



管道种类繁多,用途广泛,按用途可分为长输管道、工业管道和公用管道;按材料可分为碳素钢、合金钢、不锈钢、铸铁、有色金属管道等;按设计压力可分为真空管道、低压管道、中压管道、高压管道和超高压管道。管道的连接除了螺纹联接、法兰连接以外、大量采用焊接方法连接。下面简要介绍几种常见焊接方法的管道焊接。
1.小直径管对接接头的焊接
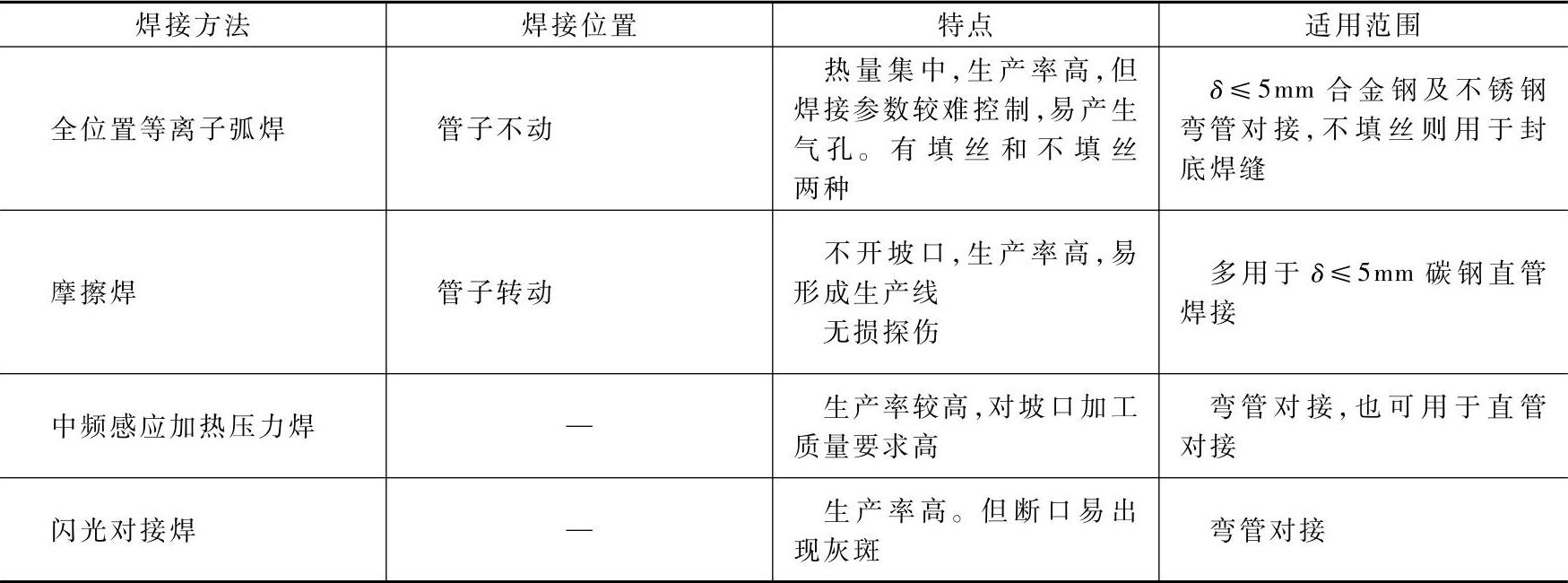
通常将直径ф40mm~ф60mm管子称为小直径管。小直径管对接的基本方法是管子转动,焊接机头不动。弯管对接则采用全位置焊或压力焊等方法施焊。近年来,随着新技术的开发和先进的焊接设备的引进,直管对接可采用摩擦焊、自动钨极氩极焊、熔化极气体保护焊、等离子弧焊等焊接方法。弯管对接则采用闪光对焊、全位置下IG焊、全位置等离子弧焊和中频感应加热力焊等焊接方法。管子对接方法、特点及其适用范围见表7-50。
表7-50 管子对接方法、特点及其适用范围

(续)
2.常见管道的焊接
(1)气焊 气焊操作简单易行,焊接过程中熔池温度和尺寸较易控制。各种位置焊缝背面均容易成形,特别适用于焊接厚度较薄的小管径碳钢和耐热钢管的焊接。碳钢、耐热钢焊接宜用中性焰。火焰功率以氧乙炔混合气体每小时的消耗量表示,同一型号的焊炬,焊嘴越大,火焰功率越大。一般工件厚度、焊丝直径和焊嘴的关系可参照表7-51。
表7-51 工件厚度、焊丝直径和焊嘴的关系

焊丝的直径应根据工件的厚度来选择。焊丝过细,焊接时会出现焊件未熔化而焊丝快速熔化,造成熔合不良和焊缝高低不平等缺陷;焊丝过粗,则焊丝熔化时间增加,焊件热影响区增大,会造成接头过热,降低质量。
气焊时要兼顾根部质量和外表成形。一次成形有困难可采用一次封底、二次盖面法。收弧时,熔池要填满,然后缓缓提起火焰,使熔池逐渐缩小,避免产生裂纹,缩孔等缺陷。
(2)焊条电弧焊 焊条电弧焊设备简单,适用性强,可以焊接碳钢、低合金钢、耐热钢、低温钢、不锈钢等各种材料,因此,焊条电弧焊的应用十分广泛。
管道焊条电弧焊同样是采用打底焊、层间焊、盖面焊等操作顺序。
酸性和碱性焊条,其操作工艺如下。
1)酸性焊条的工艺顺序。坡口内引弧→预热起焊点→形成可见熔池→压低焊条断弧→重复引弧并稍做摆动→维持动作至全焊缝→收弧、减小熔池并填满弧坑→焊口打底焊结束→盖面焊。
2)碱性焊条的工艺顺序。坡口内引弧并适当预热→压低电弧成短弧操作→在坡口两侧摆动运条→注意前面的火口并保证背面熔透→维持操作动作至全焊缝→收弧并填满弧坑→焊口打底焊结束→盖面焊。
碱性焊条打底焊除采用上述介绍的挑弧焊熔孔击穿法外,还可以采用连弧焊接法,连弧焊接法所使用的电流要比挑弧焊法小。表7-52为管道挑弧焊(断弧焊)及连弧焊推荐的焊接参数。
表7-52 管道挑弧焊及连弧焊推荐焊接参数
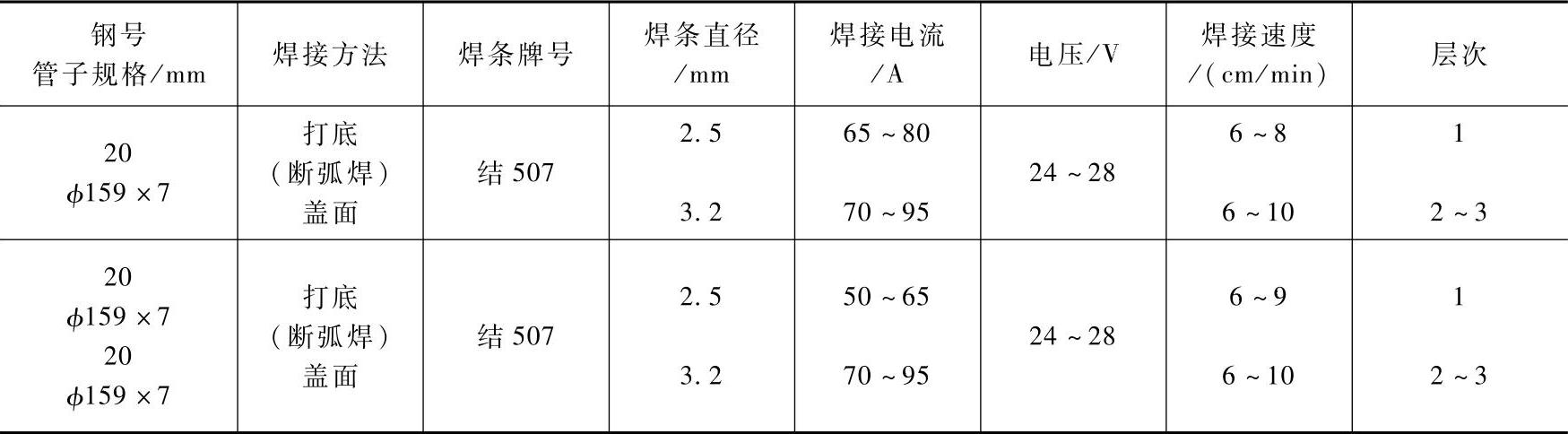
焊接电流和焊条直径主要是根据工件厚度、焊接位置、焊接热输入等因素综合考虑和选择。管道打底焊时要选择合适的焊接电流,焊接电流过大容易烧穿和咬边,飞溅增大,影响焊接和保护效果;焊接电流过小容易产生夹渣、未焊透等。不锈钢焊接时因焊条的电阻值较大,电流过大容易过热发红,在保证熔透的情况下,宜选用小电流。低温钢焊条焊接时,为保证接头的低温韧性,也应选用较小电流。
盖面焊时,应与打底层熔合良好。接头应错开,保持一定的熔宽和加强高度,外观均匀并圆滑过渡到母材。
(3)手工钨极氩弧焊 手工钨极氩弧焊焊接时,钨极、熔池和邻近区域、填充焊丝端部都处于惰性的氩气保护之中,焊接质量较高,适用于焊接各种钢材和有色金属及合金,并适用于各种位置的焊接。压力管道用钨极氩弧焊打底,可以确保焊缝根部质量。
影响氩气保护效果的主要因素有喷嘴直径、气体流量、喷嘴与工件间的距离、焊接速度、接头形式等。喷嘴直径越大,保护区域大。但喷嘴直径大,氩气消耗量大,并影响视线和操作。常用的氩气流量应控制在3~25L/min。气体流量大,可增加气流速度,提高抗外界干扰能力;但气体流量过大,保护层气流会产生不规则流动,造成电弧不稳定,并会产生涡流将外部空气卷入保护区。因此,要正确选择气体流量才能保证惰性气体的保护效果。风对氩气的保护效果影响较大,因此焊接时必须注意防风。
手工钨极氩焊时,根据工件厚度来选择焊接电流,焊接电流增大,焊缝表面会产生凹陷,熔深、熔宽相应增大。电流过大时,容易造成焊穿、咬边。焊接电流过小容易产生未焊透。电弧电压增高,熔宽相应增加,表面凹陷,熔深减小,易产生未焊透,熔池保护不好易造成焊缝表面呈暗灰色和成形不良。焊接时应保证在电弧不短路的情况下,尽量压低电弧进行焊接。
钨极直径和形状是氩弧焊的重要参数,钨极直径根据所采用的焊接电流和钨极允许的电流来选择,焊接电流不允许超过钨极的允许电流,否则会造成钨极过热熔化、蒸发,产生电弧不稳定和焊缝夹钨。钨极端头使用前应磨成锥形,磨制时应用专用砂轮,装有吸尘装置,操作人员应带静电口罩,磨后将手洗净。钨极端部的尺寸和形状如图7-122所示。
手工钨极氩弧焊推荐的焊接参数见表7-53。
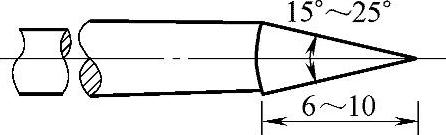
图7-122 钨极端部尺寸和形状
表7-53 手工钨极氩弧焊推荐焊接参数

用于管道焊接的手工钨极氩弧焊的电源极性须用正接法,即焊枪接负极,焊件接正极。对接焊口点焊前应垫置牢固。施焊时和焊后(封底后)均不得移动和碰撞,以防止产生裂纹。引燃电弧可采用高频和接触引弧。引弧应在坡口内进行,短路接触引弧时,动作要快,以防损伤钨极和造成焊缝夹钨。
带衰减装置的焊机在收弧时,先将熔池填满,然后按衰减电钮,使电弧减弱,最后熄弧。没有电流衰减装置,收弧时速度应稍放慢,增加焊丝的填充量,熔池填满后,慢慢将电弧转移到坡口上,然后熄弧。
对奥氏体不锈钢管道和中、高合金钢(铬的质量分数≥3%或合金元素的总质量分数>5%)的管道焊接时,还必须在管内充氩,防止背面氧化或过烧。
对马氏体耐热钢,焊接方法采用手工TIG焊打底和焊条电弧焊填充、盖面。对于大管径定位焊时,应采用“定位块”在坡口内定位,如图7-123所示。定位块应用碳的质量分数小于0.25%钢材为宜。为防止根部氧化,在氩弧焊打底和焊条填充第一层焊道时,应在管口内壁充氩保护。
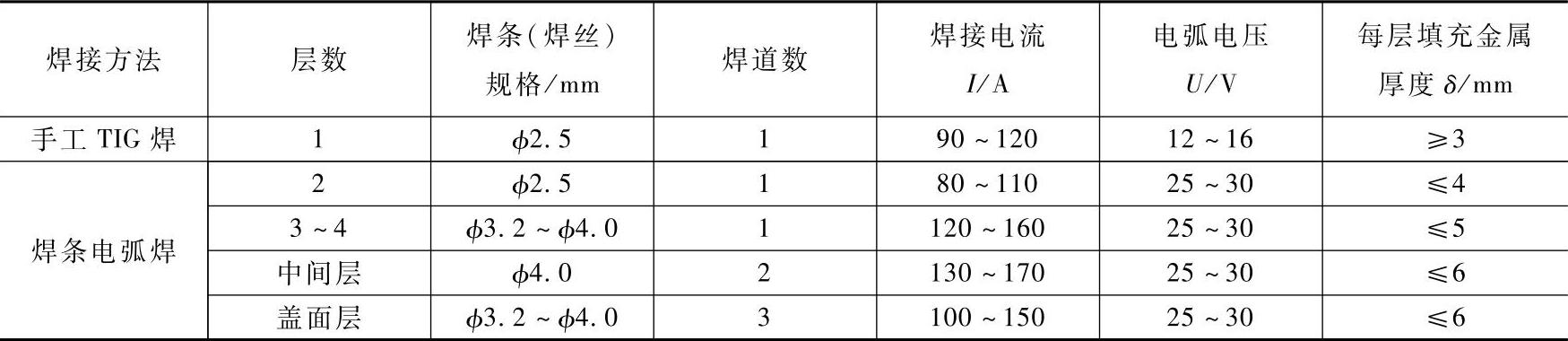
在焊接过程中,要严格控制热输入,一般在25kJ/cm以下。具体焊接参数见表7-54。对于水平固定位置的焊口表面应焊接一层至少三道的焊缝,中间应有一退火焊道,如图7-124所示。
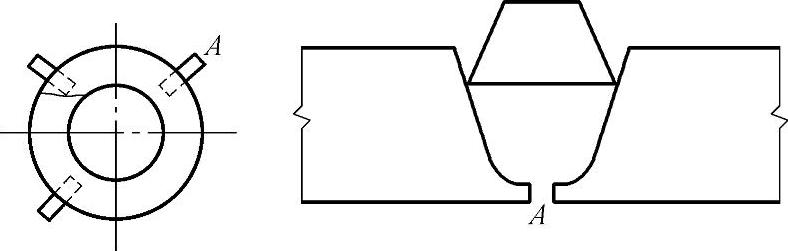
图7-123 定位焊示意图
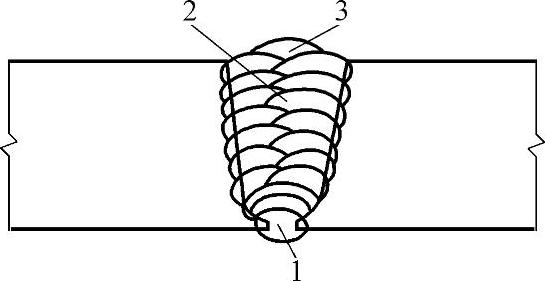
图7-124 厚壁管道焊接排列示意图
1—打底焊层 2—填充焊层 3—退火焊道
表7-54 P91管焊接参数
由于P91钢为马氏体耐热钢,具有显著的淬硬倾向和冷裂倾向,因此焊接过程要严格控制热输入。氩弧焊打底焊时,在0℃以上的环境温度,预热温度为100~150℃。在负温条件下,应设法提高环境温度至0℃以上再预热焊接。氩弧焊打底焊完毕后,升温至250~350℃后开始焊条电弧焊焊接,施焊过程中应保持层间温度为300~350℃。焊条电弧焊焊接完毕后,焊缝冷至100~120℃后(马氏体转变完成),进行焊后热处理。若不能立即焊后热处理,应进行350℃恒温1h的后热处理。
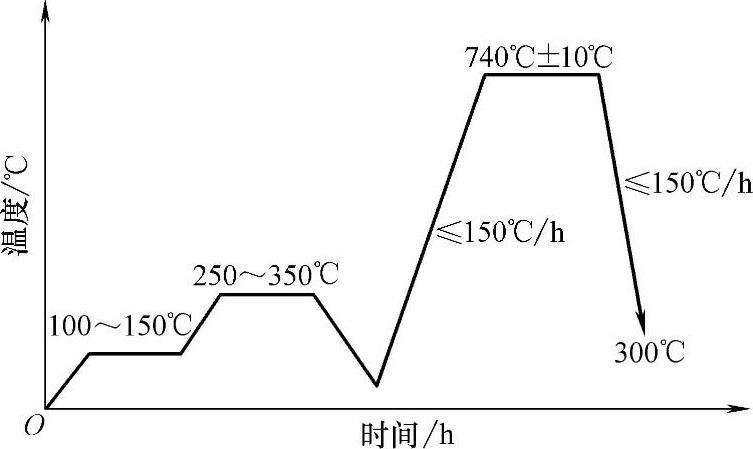
图7-125 P91管焊接热过程控制曲线
焊后热处理的升、降温速度应控制在150℃/h以下,恒温温度为750℃±10℃,恒温时间壁厚每25mm按1h计算,但最小不得少于3h,降温至300℃以下,可以不作控制,P91管的整个焊接过程如图7-125所示。
(4)埋弧焊 埋弧焊生产率高,节约电能。保证焊缝质量,节省金属,焊接参数和焊缝尺寸容易控制、焊工的劳动强度降低、技术要求不高,因此,在大直径管道焊接上被广泛采用。为能适应管道焊接,还必须配备焊接升降架及滚轮架等附属设备,埋弧焊机放置在升降架上,根据管道直径任意调节高度,管道在滚轮架调速转动,从而完成工件焊接。但管道背面必须用手工焊(或自动焊)打底,或加垫板。埋弧焊选用的焊接参数见表7-55。
表7-55 埋弧自动焊选用的焊接参数

3.现场固定管对接焊
现场固定管单面对接的焊接方法主要是焊条电弧焊、TIG焊以及药芯焊丝自动和半自动焊。
TIG焊主要用于焊条电弧焊有困难的小口径管以及薄壁管的焊接,尤其适用于低合金钢及不锈钢薄壁管的焊接。
TIG焊和焊条电弧焊的组合是指用TIG焊打底、用焊条电弧焊焊接中间层及盖面层的组合焊接法。常用于使用条件苛刻的设备配管的焊接。
(1)焊条电弧焊 水平固定管或倾斜固定管焊条电弧焊采用上坡焊获得的焊缝致密性比用下坡焊要强一些,但它的生产率太低。下坡焊的焊接电流较大、焊接速度较快,因此效率较高,最适合于薄壁(7~16mm)、大口径(10″以上)钢管的焊接。国外已非常广泛地使用纤维素型焊条对管道进行下坡焊接。国际上公认的关于管道焊接施工标准API1104《管道及相关设备焊接标准》中,也把采用纤维素型焊条进行下坡焊作为管道焊接基本工艺。
长输管道的铺设通常采用立体施工法,此时影响施工进度的主要问题是根部焊道所需的焊接时间,由于用纤维素型下坡焊时焊速可达20~50cm/min,因此,下坡焊成为管道焊接的主要方法。
中国石油天然气总公司管道局制定了企业标准Q/CNPC782002《管道下向焊接工艺规程》。一些有关技术规定摘要如下:
1)管口组对尺寸应符合表7-56的规定。
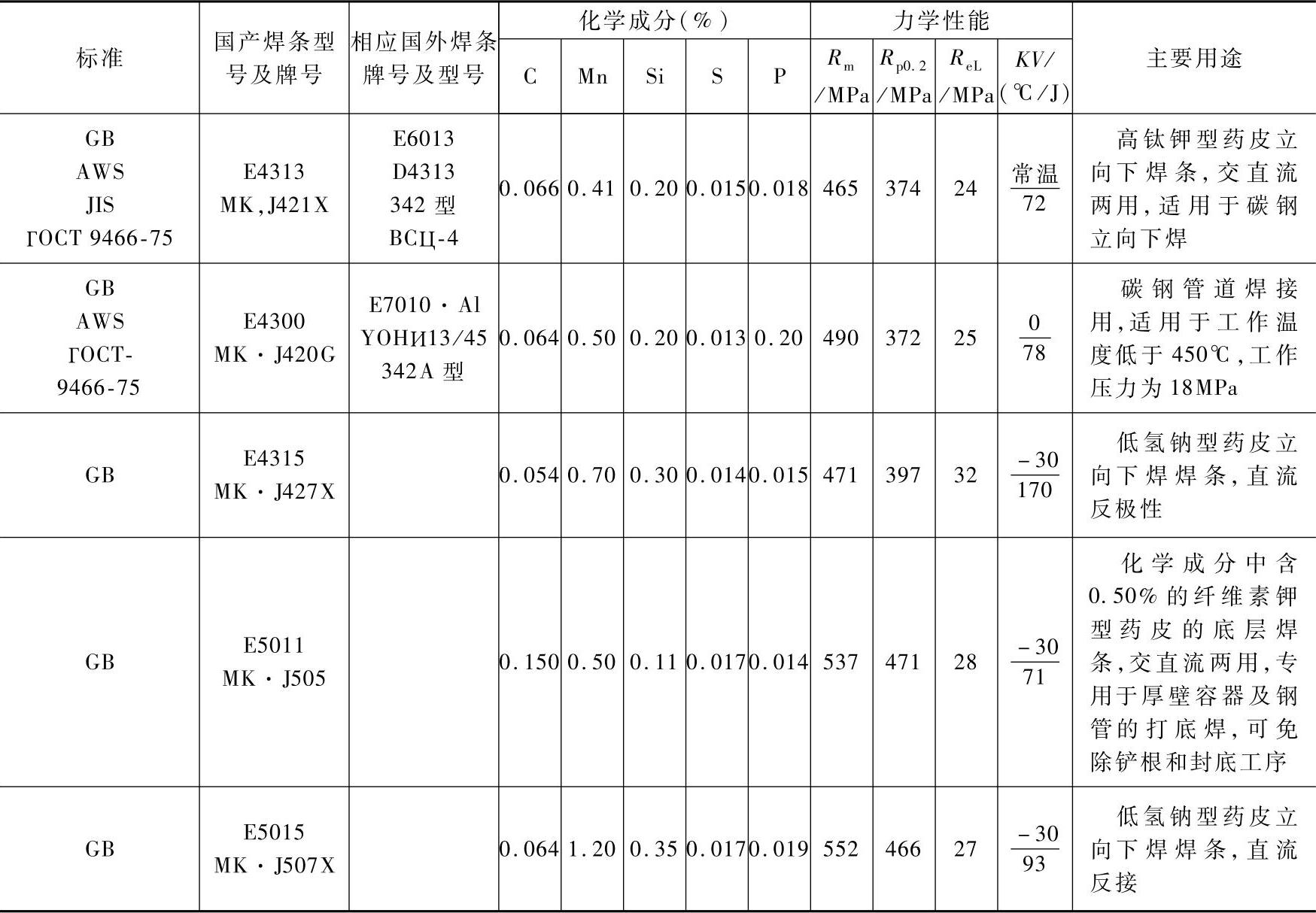
2)焊条选用要根据管道使用的材质、输送介质及管道运行温度来决定。输水、输油管道可选用纤维素型立向下焊条(见表7-57),输气管道可选用低氢型立向下焊条(见表7-58),死口连接及管子与附件焊接可选用低氢型焊条。国产焊条及相应的某些国外焊条列于表7-59。
表7-56 管道立向下焊接管口组对尺寸
 (https://www.xing528.com)
(https://www.xing528.com)
3)在下列任何一种焊接环境下,如未采取有效防护措施均不得进行焊接:雨天或雪天;风速超过8m/s;大气相对湿度超过90%;对于屈服强度超过390MPa的管材,当温度为30℃,相对湿度超过85%时。
表7-57 纤维素型立向下焊条选用
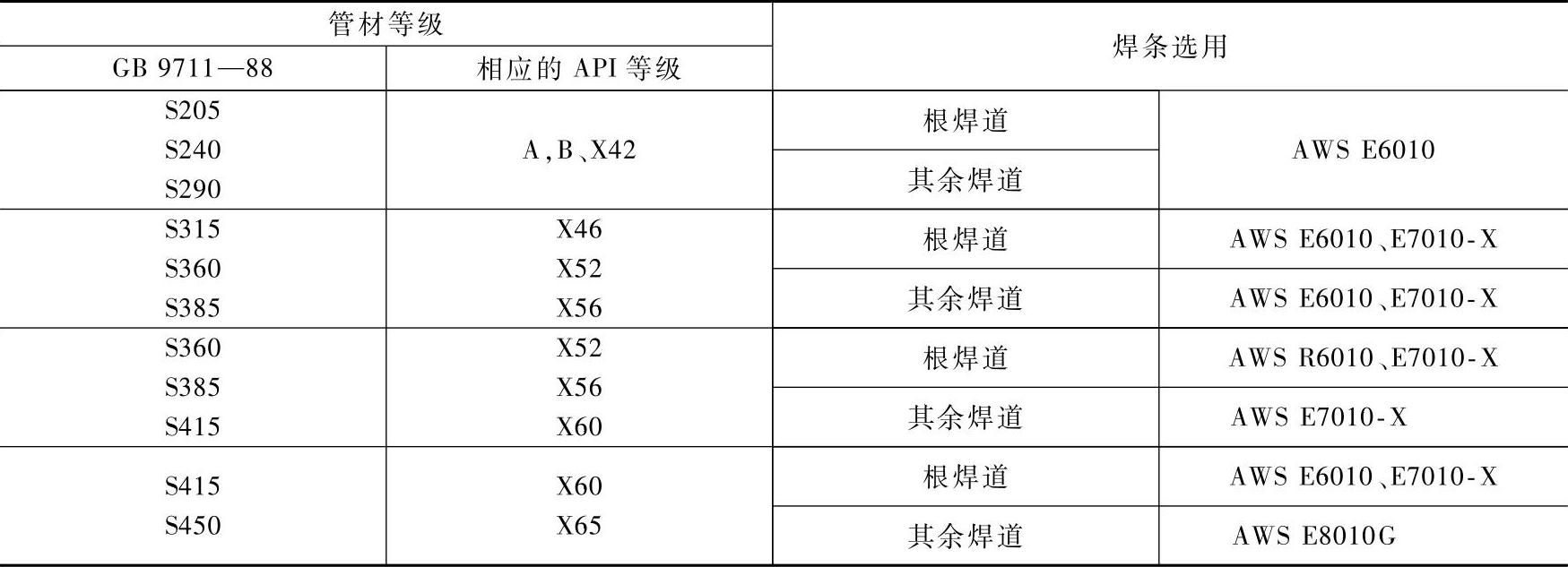
表7-58 低氢型立向下焊条选用

表7-59 国产管道焊接用立向下焊条及相应的国外焊条
4)壁厚所需焊道数应符合表7-60的规定。纤维素型立向下焊条的焊接参数见表7-61。低氢型立向下焊条的焊接参数见表7-62。
表7-60 不同壁厚要求的焊道数

表7-61 纤维素型立向下焊条焊接参数
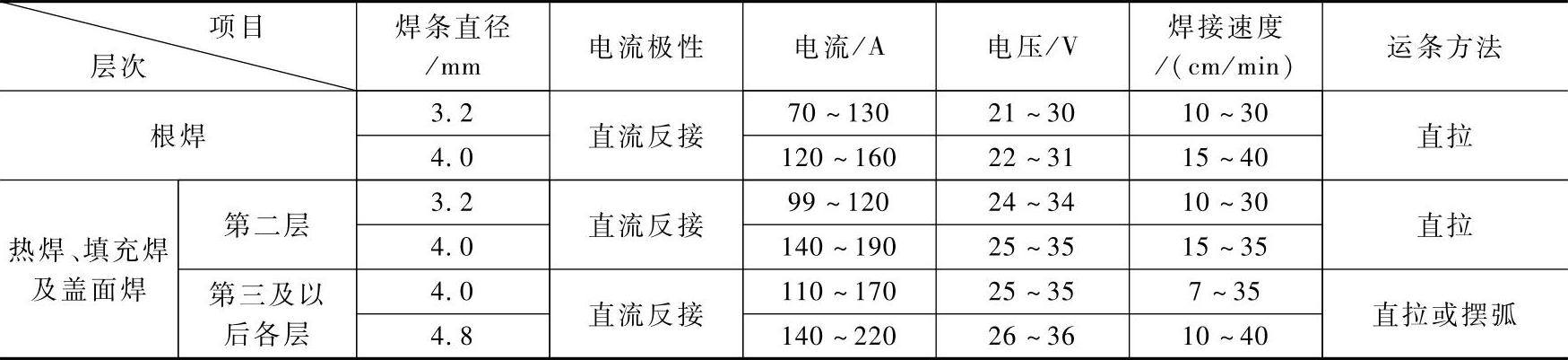
注:较小焊条直径适用于焊接壁厚较薄或管径较小的管道。
表7-62 低氢型立向下焊条焊接参数
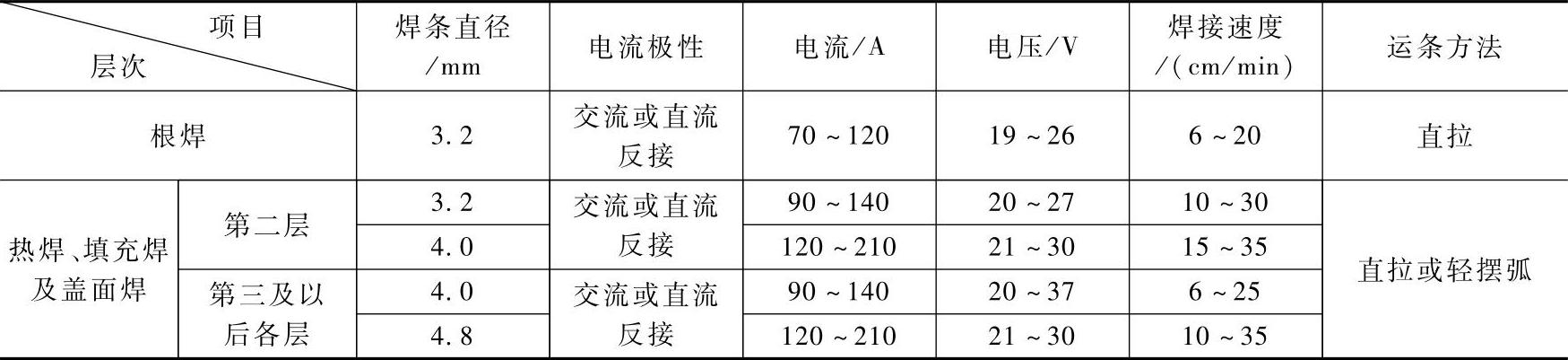
注:较小焊条直径适用于焊接壁厚较薄或管径较小的管道。
5)管道焊接的预热条件见表7-63。层间温度应不低于预热温度。为防止产生冷裂纹,根部焊道完成后应尽快进行热焊道焊接,根焊道与热焊道间隔时间不宜超过5min。
6)管道立向下焊接宜采用流水作业,同一焊道由两名焊工同时施焊,焊接顺序如图7-126所示。当管道直径在711mm以上时,同一焊道由三名焊工同时施焊,其焊接顺序如图7-126c所示。
表7-63 管材焊接预热条件

注:当环境温度低于0℃时,应作适当的干燥处理。
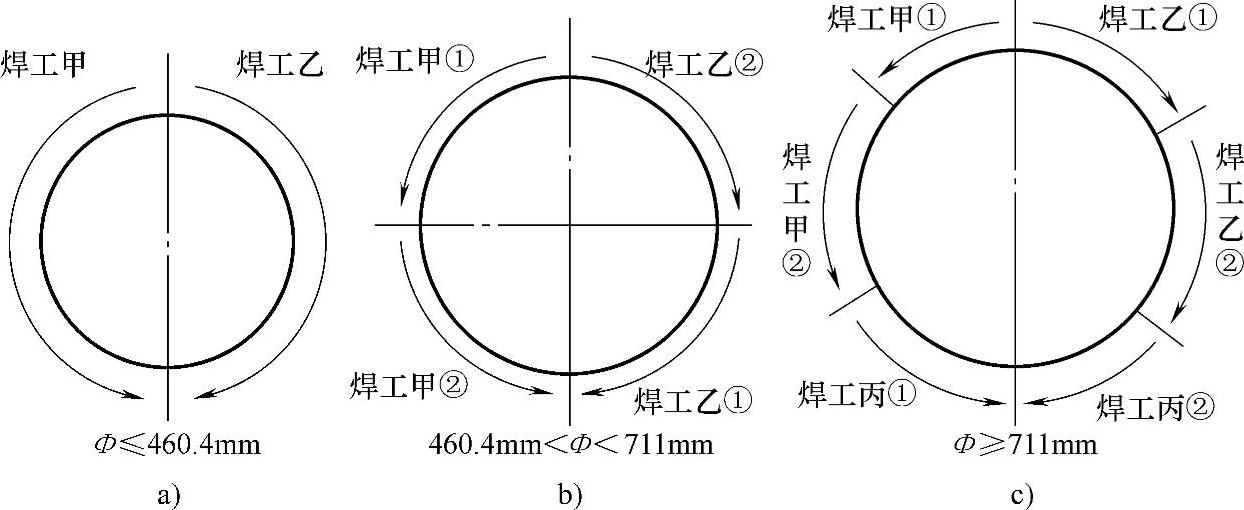
图7-126 根焊道施焊顺序
(2)药芯焊丝半自动和自动焊 在长输管道焊接中已大量采用自保护药芯焊丝,但生产实践表明,其生产率与保护气氛下的自动焊相比没有明显提高。采用水冷铜滑块对焊缝进行强迫成形的自保护药芯焊丝自动焊,既有利于全位置焊接,又可提高焊接电流而增大熔敷系数,因此可提高生产率。前苏联的全苏长输管道建筑研究院与有关单位协作,研制成非旋转口大直径长输管道焊接用的自保护药芯焊丝自动焊机“对接”号系列机组,曾用于焊接ф420mm的管道,使工时减少26%,成本降低8%。该机组包括焊接设备、电源、移动式工作间三大部分。
焊接设备包括左右各一台焊接小车(小车上装有焊接机头、强迫成形水冷铜滑块、焊丝与滑块位置的调准器及焊丝盘)、刚性导轨、控制箱的焊接小舱。焊接小车由两块C形卡板组成,它通过液压缸铰链式地围在焊管表面的轨道上。以上设备都安置在小舱内。小舱悬挂于辅管机的长臂上,其作用是防止气候不好。
电源部分包括功率为100kW的电站、两台型号为BIIY-504的平外特性焊接整流器、长臂液压传动机构、水冷滑块用的独立水站及控制设备。
移动式工作间用来储存和烘干焊接材料,并可进行设备维修,内有干燥炬、缠丝机、压缩机及钳工用的工具和设备。
该机组焊接长输管道的步骤如下:
1)用对口器组对焊管,并焊好打底缝。
2)向对接口装上整个焊接小舱,将装有焊接机头的C形卡板固定在钢管上。
3)两个装有水冷滑块的机头同时自上而下焊完一圈焊缝。如管壁厚度小于14mm,一道焊缝便可焊满;壁厚大于14mm则需两道或更多道焊缝。
4)左右两台机组的技术性能见表7-64。当电弧电压为24~30V、电流为300~450A、焊丝干伸长为40~50mm时,平均焊速可达13~20m/h。
表7-64 对接-1及对接-2型机组技术性能(直流反接)

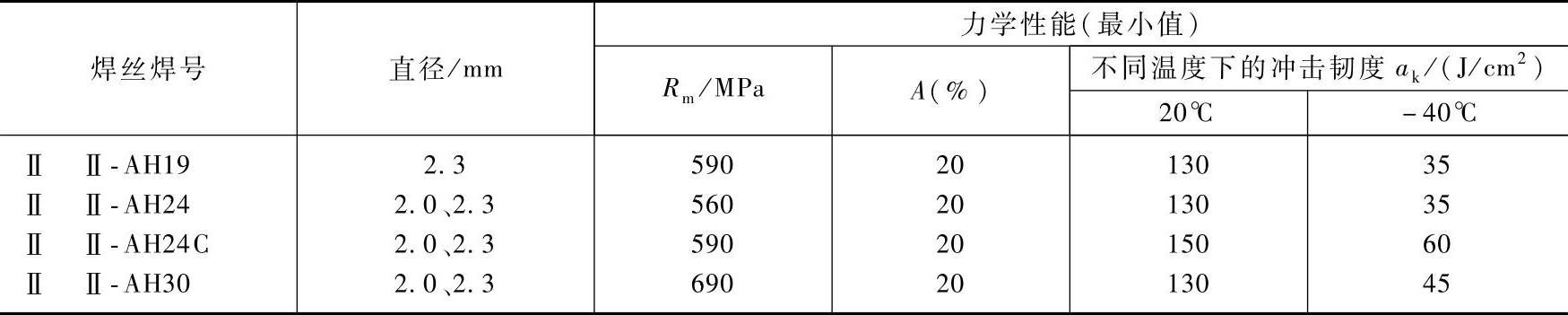
非旋转口长输管道用自保护药芯焊丝的牌号及性能见表7-65。
表7-65 非旋转口长输管道焊接用自保护焊丝的牌号和性能
美国林肯电气公司20世纪70年代就开发了自保护药芯焊丝,目前已应用于半自动焊,其设备由平外特性直流电源(SAM-400型柴油驱动电源或DC-400型硅整流器,额定电压为36V、额定电流为400A),电流调节范围为60~500A、LN-23P型便携式管道专用恒速半自动焊送丝机(重量小于16kg,送丝速度调节范围为762~4318mm/min,送丝速度不受电弧电压变化的影响)和手提式焊枪组成。焊接时可先在送丝机上设定和调节焊接参数;焊枪上设有双位开关,随时可将焊接电流降至设定值的83%,这对管道全位置焊尤其是根部焊道特别有利。
适用于API 5LX42~X70管线钢的焊丝应满足API 1104和其他国际标准的要求,一般使用E61-GS和E71T8-K6。按上述工艺焊接与传统的纤维素焊条立向下焊相比有以下优点:
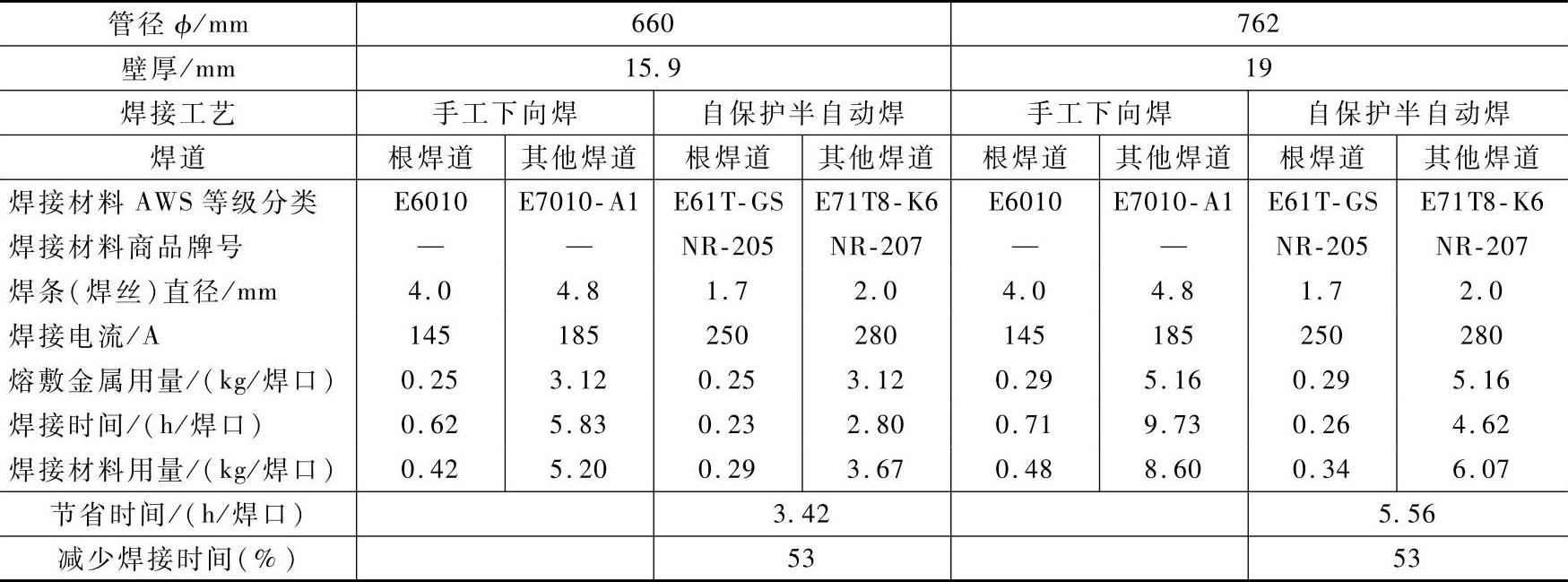
1)熔敷速度高,一般比焊条电弧焊提高20%,总的工时可减少1/2,巨随着钢管直径与壁厚的增大,焊接效率的提高更为明显。自保护药芯焊丝半自动焊与手工立向下焊的效率对比见表7-66。
表7-66 管道自保护半自动焊与手工立向下焊效率对比
2)扩散氢含量<3.6mL/100g,远比纤维素焊条的扩散氢含量低,因此冷裂纹敏感性低。这对强度级别高的管线钢(如X60、X65、X70)焊接更为重要。
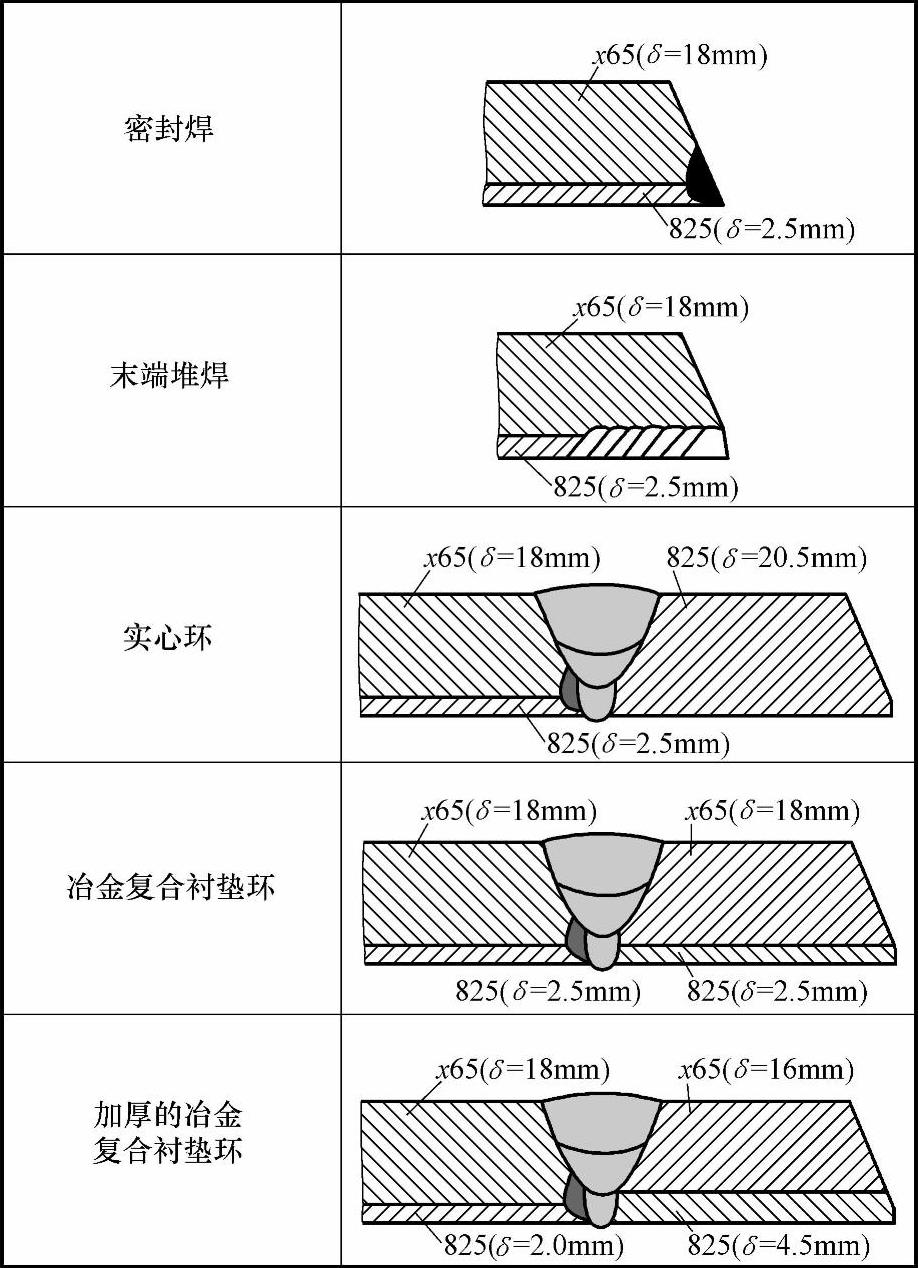
图7-127 复合钢管管端图例
3)焊缝金属的低温冲击韧度好。
4)自保护药芯焊丝的抗风能力强,在40m/h的风速下焊接不需采取防风措施。
5)电弧稳定;焊渣薄巨脱渣性好。
4.复合钢管的焊接
复合钢管是由两种或多种具有各自特性的金属,通过特定复合工艺而制成的一种具有综合特性的价廉物美的新型钢管。按覆层所处位置可分为外复合管和内复合管以及内外复合管,按覆层与基层的结合状态可分为机械结合复合管(其内复合管中的机械结合复合管又称衬里管)和冶金结合复合管(又称双金属管)。不锈钢、镍基合金、铜、钛、铝等耐腐蚀的金属材料均可作为覆层材料。机械结合的外复合不锈钢管现已广泛用于建筑装饰行业,内复合管作为腐蚀性流体输送用管已在石油化工、能源、民用给水等领域得到越来越广泛的应用。
复合钢管焊接的关键在于不仅要保证接头的力学性能、不产生焊接缺陷,更重要的是控制好覆层焊缝金属的化学成分从而保证焊缝的耐缝的耐腐蚀性。机械结合复合管的基层和覆层间的间隙以及钎焊冶金结合复合管的钎料、覆层太薄等因素都增加了焊接难度。
(1)电弧熔焊法 采用电弧熔焊法焊接中、小直径内覆不锈钢复合钢管不能像焊接不锈钢复合板那样先焊碳钢基层,最后焊不锈钢覆层,而只能先焊不锈钢覆层,再焊过渡层,最后焊碳钢基层。
1)机械结合复合管的焊接。机械结合复合管焊接的最大问题是在焊缝中出现大量气孔,产生气孔的原因在于基、覆层间存在锈和油渍,它们是在不锈钢复合管制造前,碳钢内壁未除锈或除锈不净以及制造过程中使用的润滑油浸入基、覆层间隙中。另外,管端未进行基、覆层封焊的复合钢管,在运输储存过程中水汽可能浸入基、覆层间隙中,德国布廷恩公司生产的机械结合不锈钢复合钢管,根据客户要求进行管端焊接加工,可以是密封焊、末端堆焊、实心环、冶金复合衬垫环以及增加厚度的冶金复合衬垫环,图7-127是管端焊接加工图例。

图7-128 复合管环焊坡口设计及焊接次序
1—封焊 2—打底焊 3—过渡焊 4—填充焊 5—盖面焊
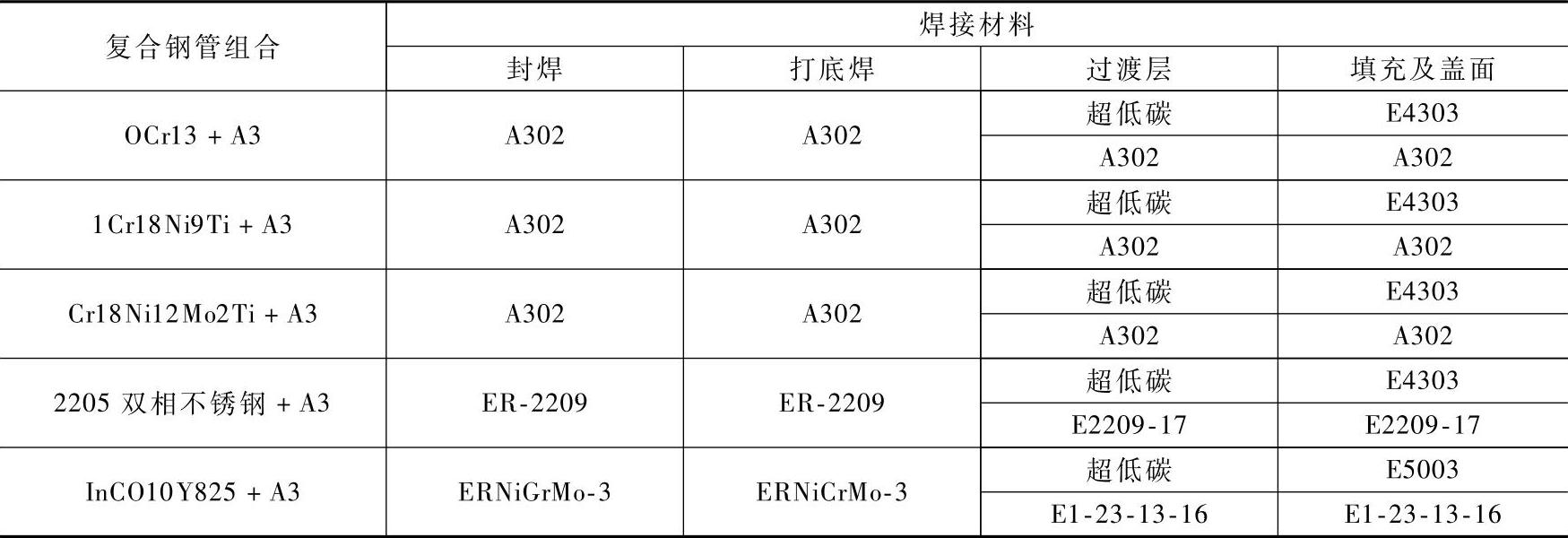
图7-128所示为一种复合钢管环焊坡口设计及焊接顺序,其中打底焊采用手工钨极氩弧焊;其他则采用焊条电弧焊。焊接材料根据覆层来选择。表7-67是典型复合钢管焊接材料。
2)冶金结合复合钢管的焊接。冶金结合复合钢管的端面不需要封焊,打底焊、过渡焊、填充及盖面焊的焊接方法和焊接材料与机械结合复合钢管一样。
(2)感应扩散钎焊 由作者开发的这种焊接方法的工艺过程是:机械加工两复合管端连接面成钭对接形式,连接面的斜角为15°~20°,并清洗连接面及邻近管面的油污和氧化物;在连接面及邻近的管面上放置Ni-Cr-Si-B等镍基钎料;在组装位于不锈钢复合钢管外的夹紧机构上使凸面管端紧插入凹面管端,并在连接面附近放置感应加热线圈后,两管被夹紧,刚性固定在一起;在连接面附近设置密封机构;引入惰性气体后,启动感应加热线圈,使钎料熔化,在热膨胀力的作用下连接面间完成扩散钎焊焊接;停止感应加热,放松夹紧机构;停止送气,拆除密封机构,将焊接好的管移出焊接装置。采用斜对接,将凸面管端插入凹面管端,自然对准,这使接头组对操作容易,钎料中含B、Si等强扩散元素以大大强化了焊接过程中的扩散过程,也大大提高了接头的连接性能。
表7-67 典型复合钢管焊接材料
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。