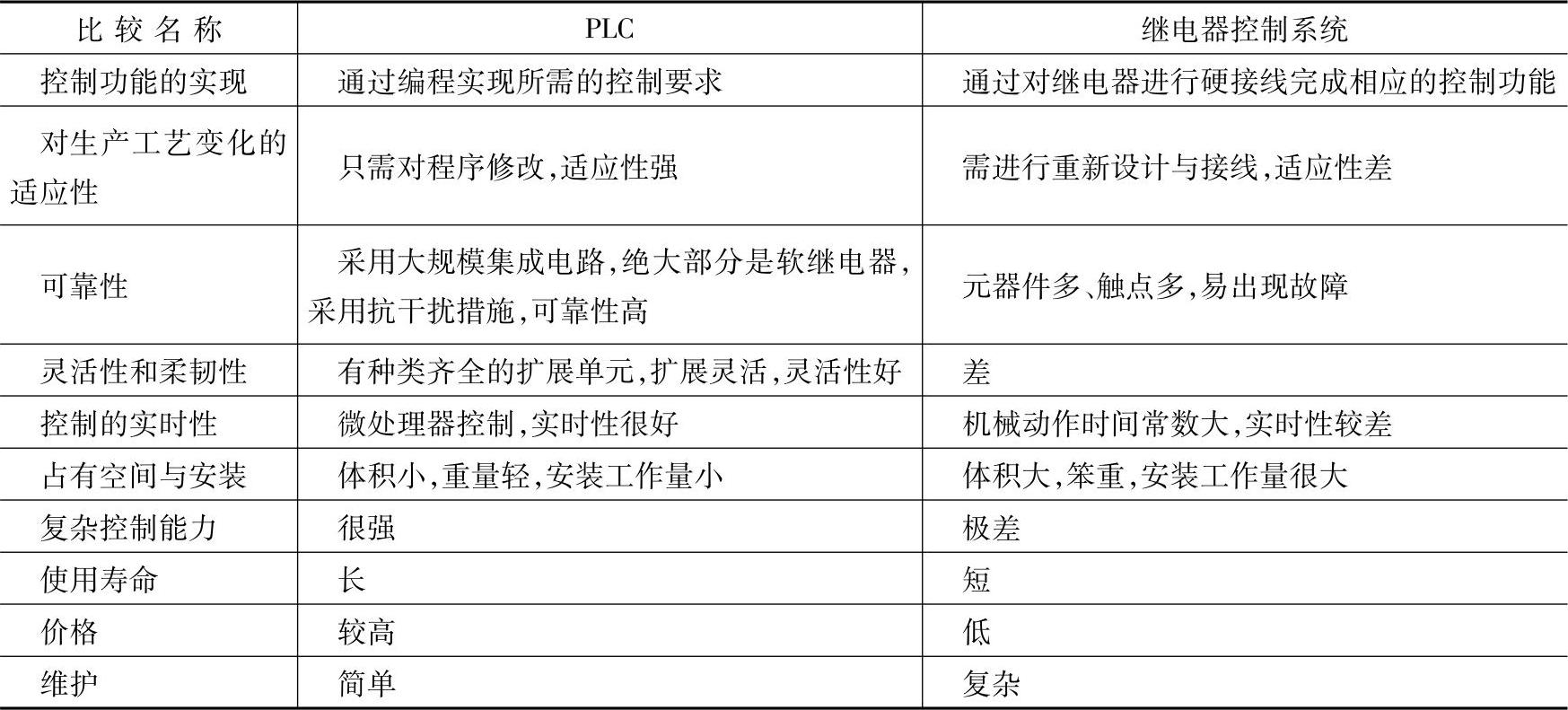
通过表4-1中几个方面的比较可知,PLC在性能上比“继电器-接触器控制系统”优异,特别是可靠性高,设计施工周期短,调试修改力使,而且体积小,功耗低,使用维护方便。但PLC在很小的系统中使用时,由于其众多功能未得到充分利用,其价格要高于“继电器-接触器控制系统”。
(2)PLC与通用微机及工控微机的比较
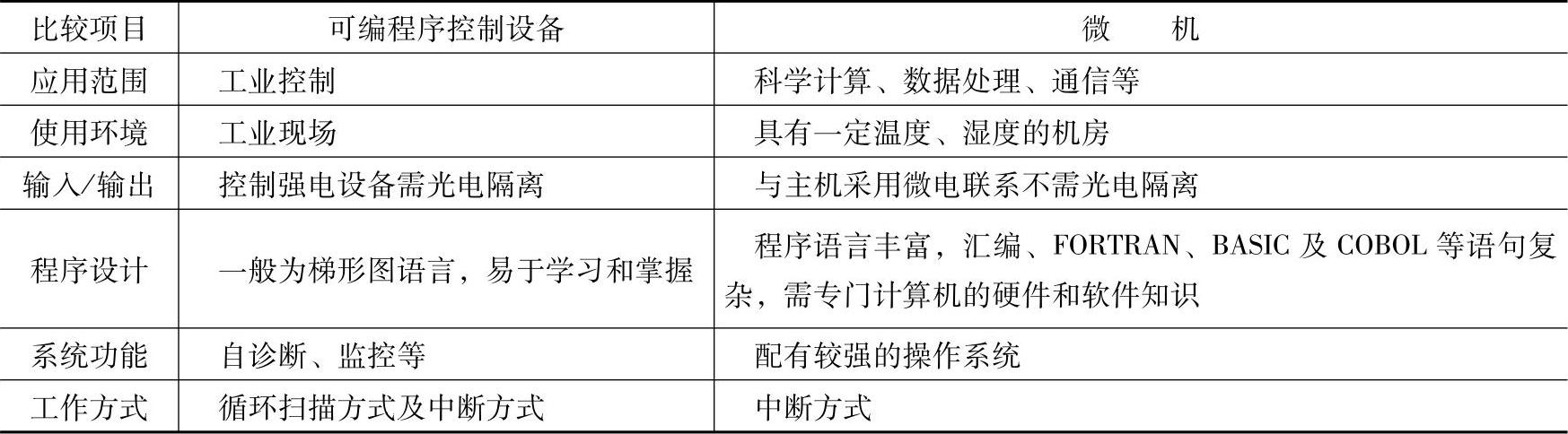
采用微电子技术制作的PLC,它也是由CPU、RAM、ROM、I/O接口等构成的,与微机有相似的构造,但又不同于一般的通用微机,特别是它采用了特殊的抗干扰技术,使它更能适用于恶劣环境下的工业现场控制。PLC与通用微机各自的特点见表4-2。
表4-2 PLC与通用微机的比较
20世纪60年代,计算机技术开始应用于工业领域,但工控微机在很多方面远远不如PLC的功能强大,两者之间比较见表4-3。
表4-3 PLC与工控微机(计算机控制系统)的比较
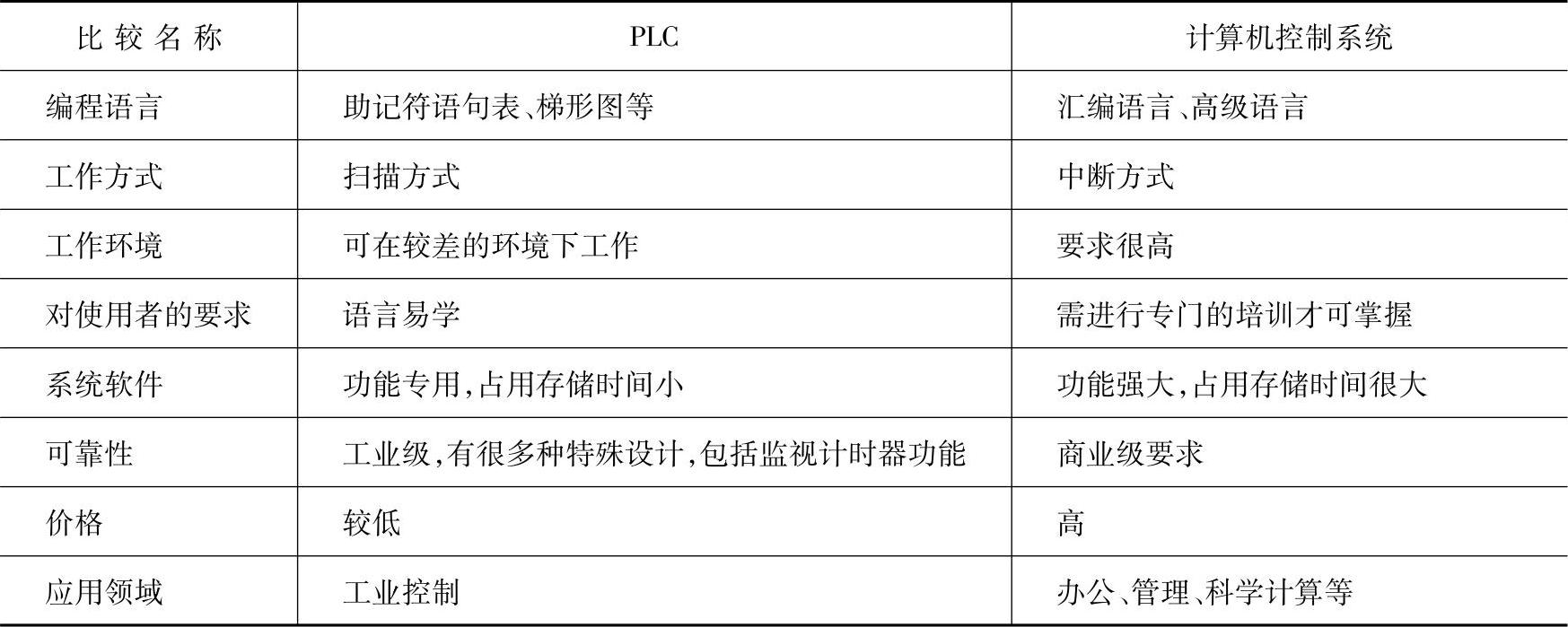
而用于工业控制的工控计算机(工业PC)是以通用微型计算机为基础的工业现场自动控制设备,它的特点是具有标准化的总线结构,因此各机型间的兼容性好,与计算机间的通信容易。而PLC的接口标准目前还没有完全统一,标准化程度较差,其兼容性与通信性能与工业PC相比还有一定的差距。
在硬件方面,工业PC与通用计算机的本质无太大的区别,它需要通过各种接口板与现场检测号、执行元件相连接;但不像PLC那样具有较多的、适应各种控制要求的功能模块可供选择。因此,其工业现场工作可靠性与通用性与PLC相比存在一定的差距。
在软件方面,工业PC可以像通用计算机那样使用形式多样、功能丰富的应用软件,可以适应算法复杂、实时性强的控制场合,但对编程人员的要求较高。PLC的软件特点是通俗易懂,编程方便,便于掌握;且由于内部采用了循环扫描的工作方式,程序可靠性高。
(3)PLC与集散控制系统(DCS)的比较
集散控制系统(DCS)又称为分散控制系统,产生于20世纪70年代。它与PLC同样都是以微型计算机为基础,专门为工业过程控制而设计的过程控制装置,但DCS发展的基础和方向与PLC有所不同。
首先,在控制功能方面,DCS是在生产过程仪表控制的基础上发展起来的计算机控制装置,控制功能侧重于模拟量处理、回路调节、状态显示等方面;而PLC是在“继电器-接触器控制系统”的基础上发展起来的计算机控制装置,控制功能侧重于开关量处理、顺序控制、逻辑运算方面。
其次,在发展趋势上,为了扩大产品的应用领域,PLC的重要发展方向是向功能化、网络化发展。通过具有各种特殊功能的模块(如温度测量与调节模块、模拟量输入/输出模块、PID调节模块等)与网络连接手段,当代PLC已经可以很容易地通过各种现场总线(如CC-Link、PROFIBUS等)、工业以太网,构成完整的分布式PLC控制系统,应用范围不断向传统的DCS控制领域拓展。
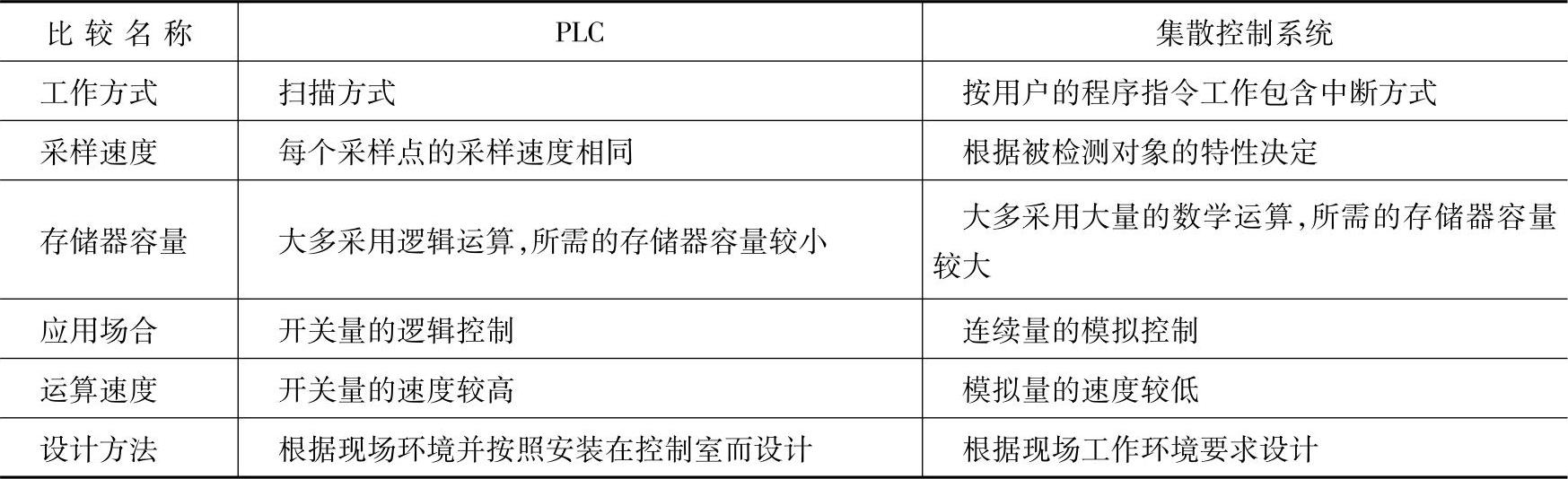
PLC与DCS的比较见表4-4。
表4-4 PLC与DCS的比较
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。