



焊接时,氢主要来源于焊接材料中的水分及有机物、电弧周围空气中的水分以及焊丝和母材坡口表面上的铁锈、油污等杂质。氢对焊接质量是有害的。各种焊接方法的气相中含氢量和含水蒸气量见表3-5。
1.氢在金属中的溶解
按照氢与金属作用的情况,可将金属划分为两类。
(1)能形成稳定氢化物的金属 如Zr、Ti、V、Ta、Nb等。其特点是:这类金属吸收氢的反应是放热反应;温度较低时吸氢量多,温度较高时吸氢量少;当吸氢量较多时,可形成氢化物(ZrH2、TiH2、VH、TaH、NbH);当温度超过氢化物保持稳定的临界温度时,氢化物发生分解,氢扩散逸出;当吸氢量较少时,这类金属与氢可形成固溶体。焊接此类金属时,须注意防止在固态时吸收大量的氢,否则将严重影响焊接接头的性能。
(2)不形成稳定氢化物的金属 如Al、Fe、Ni、Cu、Cr、Mo等。氢能够溶解于这类金属及其合金中,溶解反应是吸热反应。焊接方法不同,氢向金属中溶解的途径也不同。例如,气体保护焊时,氢是通过气相与液态金属的界面以原子或质子的形式溶入金属的;电渣焊时,氢是通过熔渣层溶入金属的;而焊条电弧焊和埋弧焊时,氢的溶入是上述两种途径的综合结果。
通过计算可以得到氢在液态铁中的溶解度与温度的关系,如图3-5所示。由图3-5可见,氢在铁中的溶解度曲线与氮在铁中的溶解度曲线具有同样的特征。随着温度的升高,氢的溶解度增大,当温度约为2400℃时,溶解度达到最大值43mL/100g。说明在熔滴阶段吸收的氢比熔池阶段多。继续增加温度,由于金属的蒸气压急剧增加,使氢的溶解度迅速下降。在金属沸点温度时,氢的溶解度为0。从图3-5中可见,在金属的变态点氢的溶解度发生突变,这时很容易形成气孔、裂纹等焊接缺欠。试验表明,在电弧焊时,气相中的氢不完全是分子状态的,还有相当多的原子氢与质子等。因此,电弧焊时氢的溶解度比用平方根定律计算出来的溶解度数值高得多。
氢在Al、Cu和Ni中的溶解度曲线如图3-7所示。它们与氢在铁中的溶解度曲线类似,具有相同的特征。
合金元素对氢在铁中的溶解度有较大的影响,C、Si、Al可降低氢在液态铁中的溶解度;Ti、Zr、Nb及稀土元素可以提高氢的溶解度;而Mn、Ni、Cr、Mo则影响不大。由于氧可以减少金属对氢的吸附,所以氧能够有效地减少氢在液态铁中的溶解度。钢的组织结构对氢的溶解度也有影响,在面心立方晶格的奥氏体钢中,氢的溶解度大;在体心立方晶格的珠光体钢中,氢的溶解度小。
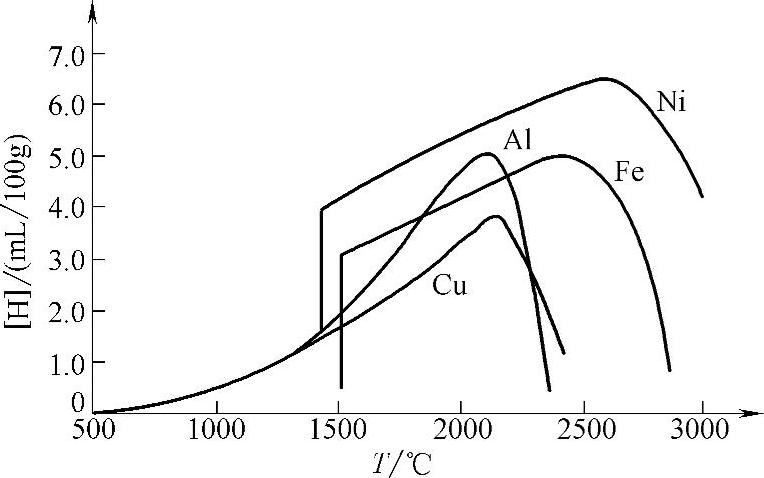
图3-7 氢在金属中的溶解度与温度的关系(pH2+p金属=101kPa)
2.焊缝金属中的氢
焊接过程中,熔池凝固而形成焊缝。由于熔池凝固结晶的速度很快,使熔池液态时吸收的氢来不及逸出,而被留在固态的焊缝金属中。在钢焊缝中,氢是以H、H+的形式存在,它们与焊缝金属形成间隙固溶体。由于氢原子及离子的半径很小,所以它们可以在焊缝金属的晶格中自由扩散,这一部分氢被称为扩散氢。如果氢扩散到金属的晶格缺陷、显微裂纹或非金属夹杂物边缘的微小空隙中时,可以结合成氢分子,由于氢分子的半径大而不能自由扩散,这部分氢称为残余氢。对于铁等不形成稳定氢化物的金属,扩散氢约占总氢量的80%~90%。扩散氢对焊接接头性能的影响比残余氢大。
焊缝金属的含氢量是随焊后放置时间而变化的,如图3-8所示。焊后放置时间越长,扩散氢含量越少,残余氢含量越高,而焊缝的总含氢量下降。这是由于氢的扩散运动,使一部分扩散氢从焊缝中逸出,而另一部分转变为残余氢。为了得到准确的氢含量数据,许多国家制定了熔敷金属扩散氢测定的标准。常用的测氢方法有水银法、甘油法、气相色谱法和排液法。熔敷金属扩散氢含量是试样经焊接后,立即冷却,按照测氢标准规定的方法测定并换算成标准状态下的含氢量。将试样在真空室内加热至650℃可以测定残余氢的含量。
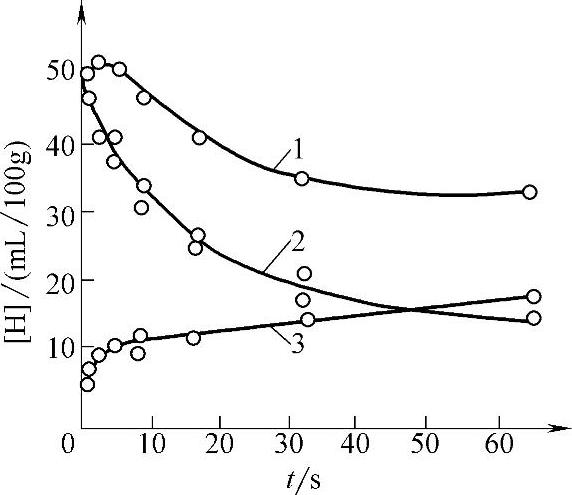
图3-8 焊缝中的含氢量与焊后放置时间的关系
1—总氢量 2—扩散氢 3—残余氢
各种焊接方法焊接碳钢时熔敷金属中的含氢量见表3-7。低碳钢和焊丝的含氢量很低,一般约为0.2~0.5mL/100g。几乎所有的焊接方法都使熔敷金属增氢。焊条电弧焊中只有采用低氢型焊条时扩散氢含量最少。CO2气体保护焊的扩散氢含量极少,是一种超低氢的焊接方法。
表3-7焊接碳钢时熔敷金属中的含氢量

氢沿焊缝长度方向的分布是不均匀的,弧坑处含氢量最大。氢在焊接接头横断面上的分布如图3-9所示。其分布特征与母材成分、组织、焊缝金属的类型等因素有关。由图3-9可见,氢不仅在焊缝中存在,而且还向近缝区中扩散,并且扩散深度较大。
3.氢对焊接质量的影响
氢对许多金属及合金的焊接质量都是有害的。氢对结构钢焊接的有害作用如下。
(1)形成气孔 如果焊接熔池在高温时吸收了大量的氢,在冷却过程中氢的溶解度将下降。当熔池凝固结晶时,由于氢的溶解度突然下降,使氢处于过饱和状态,促使熔池发生如下反应:
2H==H2
反应生成的分子氢不溶于金属,而是在液态金属中形成气泡。当气泡向外逸出的速度小于熔池的凝固速度时,就在焊缝中形成气孔。
(2)产生冷裂纹 焊接接头冷却到较低温度(对钢来说在Ms温度以下)时产生的焊接裂纹称为冷裂纹。焊接冷裂纹的危害性很大,它的产生与焊接接头中的含氢量、热影响区的马氏体转变、结构的刚度等因素有关。(https://www.xing528.com)
(3)造成氢脆 钢中含氢对其强度没有明显影响,但对钢的塑性有很大的影响。氢在室温附近使钢的塑性严重下降的现象称为氢脆。一般认为氢脆是由于原子氢扩散聚集于钢的显微空隙中,结合成为分子氢,造成空隙内产生很高的压力,阻碍金属塑性变形的发展,导致金属变脆。焊缝金属的氢脆性与含氢量、试验温度、变形速度及焊缝的组织结构有关。焊缝的含氢量越高,氢脆的倾向越大。焊缝金属经过去氢处理,其塑性可以恢复。
(4)出现白点 白点是出现在焊缝金属拉伸或弯曲试件断口上的一种银白色圆形斑点。白点的直径为0.5~3mm。它的中心含有微细气孔或夹杂物,周围则为银白色的脆化部分,形状类似鱼眼珠中的白点。主要是在外力作用下,氢在微小气孔或夹杂物处的集结造成脆化。白色圆形斑点常显示有从中心向四外的放射线结构,微观上显示为小的准解理断口。
焊缝金属对白点的敏感性与含氢量、金属组织类型及变形速度等因素有关,当焊缝中含氢量较高时,出现白点的可能性较大。碳钢及用Cr、Ni、Mo合金过渡的焊缝,尤其是这些合金元素含量较多时,容易出现白点。试件如果经过去氢处理,可以消除白点。
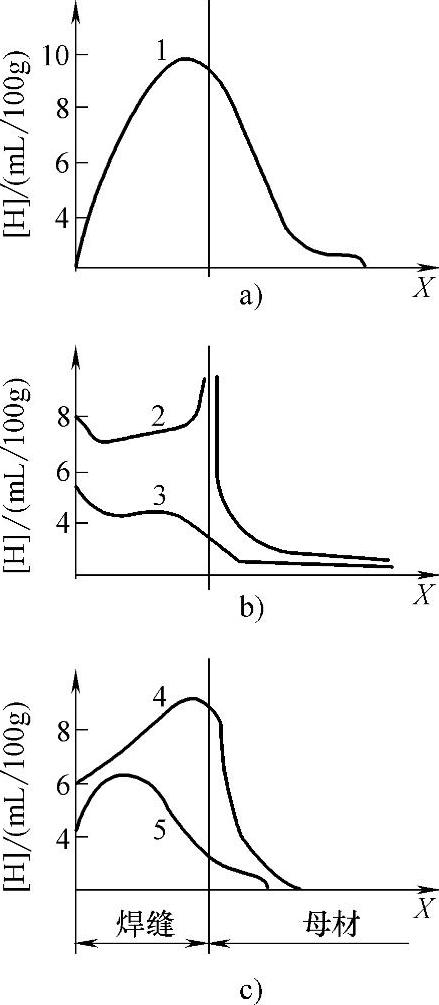
图3-9 氢在焊接接头横断面上的分布
a)工业纯铁 b)30CrMnSi钢 c)低碳钢
1—纤维素型焊条焊接 2—奥氏体焊缝 3—铁素体焊缝 4—钛型焊条焊接 5—碱性焊条焊接
4.控制氢的措施
(1)限制焊接材料中的含氢量 制造焊条、焊剂及药芯焊丝的各种原材料,如有机物、天然云母、水玻璃、铁合金等,都不同程度地含有吸附水、结晶水、化合水或溶解的氢。在制造低氢或超低氢([H]<1mL/100g)型焊条和焊剂时,应尽量选用不含或少含氢的原材料。
在制造焊条、焊剂时,适当提高烘焙温度可以降低焊接材料中的含水量,相应地降低了焊缝的含氢量。焊条、焊剂长期存放时会吸潮,其结果会使焊缝增氢,并使焊材的工艺性能变坏。焊条药皮的吸水量取决于药皮的成分、粘结剂的种类及大气中水蒸气的分压等因素。
由于焊接材料有吸潮性,所以在使用前应进行烘干,这是生产上去氢的有效方法。使用低氢焊条时,一定要按照技术要求,认真进行烘干。提高烘干温度可以降低焊缝金属的含氢量,然而烘干温度也不能太高,否则焊条药皮中的成分受热而发生反应,使焊条药皮失去应有的冶金作用。焊条、焊剂烘干后应立即使用,或暂时存放于低温烘箱及保温筒内,以免重新吸潮。
(2)清除工件及焊丝表面上的油污、杂质 工件坡口附近以及焊丝表面上的铁锈、油污、水分等是使焊缝增氢的原因之一,焊前应认真清除。尤其在焊接铝、铜等有色金属时,更应认真清除表面杂质及氧化膜。否则,由于氢的作用可能产生气孔、裂纹,导致焊接接头的性能变坏。
(3)冶金处理 通过控制焊接冶金反应,降低气相中氢的分压,减少氢在液体金属中的溶解度。具体做法是调整焊接材料的成分,使焊接时冶金反应的产物是稳定的HF和OH。
1)在焊条药皮和焊剂中加入氟化物。其中最常用的是CaF2,在药皮中加入7%~8%(质量分数)的CaF2便可急剧减少焊缝的含氢量。在药皮中加入MgF2、BaF2等也可以不同程度地降低焊缝的含氢量。试验证明,在高硅高锰焊剂中加入适当比例的CaF2和SiO2,可以显著降低焊缝的含氢量。
2)控制焊接材料的氧化还原势。研究表明,熔池中氢的平衡浓度为

由式(3-4)可知,增加气相中的氧化性,或增加熔池中的含氧量可以减少熔池中氢的平衡浓度。其原因是氧化性气体可以夺氢生成稳定的OH,反应式为
CO2+H==CO+OH(3-5)其结果降低了气相中氢的分压。
低氢型焊条药皮中碳酸盐的含量很高,在焊接时碳酸盐受热分解析出CO2,按照式(3-5)进行反应而去氢。CO2气体保护焊的焊缝含氢量比较低也是这个原因。氩弧焊时,为了消除气孔及改进焊接工艺,常在氩气中增加5%左右(体积分数)的氧气,也是根据增加气体的氧化性可以降低气相中的氢分压而采取的技术措施,使之进行的脱氢反应。
3)在焊条药皮或焊芯中加入微量的稀土元素。加入微量的钇、碲、硒可以大幅度降低扩散氢含量。我国的稀土资源丰富,这是很有前途的去氢方法。
(4)控制焊接参数 焊条电弧焊时增大焊接电流会使熔滴吸收的氢量增加,同时,电流的种类和极性对焊缝的含氢量也有影响。试验表明,当采用E4303焊条、交流电源焊接时,焊缝含氢量最大;直流反接时最小;直流正接时介于这两者之间。但是,调整焊接参数来控制焊缝含氢量有一定的局限性。
(5)焊后脱氢处理 工件焊后经过特定的热处理可以促使氢扩散外逸,从而减少接头中的含氢量。焊后脱氢处理的温度与时间对焊缝含氢量的影响如图3-10所示。从图中可以看出,焊后把工件加热到345℃,保温1h,可将绝大部分扩散氢去除。在生产实践中,脱氢处理常用于易产生冷裂的工件。应指出,对于奥氏体钢焊接接头进行脱氢处理效果不大。
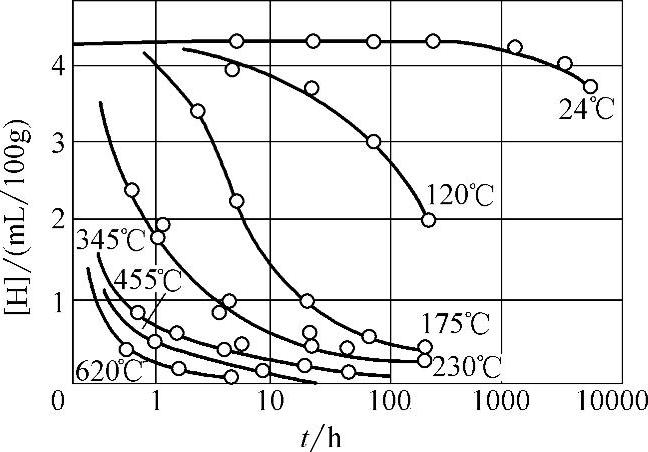
图3-10 焊后脱氢处理对焊缝含氢量的影响
总之,对氢含量的控制,首先应限制氢及水分的来源;其次应防止氢溶入金属;最后应对溶入氢的金属进行脱氢处理。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。